Развертки по металлу — определение, применение, классификация, материалы
Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.

Виды разверток
— Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
— Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
— Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
— Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
— Конические, имеют форму конуса, используются в промышленности.
Принцип действия развертки
Принцип работы инструмента заключается в его кромках – зубцах. Их может быть от 4 до 14. Благодаря кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент. Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Конструкция развертки
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания. В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15 градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки. От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие. Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления. Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском. Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе. Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке. В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке, потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.

Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция, которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже 8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
ГОСТы
- • основные параметры инструмента оговорены в ГОСТе 29240-91;
- • разнообразные допуски регулируются ГОСТом 11173-76;
- • машинные развертки определяются ГОСТом1672-80;
- • ручные по ГОСТу 7722-77;
- • регулируемые — ГОСТ3509-71;
- • конические — ГОСТ11177-84/ГОСТ11179-71.
Чертеж развертки по металлу
Какие отверстия обрабатывают развертками
Режущим инструментом мастер может обработать отверстия цилиндрической или конической формы.
Цилиндрические проймы создаются развёртками с основной частью в форме цилиндра. Используют ручные или машинные инструменты.
Конические отверстия выполняются развертками конической формы, но не сразу. Обычно, процесс делится на три этапа: черновая обработка, промежуточная и чистовой вариант. Проверку готового конического отверстия выполняют режущим изделием с конусным калибром.

Отличие ручных разверток от машинных
Самое главное отличие развертки ручного типа от машинного заключается в длине рабочей части, она, как правило, у ручной длиннее. Это позволяет сократить усилия и минимизировать погрешности дефектов.
Особенности обработки металла развертыванием
- • аналогичный со сверлом принцип крепежа;
- • чтобы зафиксировать развертку потребуются качающиеся державки. Они помогут инструменту самостоятельно отцентроваться по оси отверстия;
- • оптимальная скорость обработки должна быть существенно ниже скорость подачи. Такая мера позволяет достигнуть более качественного результата;
- • в обязательном порядке необходимо использовать смазывающий раствор.
Как ухаживать за разверткой
виды (регулируемая, коническая, ручная, машинная) и особенности
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры
Скачать
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Развёртка (инструмент) — Википедия
Материал из Википедии — свободной энциклопедии
Развёртка — режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например, под инструментальные конусы) специальными коническими развертками.
Не следует путать развертку с зенкером. Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку.
 Регулируемая развертка
Регулируемая разверткаРазвертки классифицируются:
- По типу обрабатываемого отверстия:
- Цилиндрические.
- Конические (под различные инструментальные, котельные (заклепочные) и другие конуса).
- Ступенчатые.
- По точности:
- С указанием квалитета для цилиндрических.
- С указанием качества (черновые, промежуточные, чистовые) для конических.
- N1..N6 — цилиндрические развертки с калиброванным припуском для последующей шлифовки инструмента слесарем в требуемый размер.
- Регулируемые (раздвижные, разжимные, шкворневые).
- По способу зажима инструмента:
- Другие свойства:
- Прямые или спиральные стружкоотводные канавки.
- Количество режущих кромок Z.
- Материал инструмента.
Существует огромное количество ГОСТов и других нормативных документов, касающихся разверток. Здесь приведена краткая выборка таких стандартов.
- ГОСТ 29240-91 «Развертки. Термины, определения и типы.». Указан также перевод терминов на английский, немецкий и французский языки.
- ГОСТ 11173-76 «Развертки с припуском под доводку. Допуски.».
- ГОСТ 7722-77 «Развертки ручные цилиндрические. Конструкция и размеры.». Чертежи ручных разверток.
- ГОСТ 1672-80 «Развертки машинные цельные. Типы, параметры и размеры.». Чертежи машинных разверток с хвостовиком.
- Машинные цилиндрические с хвостовиком и насадные со вставными зубьями (ГОСТ 883-51)
- Ручные разжимные. Конструкция и размеры (ГОСТ 3509-71).
- Конические (конус 1:50) под конические штифты (ГОСТ 6312-52)
- Ручные конические (конус 1:30) с цилиндрическим хвостовиком под насадные развертки и зенкеры. Основные размеры. (ГОСТ 11184-84).
- Конические под конус Морзе (ОСТ НКТМ 2513-39)
- Конические (конус 1:20) под метрический конус (ОСТ НКТМ 2514-39)
- Конические (конус 1:16) под коническую трубную резьбу (ГОСТ 6226-52)
- Конические (конус 1:10) котельные машинные (ГОСТ 18121-72)
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Режущая часть.
- Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток — 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
- Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть (только у цилиндрических разверток) состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75 % от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Так как при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, так как уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное — для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.
- И. И. Семенченко, В. М. Матюшин, Г. Н. Сахаров «Проектирование металлорежущих инструментов». М: Машгиз. 1963. 952с.
Развертка — что это, применение, типы и классификация, назначение, ГОСТы.
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.

Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.

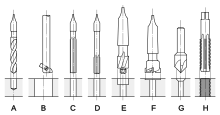
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические — ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
Развертки по металлу : конструкция, классификация, применение
В продаже можно встретить просто огромное количество различных металлорежущих инструментов. Довольно часто применяются развертки по металлу – инструмент, который предназначен для предварительного просверливания отверстий и доведения их показателя шероховатости до требуемого уровня. Существуют различные типы разверток, все они предназначены для проведения определенных работ. Развертыванием многие занимаются по причине того, что подобный процесс позволяет повысить точность получаемого отверстия. Рассмотрим особенности данного инструмента подробнее.
 Развертки по металлу
Развертки по металлуКонструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
- Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок. Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
- Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
- Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне. Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.

Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
- Часть, отвечающая за калибровку инструмента перед его применением.

Конструкция сверл

Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.
Особенности обработки развертыванием
При сверлении есть вероятность того, что размеры будут существенно отличаться от тех, которые нужно было получить. Это связано с тем, что на момент механической обработки оказывается высокой давление на заготовку, материал и сама режущая часть могут нагреваться и деформироваться. Именно поэтому многие решают пользоваться разверткой для достижения высокого качества получаемых отверстий.
К особенностям проводимой обработки можно отнести нижеприведенные моменты:
- Можно достигнуть точности обработки, которая будет соответствовать квалитету в диапазоне от 6-9. Столь точные отверстия требуются при получении ответственных изделий.
- Показатель шероховатости может находится в диапазоне от 0,32 до 1,25 мкм.
- Рассматривая особенности приспособлений, предназначенных для развертывания, отметим то, что на поверхности есть около 4-14 режущих кромок. За счет этого существенно повышается качество обработки и точность размеров. Именно большое количество режущих кромок определяет то, что при резании не происходит деформации инструмента или заготовки.
- При обработке отверстия изделие вращается вокруг своей оси, а также ему придается возвратно-поступательное движение. За счет этого обеспечивается удаление кромки, которая может снизить качество поверхности.
В целом можно сказать, что сверло в применении не отличается существенно от рассматриваемого изделия. В обоих случаях оказывается вращение и возвратно-поступательное движение. Однако, в случае развертывания проводимая обработка является финишной, предусматривает высокую скорость вращения.
Классификация инструмента
Классификация разверток может проводится по самому большом количеству различных признаков.

Некоторые виды разверток по ГОСТ
Рассматривая виды разверток следует учитывать, что классификация проводится согласно ГОСТ:
- Материал, применяемый при изготовлении основной части изделия.
- Конструктивные особенности режущей кромки и лент, а также их расположение относительно друг друга.
- Тип отверстия, которое может подвергаться обработке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размерам отверстия, которое будет подвержено обработке.
Развертка ручная имеет свои определенные особенности, которые позволяют закреплять инструмент в специальном воротке. Современная развертка машинная имеет свои конструктивные особенности, которые нужно учитывать при выборе инструмента.
Скачать ГОСТ 7722-77
Наибольшей популярностью пользуются следующие варианты исполнения:
- Раздвижная развертка получила весьма большое распространение, так как может применяться для обработки отверстий различного диаметра. Развертка разжимная с шариком позволяет достигать высокой точности размеров и требуемых показателей шероховатости поверхности.
- Варианты исполнения с коническим хвостовиком также получили широкое распространение по причине высокой универсальности. Зубья могут быть выполнены в насадном виде.
- Развертка винтовая может иметь напаянные пластины. Изготавливаются они при применении твердых сплавов, которые могут выдерживать длительное механическое воздействие и при этом не перегреваться.
- Раздвижные развертки

