Не только в металлообработке, но и в домашних условиях приходится часто создавать отверстия. При обработке или создании отверстий применяется зенкер и зенковка. Благодаря их помощи есть возможность делать отверстия с заданными геометрическими параметрами, и хорошим качеством обработки. Для полного понятия для чего служит зенкер и зенковка, и как с ними работать, нужно разобраться в основных определениях.

Обрабатывание отверстий
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-
Можно встретить неверное понятия, когда говорят что
зенкер и зенковка одно и тоже.При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.

Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.

При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.

Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер

Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.

Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера

В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
При работе с зенкерами следует учитывать условия работы:
При выполнении работ зенковой не забывайте об охлаждении и смазывании рабочей поверхности и зенковки. Если обрабатываете цветной металл или изделия из стали, применять смазывание и охлаждение не обязательно.
- При выборе зенкера, учитывайте материал с которым будете работать.
- Не забывайте о возможности выбора крепления зенкера в патроне станка.
- Предполагаемый объём отверстий, доступ к обрабатываемому отверстию.
что это такое, особенности процесса, инструменты
Зенкование – это технологический процесс обработки краев отверстий специальным инструментом (зенковкой), применяемый в машиностроении и станкостроении. Зенкование отличается от зенкерования.
При сборке конструкций и металлических узлов используют резьбовые соединения, заклепки. Иногда требуется спрятать головку болта, винта или соединения другого типа. В этих случаях используют так называемый потай. То есть в начале соединительного отверстия в металле делают небольшое углубление, куда и прячется головка. Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Зенкование не стоит путать с зенкерованием – это различные операции, которые выполняются разными инструментами. Но оборудование, которое приводит в движение такие резцы, может быть одинаковым.
Зенкование можно провести при помощи ручной электрической дрели. Отличием от заводского варианта здесь будет невысокий класс точности обработки, но получить потай в домашних условиях вполне реально.

Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Назначение и особенности зенкования
Основная сфера применения зенкования – в технологических процессах при изготовлении станков, механизмов и сборке металлоконструкций. С помощью этой операции добиваются решения следующих задач:
- В предварительно изготовленных отверстиях получают углубления в форме цилиндра или конуса.
- Формируют плоскости опорного значения в районе отверстий.
- Зенкование отверстий позволяет получить каналы со снятой в них фаской.
- Формирование углублений для сокрытия элементов резьбового крепежа.
Зенкование отверстий имеет свои особенности; они обусловлены типом металла, который подвергается обработке, конструкцией резца и конечной задачей операции:
- Если проводится обработка чугунных деталей или металлов на основе твердых сплавов, то в рабочую область следует подавать специальную эмульсию для охлаждения.
- Рабочие обороты вала двигателя должны соответствовать рабочим оборотам зенковки. Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава.
- Для выборки под потайную шляпку винта используют конический резец с углом торцевых ножей, равным углу конуса шляпки.
Зенковку делают на самом последнем этапе после зенкерования и развертки.
Отличия зенкерования от зенкования
Зенкование и зенкерование – совершенно разные операции по обработке отверстий. Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Зенковка работает только с частью отверстия в его начале. Ее основная задача – сделать потай или снять фаску. Поэтому в инструменте предусмотрены в основном ножи на торце. Единственное, что общего между зенкером и зенковкой, – они приводятся в движение при помощи одинаковых станков.
Оборудование и инструменты
Главный инструмент, которым выполняют зенкование, называется зенковкой. Это тип резца, состоящий из рабочей части и хвостовика. Рабочая часть имеет несколько режущих кромок, за хвостовик инструмент крепится в патроне оборудования. Бывают резцы конической и цилиндрической формы. Сырьем для изготовления зенковок служит сталь инструментальная углеродистая либо легированная.

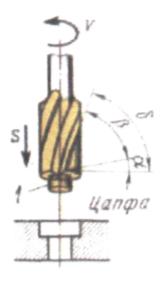
Зенковки конического типа характеризуются углом наклона ножа. Наиболее используемые элементы с углами конуса 120, 90, 60 и 30 градусов. Резцы цилиндрического типа на торце имеют зубья. Этих зубьев может быть от 8 до 4 штук. Кроме этого, у цилиндрического инструмента есть направляющий по отверстию элемент, который называется цапфой. Благодаря такому элементу цилиндрический резец всегда имеет соосность с отверстием, которое он обрабатывает.
Для зенкования отверстий разработаны также специальные державки, куда вставлены зенковки. У них могут быть ограничители вращающегося и невращающегося типа.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
- d1 – указывает на основной диаметр канала;
- d2 – на диаметр зенкования;
- L1 – отображает показатель длины цилиндрического канала;
- L3 – это глубина зенкования;
- L4 – указывает на глубину фаски;
- j – это размер угла зенкования центральный;
- α (альфа) – размер угла фаски.
Уважаемые посетители сайта: инженеры машиностроения, мастера и просто ориентирующиеся в теме, – поддержите обсуждение в комментариях! Нам очень важны ваши профессиональные замечания.
Зенкование и зенкерование – это два разных технологических процесса, которые применяются при обработке металлических отверстий и поверхностей. Вам пригодятся специальные инструменты различной конструкции. В первом случае используются зенковки, во втором – зенкеры. Далее разберем их особенности и отличия.
1 Зенкование и зенковки – как использовать режущий инструмент?
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку. Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.

Работа зенковки
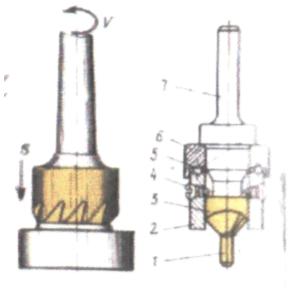
Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца. Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
2 Промежуточный процесс обработки – повышаем класс точности
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.

Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.

Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
3 Развертывание – для обеспечения максимальной точности поверхности
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
Зенкование и зенкерование — Сверление металла
Зенкование и зенкерование
Категория:
Сверление металла
Зенкование и зенкерование
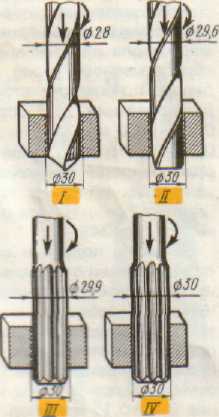
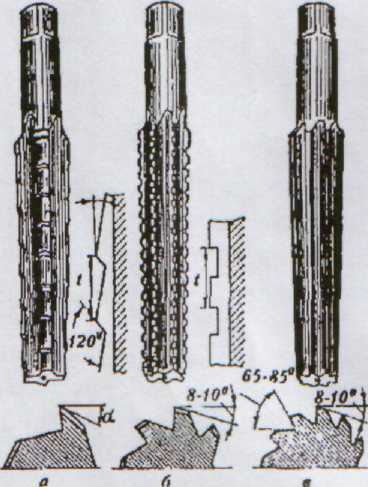
Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
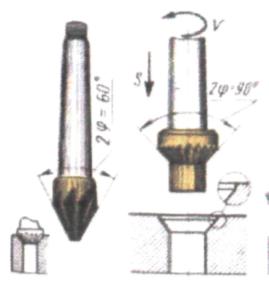
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
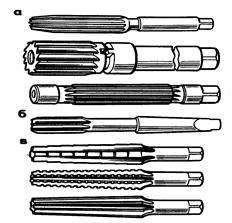
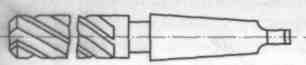
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) — на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.