- Винтовая развертка

Как ранее было отмечено, рассматриваемый инструмент можно применять для обработки конических отверстий. Комбинированная развертка может применяться для работы со следующими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая находится на конической поверхности.
- Поверхности, выполненные по стандарту «конуса Морзе».
В ГОСТе указывается класс точности развертки. Она зависит от геометрических параметров и типа применяемого материала при изготовлении.
Ступенчатые развертки применяются для получения более качественных отверстий. К примеру, двухступенчатая развертка может разделить припуск, увеличив качество поверхности.
По способу использования выделяют следующие варианты исполнения изделий:
- Ручные – вариант исполнения, который предназначен для ручной обработки деталей. С рабочей частью, как правило, применяется и вороток. Он предназначен для передачи вращения. Стоит учитывать, что ручной вариант исполнения предназначен для снятия меньшего слоя.
- Механический – для применения со станками или устройством, которое питается от электричества. За счет его применения можно существенно ускорить обработку.
Типы разверток по металлу

Твердосплавные развертки по металлу сегодня получили весьма широкое распространение. Это связано с тем, что применяемые твердые сплавы могут выдержать длительную эксплуатацию и при этом поверхность не изнашивается. Как правило, именно износ режущей кромки становится причиной снижения качества поверхности.
Скачать ГОСТ 13598-851672-80
По виду обрабатываемого отверстия
Обрабатываемые отверстия могут иметь самую различную геометрию поверхностей. Большее распространение получили:
- Цилиндрические отверстия. Они характеризуются тем, что две поверхности находятся параллельно относительно друг друга.
- Конические отверстия. В этом случае образованная полость может сужаться. При этом угол наклона может существенно отличаться.
Развертка коническая подбирается для каждой заготовки. Это связано с тем, что наконечник должен соответствовать форме конуса. Конусная поверхность довольно сложна в обработке, и только при применении соответствующего изделия можно достигнуть требуемой формы и качества.
Развертка цилиндрическая имеет более простую форму, встречается подобный инструмент довольно часто.
Ручные развертки

Развертки ручные
Следует учитывать, что развертка ручная цилиндрическая существенно отличается от машинной развертки. Проводя работы вручную можно достигнуть высокую точность. При выборе изделия уделяется внимание следующим моментам:
- Тип режущей части.
- Калибр.
- Количество зубьев и равномерность распределения.
- Профиль канавок.
- Конфигурация зажимной части.
Развертка ручная коническая получила широкое распространение. Ручные инструменты характеризуются своей относительно невысокой стоимостью. При этом их можно назвать универсальным вариантом исполнения. В продаже есть вариант исполнения с гладким направляющим диаметром. Кроме этого, спиральная развертка постепенно снимает оставленные припуск, за счет чего повышается качество поверхности.
Ручной инструмент имеет цилиндрическую форму. К особенностям можно отнести нижеприведенные моменты:
- Режущие зубья имеют острые грани по всей длине. За счет этого можно существенно повысить эффективность работы.
- Диаметр рабочей части может варьировать в диапазоне от 3 до 58 мм. При этом шаг составляет около 1 мм. Кроме этого, ручные инструменты выпускаются с шагом 3,5; 4,5; или другие дробные показатели.
- Можно приобрести и специальные наборы, которые представлены с сочетанием инструментов различного диаметра. За счет этого не возникает проблем с обработкой отверстий различного диаметра.
- Отличительной особенностью можно назвать то, что хвостовик должен подходить к воротку. Эта часть предназначена для передачи вращения и усилия. Для подобного крепления хвостовик должен иметь квадратное поперечное сечение конической части.
- Передняя поверхность рабочей части ручного инструмента обладает меньшим диаметром, чем диаметр поперечного сечения основной части. За счет этого обеспечивается более легкий заход инструмента в заранее подготовленное отверстие.
- Увеличить качество полученной поверхности можно путем приобретения и использования инструмента с большим количеством режущих кромок.
При изготовлении основной части инструмента могут использовать различные металлы. Как правило, они характеризуются достаточно большой твердостью и износостойкостью, но не рассчитаны на работу с высокой скоростью резания.
Машинные развертки
Появление различных станков позволяет существенно повысить производительность труда. Сверлильный станок с низким показателем скорости вращения шпинделя позволяет получать качественные отверстия за меньшее количество времени. ГОСТ также определяет классификацию инструмента по достаточно большому количеству различных признаков. Развертка машинная цилиндрическая характеризуется следующими особенностями:
- Инструмент имеет большое количество режущих кромок. Стоит учитывать, что при увеличении этого показателя существенно повышается качество поверхности.
- При изготовлении режущей части применяются твердосплавные металлы, которые могут выдерживать воздействие высокой температуры.
- Режущая часть может иметь довольно большую длину.
Конические развертки