Рис. 1. Зенковки: а — для обработки отверстия под коническую головку винта, б — примеры работы коническими зенковками, в — зенковки для обработки отверстий под цилиндрические головки и шейки, г —отверстие, раззенкованное под цилиндрическую головку винта, д — отверстие, раззенкованное под шейку винта, е — соединение деталей винтом через раззенкованное отверстие
Рис. 2. Зенкеры: а — цельный, б — насадной, в — стержень для насадки головки зенкера
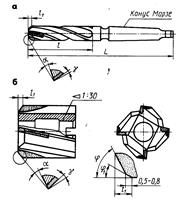
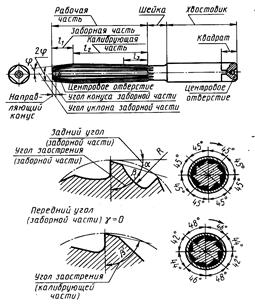
Рис. 3. Ручная (слева) и машинная развертки: Л — рабочая (заходная) часть развертки, Б — калибрующая часть, В — шейка, Г — хвостовик, Д — квадратная головка для захвата развертки воротком при развертывании вручную
Реклама:
Читать далее:
Развертывание при обработке металла
Статьи по теме:

ТОП 10: |
⇐ ПредыдущаяСтр 7 из 10Следующая ⇒
Для увеличения диаметра отверстия, полученного сверлением, литьем или штамповкой, а также для получения конических и цилиндрических углублений, зачистки торцовых поверхностей бобышек и ступиц применяют следующие технологические операции: зенкерование, зенкование и цекование (рис.9.1). Зенкерованием называется процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы (устранение отклонения от круглости и других дефектов), достижения более высокой точности (9…11-го квалитетов) и снижения шероховатости поверхности до Rа=1,25…2,5 мкм. Эта обработка может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (6…9-го квалитетов) и шероховатость поверхности до Ra=0,16…1,25 мкм. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
Зенкованием называется процесс обработки специальным инструментом- зенковками конических углублений и фасок под головки болтов, винтов, заклепок. В отличие от зенкеров зенковки имеют режущие зубья на торце иногда и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой углубления под головку винта. Крепление зенкеров и зенковок на сверлильных станках ничем не отличается от крепления сверл. Развертыванием называется процесс окончательной чистовой обработки отверстий, обеспечивающий высокую точность размеров и шероховатость поверхности в пределах Ra=1,25…0,16 мкм. Развертывание отверстий выполняют как на сверлильных и других металлообрабатывающих станках, так и вручную при слесарной и слесарно-сборочной обработке. Ручные развертки (рис.9.18, а) – с прямым и винтовым зубом, насадная, регулируемая – снабжены квадратным концом на хвостовике для вращения их с помощью воротка.
Для обработки конических отверстий, чаще всего для конусов Морзе, применяют конические ручные развертки комплектами из двух и трех штук (рис. 9.18, в). Первая развертка черновая (обдирочная), вторая промежуточная и третья чистовая (окончательная), придающая отверстию окончательные размеры и требуемую шероховатость поверхности. Основные части и геометрические параметры ручной развертки приведены на рис. 9.19. Припуск под развертывание должен быть не более 0,05…0,1 мм на сторону. Больший припуск может привести к быстрому затуплению заборной части развертки, повышению шероховатости поверхности отверстия и снижению точности обработки.
Упражнения по ручному развертыванию отверстий включают выполнение ряда приемов. Приступая к развертыванию, необходимо: выбрать требуемую по размеру развертку (проверить ее маркировку), убедиться в отсутствии забоин и выкрошенных мест на режущих кромках, закрепить заготовку в тисках или установить ее на верстаке (плите) в положении, удобном для работы, взять черновую развертку, смазать заборную часть минеральным маслом и вставить ее в отверстие без перекоса, проверить положение развертки угольником (900), надеть на квадрат хвостовика развертки вороток, слегка нажимая на развертку правой рукой вниз, левой рукой медленно вращать вороток по ходу часовой стрелки, периодически извлекая развертку из отверстия для очистки ее от стружки и смазывания, закончить развертывание тогда, когда ¾ рабочей части развертки выйдет из отверстия. При развертывании глубоких отверстий, расположенных в труднодоступных местах детали, необходимо применять специальные удлинители, надевающиеся на квадрат хвостовика развертки. В такой же последовательности производится окончательное (чистовое) развертывание. Вороток нужно вращать медленно, плавно и без рывков. Вращение развертки в обратном направлении недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки. Приемы развертывания ручными развертками показаны на рис.9.20, а…в. Упражнения по машинному развертыванию производят на сверлильных станках так же, как и сверление. Развертывание лучше выполнять сразу после сверления и зенкерования при одной установке заготовки в тисках или приспособлении. Развертку закрепляют с помощью патрона или переходных втулок в конусе шпинделя станка. В ряде случаев для обеспечения более точного совпадения осей развертки закрепляют в плавающих (качающихся) державках. Скорость резания (частота вращения шпинделя) при развертывании должно быть в 2…3 раза меньше, чем при сверлении сверлом такого же диаметра. Развертывание осуществляется с механической подачей, которая зависит от диаметра развертки, материал заготовки и принимается в пределах 0,5…2,0 мм/об. В качестве смазочно-охлаждающей жидкости применяют: при обработке стальных и бронзовых заготовок – раствор эмульсола, сульфофрезола, минеральное масло; при обработке чугуна и алюминиевых сплавов – керосин, скипидар; при обработке ковкого чугуна и латуни – раствор эмульсола. Упражнения по машинному зенкерованию, зенкованию и развертыванию могут быть в ряде случаев совмещены с выполнением упражнений по сверлению отверстий на сверлильных станках. Качество поверхности развернутого отверстия проверяют после тщательной протирки внешним осмотром «на свет» для обнаружения задиров, огранки, следов дробления. Точность отверстия определяют в зависимости от его размера и требуемого квалитета точности калибрами-пробками, индикаторными нутромерами, а отверстий диаметром более 50мм — микрометрическими нутромерами. Правила техники безопасности при развертывании, зенкеровании и зенковании те же, что и при сверлении.
|
Чем отличается зенкование от зенкерования
Зенкерование и зенкование представляют собой различные операции по обработке отверстий. Зенкерование предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. В отличие от зенкерования, зенкованием получают углубления в отверстиях под потайные крепежные элементы. Инструментом для операций зенкерования служат зенкеры, а для зенкования — конические и цилиндрические зенковки.Назначением зенкерования является улучшение точности и шероховатости отверстий. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием. Кроме улучшения качества поверхности, выполненной сверлением, зенкерование применяют также для обработки отверстий, полученных в результате литья и обработки давлением. Инструментом для операций зенкерования является зенкер, вид которого внешне напоминает сверло.
Благодаря большему по сравнению со сверлом количеству режущих кромок, с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Зенкование предназначено для получения на торцах отверстий гнезд для потайного размещения головок крепежных элементов. Данные углубления, которые могут иметь цилиндрическую либо коническую форму, обрабатываются соответственно коническими или цилиндрическими зенковками.
Геометрия цилиндрической зенковки напоминает зенкер, а рабочая часть конической зенковки вместо спиральных режущих кромок имеет зубчатые. В конструкции цилиндрической зенковки должен быть предусмотрен направляющий поясок. Конические зенковки также применяются для зачистки острых кромок и снятия фасок.
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка. Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.
План конспект
Наименование: : Зенкерование, зенкование и развёртывание
Специальность: Слесарь по ремонту автомобиля, водитель автомобиля
дЦели:
Изучив данный элемент, Вы сможете:
Свободно ориентироваться в выборе инструмента и приспособлений для окончательной обработки отверстий.
Освоить приёмы работать на ручном и станочном оборудовании, производить заточку инструмента; выполнять зенкерование, зенкование и развёртывание.
Необходимое оборудование, материалы и средства.
Количество
Наименование / описание
6
Спиральные свёрла
1
Вертикально – сверлильный станок
0-6
Конусные переходные втулки
2
Кулачковые патроны
1
Ручные тиски
3
Зенковки
2
Цековки
4
Зенкера разного d
4
Развёртки наборы
Сопутствующие учебные элементы и пособия:
« Организация рабочего места слесаря»
« Плоскостная разметка»
« Слесарная обработка отверстий»
д
Зенкерование, зенкование и развёртывание
После выполнения отверстий в сплошном материале производится их обработка для увеличения размеров и снижение шероховатости поверхности, а так же обработка предварительно полученных отверстий (литьё, штамповка и пр).
При обработки отверстий различают три основных вида операции: сверление, зенкерование, развёртывание и их разновидности: рассверливание, зенкование, цекование.