Есть также коническая развертка машинная, которая предназначена для использования станков. Выполняется машинное развертывание в случае, когда нужно обеспечить высокую производительность. Стоит учитывать, что из-за большого количества режущих кромок важно точно регулировать скорость вращения.
При изготовлении инструмента применяется специальная быстрорежущая сталь, которая может выдерживать длительное механическое воздействие и перепаду температуры. За счет специального хвостовика инструмент может крепиться в различной оснастке для станков.
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:
- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.
Развёртки. АО «Воткинский завод»
Развертки ручные цилиндрические ГОСТ 7722-77
|
Ряд диаметров соответствует ИСО Р 236.
Классы точности обрабатываемых отверстий:
Чистовые развертки — H6-h21, H9.
Чистовая развертка — U8.
|
D |
4,0; 4,2 |
4,5; 4,8 |
5,0; 5,2 |
5,5; 6,0; 6,3; 6,5 |
7,0; 7,5 |
8,0; 8,5 |
9,0; 9,5 |
10,0; 10,5 |
|
L |
76 |
81 |
87 |
93 |
107 |
115 |
124 |
133 |
|
l |
38 |
41 |
44 |
47 |
54 |
58 |
62 |
66 |
|
D |
11,0; 11,5 |
12,0; 13,0 |
14,0; 15,0 |
16,0; 17,0 |
18,0; 19,0 |
20,0; 21,0 |
22,0; 23,0 |
|
L |
142 |
152 |
163 |
175 |
188 |
201 |
215 |
|
l |
71 |
76 |
81 |
87 |
93 |
100 |
107 |
|
D |
24,0; 25,0; 26,0 |
27,0; 28,0; 30,0 |
32,0 |
34,0; 35,0; 36,0 |
38,0; 40,0; 42,0 |
44,0; 45,0; 46,0 |
48,0; 50,0 |
|
L |
231 |
247 |
265 |
284 |
305 |
326 |
347 |
|
l |
115 |
124 |
133 |
142 |
152 |
163 |
174 |
Развертки машинные насадные цельные прямозубые для обработки деталей из легких сплавов ГОСТ 20388-74
Развертка ручная или машинная – какая разница между ними? + видео
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор?
Как работает развертка?
Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается Ra от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.

С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.

Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей.
Классификация инструментов – какие бывают развертки?
Главное предназначение данного инструмента – создавать точные отверстия. В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.

В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.

Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка.
Ручная и машинная развертка – особенности приспособлений
К основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром.
Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.

Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние.
Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки. Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только быстрорежущую сталь: 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.

Другие виды разверток – для кругозора
Регулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.

Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер.
Диаметр в такой работе лучше измерить при помощи инструмента штангенциркуля, хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.

Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий.