Зенкерование.
Зенкерование – это операция, связанная с обработкой предварительно просверленных или любым другим методом полученные отверстия с целью придания им более правильной геометрической формы, а так же достижение более высокой, по сравнению со сверлением, точности (до 8 квалитета) и более низкой шероховатости (до Ra125).
В отличие от сверла, зенкер имеет большее число режущих кромок (три или четыре), что даёт определённую точность в обработки отверстий.
По конструкции зенкер может иметь различное направление угла спирали – правое, левое, прямое. Изготовляют зенкер из быстрорежущей стали или оснащают пластинами из твёрдого сплава ВК6, ВК8, ВК6М, Т5К10, Т15К6. Пластины могут быть закреплены в зенкере при помощи гайки или клинового крепления, что позволяет много раз использовать корпус зенкера.
В качестве режущей части насадных зенкеров используется многогранные твёрдосплавные пластины. Крапление пластин в корпусе насадного зенкера осуществляется механическим путём.
д
Режущая пластина 1 закрепляется в корпусе 2 при помощи тяги 3, что позволяет произЗводить замену пластины непосредственно на станке. Для этого надо сместить тягу 3, повернуть пластину следующей гранью или заменить на новую, снова закрепить тягу и продолжать работу.
 Геометрические параметры режущей части зенкеров выбирают в зависимости от условий обработки: главный угол в плане φ = 30 ÷ 60˚; передний угол γ = 3 ÷ 30˚, для зенкеров из быстрорежущей стали, для зенкеров с пластинами γ = 5 ÷ — 5˚, задний угол α = 8 ÷ 15˚.
Геометрические параметры режущей части зенкеров выбирают в зависимости от условий обработки: главный угол в плане φ = 30 ÷ 60˚; передний угол γ = 3 ÷ 30˚, для зенкеров из быстрорежущей стали, для зенкеров с пластинами γ = 5 ÷ — 5˚, задний угол α = 8 ÷ 15˚.
Насадной зенкер:
1 – режущие пластины
2 – корпус
3 – тяга
Для хрупких материалов передний угол равен нулю, а для твёрдосплавных развёрток он составляет от 0 до -5˚.
Ручные развёртки используют, как правило при обработки отверстий диаметром 3 ÷ 50 мм, в материалах не высокой твёрдости.
 Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100 мм, а насадными диаметрами от 25 до 300мм. И те и другие развёртки изготавливаются из быстрорежущей стали или оснащаются пластинами из твёрдого сплава.
Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100 мм, а насадными диаметрами от 25 до 300мм. И те и другие развёртки изготавливаются из быстрорежущей стали или оснащаются пластинами из твёрдого сплава.
Цельный цилиндрический зенкер:
режущая часть
рабочая часть
направляющая (калибрующая) часть
шейка
хвостовик
лапка
 д
д
З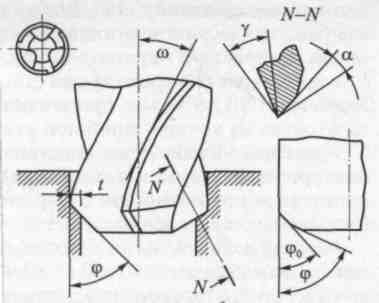 енкер:
енкер:
а – конструкция; б – геометрические а)
параметры рабочей части;
ώ – угол наклона ленточки;
φ – плавный угол в плане;
φ0 – угол заборного конуса;
γ – передний угол;
α – задний угол;
t – глубина резания.
б)
Ручное сверление для зенкерования, зенкования и цекования не применяют, так как оно не даёт должной точности.
Зенкование – это обработка на вершине просверленных цилиндрических или конических углублений под головки винтов и заклёпок, а так же фасок. Выполняется эта операция при помощи специального инструмента – зенковок.
Цекование — зачистка торцов поверхностей при обработке бабышек под шайбы, гайки, стопорные кольца. Операция производится при помощи цековки, которую ставят на специальные оправки.
З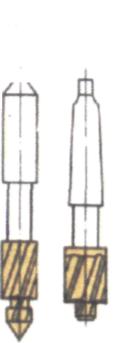
 енковки:
енковки:
а – с постоянной направляющей
и цилиндрическим хвостовиком; а, б
б – со сменной направляющей
и коническим хвостовиком;
в – углы зенковки;
г – конические зенковки;
д – цековка;
е – поддержка с зенковкой
и вращающимся ограничителем;
в
1 – направляющая шпилька
2 – упор
3 – зенковка
4 – винты
5 – шарики
6 – втулка
7 – хвостовик
г, д
е
3. Развёртывание — операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6 квалитета) и малой шероховатостью (до Ra 0,63).
Выполняется эта операция развёртками после зенкерования отверстия.
б
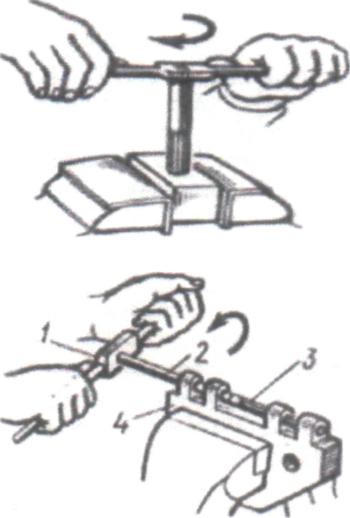
Развёртывание:
а – установка развёртки и воротка
б – развёртка с удлинителем
1 – вороток
2 – удлинитель
3 – развёртка
4 – деталь
Развёртки подразделяются на черновые и чистовые, ручные и машинные. Осуществляют обычно развёртывание на стационарных станках.
Для развёртывания конических отверстий применяют конические развертки.
Конструктивно развёртка для ручного развёртывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, которые обеспечивают центрирование развёртки и отверстия) и калибрующая часть,
Обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности. 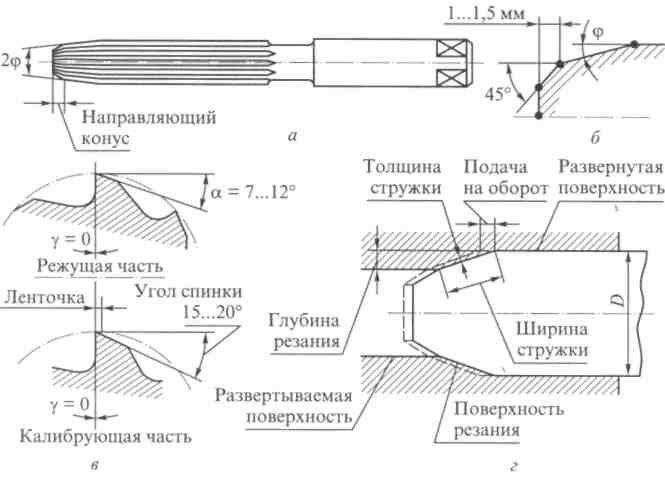
Развёртка:
а – конструкция развертки
б – конструкция заборной части
в – геометрические параметры режущей и калибрующей части
г – схема резания
φ – угол заборного конуса
2φ – угол при вершине
α – задний угол
γ – передний угол
D – диаметр развёртки
Режущая часть заборного конуса развёртки имеет угол при вершине 2φ. Для обработки вязких металлов он составляет 12 ÷ 15˚, для хрупких и твёрдых металлов от 3˚ до 5˚.
Твёрдосиловные развёртки имеют угол при вершине 30 ÷ 45˚.
Н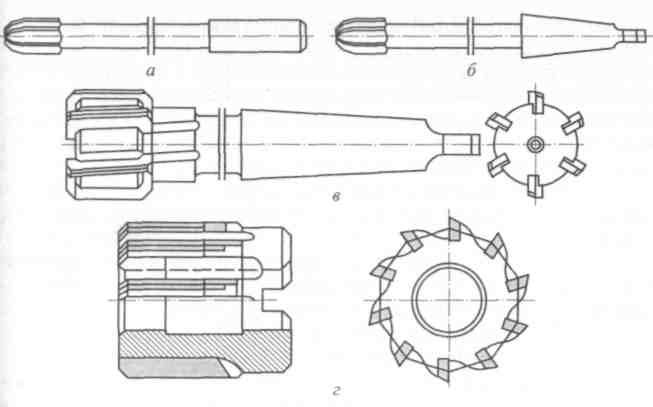 аправляющий конус рабочей части развёртки, расположен под углом 45˚ к её оси. Задний угол α на режущей части составляет от 6˚ до 15˚, на калибрующей части этот угол обычно равен нулю, а передний угол γ = 0 ÷ 15.
аправляющий конус рабочей части развёртки, расположен под углом 45˚ к её оси. Задний угол α на режущей части составляет от 6˚ до 15˚, на калибрующей части этот угол обычно равен нулю, а передний угол γ = 0 ÷ 15.
Развёртки, оснащённые пластинами из твёрдого сплава:
а, б – цельные; в, г – насадные.
Для хрупких материалов передний угол равен нулю, а для твёрдоплавких развёрток он составляет от 0 до -5˚.
Ручные развёртки используются как правило при обработки отверстий диаметром 3 ÷ 5 мм, в материалах высокой твёрдости.
Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100мм, а насадными диаметрами от 25 до 300мм. И тем и другие развёртки изготавливаются из высокорежущей стали или оснащаются пластинами из твёрдого сплава.
Практические работы.
Все практические работы связанны с обработкой отверстий, производить с учётом соблюдения правил работы на сверлильном оборудовании:
Сверление следует производить только на исправном оборудовании и правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла.
Необходимо прочно закрепить сверло с цилиндрическим хвостовиком в патроне. Торец сверла упереть в дно патрона а затем закрепить его, поочерёдно вставляя ключ во все гнёзда патрона
Для обеспечения прочного и безопасного крепления обрабатываемых деталей необходимо их надёжно закрепить на столе станка, тисках или тисочках, или призмах, используя разного вида прижимы, прихваты или кондукторы.
В местах сверления на детали нужно делать кернение глубиной 1 ÷1,5мм.
Сверление отверстий диаметром более 10мм выполняются в два приёма: в начале сверлом d = 5 ÷ 6мм, а затем сверлом нужного диаметра.
Необходимо правильно определить скорость резания и частоту вращения шпинделя.
При сверлении стальных деталей следует применять смазочно-охлаждающую жидкость. Чугунные детали надо сверлить насухо.
Запрещается наклоняться близко к месту сверления и сдувать стружки из-за её попадания в глаза.
У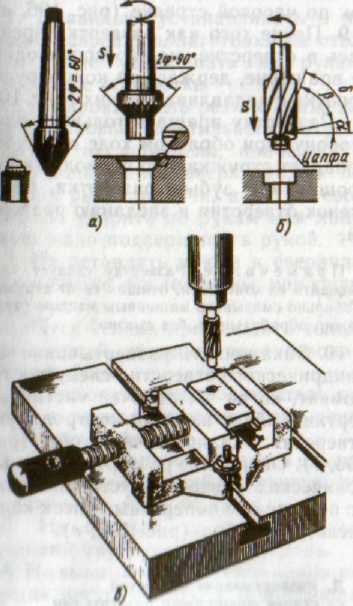 пражнение № 1
пражнение № 1
1. Зенковать отверстие под головку винта (заклёпки) с конической головкой .
Просверлить отверстие заданного диаметра. Остановить остаток, не снимая заготовку со стола, заменить сверло конусной зенковкой.
Зенковать отверстие до размера, указанного на чертеже, при ручной подачи и малой частоте вращения шпинделя (не более 100 об/мин.).
Отверстия до 5 … 6 мм можно зенковать сверлом большего диаметра.
2. Зенковать гнездо под цилиндрическую головку винта.
Просверлить отверстие сверлом, соответствующим диаметру направляющей (цапфы) зенковки.
Остановить станок, заменить сверло цилиндрической зенковкой соответствующего диаметра и проверить совпадение направляющей (цапфы) зенковки с отверстием.
Настроить станок на частоту вращения шпинделя n ≈ 60…80 об/мин.и выполнить зенкование, периодически меняя глубину гнезда. Зенковать при ручной подаче, применять эмульсию.
При необходимости рассверлить отверстие до размера, указанного на чертеже.
Упражнение № 2.
Зенкеровать отверстие по размерам, указанным на чертеже.
Просверлить отверстие сверлом с учётом припуска на зенкерование, выбираем по таблице:
Диаметр
зенкера, мм
5…24
25…35
36…45
46…55
56…65
Припуск
мм
1,0
1,5
2,0
2,5
3,0
Остановить станок и не снимая заготовку со стола, заменить сверло соответствующим цилиндрическим зенкером. Настроить станок для зенкерования
по режимам сверления, включить станок и зенкеровать отверстие насквозь при механической подачи.
Упражнение № 3.
Развернуть отверстие.
Просверлить отверстие с припуском на развёртывание, определяемым по таблице:
Снять деталь и закрепить её в тисках. Взять черновую развёртку соответствующего диаметра, смазать заборную часть минеральным маслом и вставить её в отверстие без перекоса. Надеть на хвостовик развёртки вороток. Качество поверхности отверстия проверить после тщательной протирки внешним осмотром «на свет». Недолжно быть царапин и задирав. Точность отверстия проверить калибрами:
цилиндрического – по проходному и непроходному концам калибра-пробки;
конического – по придельным рискам конического калибра и «на карандаш».
Диаметр
зенкера, мм
3…6
6…18
18…30
30…50
Припуск, мм
0,2
0,3
0,4
0,5
Слегка нажимая на развёртку ладонью правой руки. Левой рукой медленно вращать вороток по часовой стрелке, периодически извлекая развёртку из отверстия для её отчистки и смазывания. При развёртывании соблюдать следующие требования:
заканчивать развёртывание цилиндрических отверстий, когда ¾ рабочей часть части развёртки выйдет из отверстия;
окончание развёртывания отверстия коническими развёртками определять по положения контрольных рисок конического калибра;
развёртывание производить только движениями по часовой стрелки. Развернуть отверстие чистовой развёрткой таким же образом.
Проверка усвоения
Контрольные вопросы:
Как подразделяются зенковки по форме режущей части?
а) торцевые
б) конические
в) ромбические
г) цилиндрические
д) квадратные
Как подразделяют зенкеры по конструкции?
а) цельные
б) комбинированные
в) составные
г) насадные
Как подразделяются развёртки по конструкции?
а) коническая
б) ручная
в) ромбическая
г) машинная
д) комбинированная
Проверка усвоения
Контрольные вопросы:
Как подразделяются зенковки по форме режущей части?
а) торцевые
б) конические
в) ромбические
г) цилиндрические
д) квадратные
Как подразделяют зенкеры по конструкции?
а) цельные
б) комбинированные
в) составные
г) насадные
Как подразделяются развёртки по конструкции?
а) коническая
б) ручная
в) ромбическая
г) машинная
д) комбинированная
Зенковка— Викисловарь
Содержание
- 1 английский
- 1,1 этимология
- 1,2 существительное
- 1.2.1 Переводы
- 1,3 глагола
- 1.3.1 Переводы
- 1,4 См. Также
Английский [править]
этимология [править]
От счетчик — + мойка .
Существительное [править]
зенковка ( множественное число зенковка )
- цилиндрическое углубление, обычно обрабатываемое вокруг отверстия, чтобы впустить винт так, чтобы он находился на одном уровне с поверхностью.
Переводы [править]
коническая выемка, обработанная вокруг отверстия
|
|
Глагол [править]
зенковки ( единственное простое настоящее третье лицо зенковки , настоящее участие зенковки простое прошлое зенкование , прошедшее причастие зенковка )
- (переходный) Для создания такого конического углубления.
- до зенковка отверстие под винт
- (переходный) Чтобы вызвать погружение даже с или под поверхностью.
- до зенковка винт или болт в деревообработка
Переводы [править]
для создания конической выемки
|
|
См. Также [править]
- Зенковка
- мойка
- Spotface
