ТОП 6 чертежи на отрезной станок из болгарки своими руками
ТОП 6 чертежей помогут сделать отрезной станок из болгарки своими руками без ошибок и лишних затрат. Ответы на частые вопросы, рекомендации.
ТЕСТ:
Можно ли сделать самодельный торцовочный станок из УШМ: проверочный тест с ответами на основе представленных материалов- Какие устанавливают выключатели для аварийной остановки станка?
а) ручные;
б) ручные и ножные.
- Какие УШМ пригодны для создания отрезного станка?
а) пневматические и электрические;
б) аккумуляторные.
- Минимальная мощность электродвигателя болгарки для отрезного станка из болгарки:
а) 400 Вт;
б) 900 Вт.
- Какие станки можно сделать на основе УШМ?
а) торцовочные, отрезные;
б) шлифовальные, фрезерные, точильные.
- Где можно размещать болгарку в отрезном станке?
а) над столешницей;
Ответы:
- Правильный вариант – б). Ножные выключатели удобнее, так как приводятся в действие быстро.
- Теоретически – хватит мощности во всех трех вариантах. На практике применяют а) – электрические и пневматические модели. Аккумулятор для стационарного станка не нужен. Для пневмопривода придется приобрести компрессор соответствующей производительности.
- 900 Вт или более. Коррекцию делают, если предполагается обработка заготовок из относительно мягких материалов, или при высокой скорости.
- Оба варианта – правильные. Мощная болгарка пригодна для создания разных станков бытового и полупрофессионального уровня.
- Допустимы два варианта крепления. Специалисты предпочитают верхнее.
Болгаркой с электроприводом выполняют много разных рабочих операций. Чтобы снизить трудозатраты с одновременным повышением точности его используют в качестве основы для станка.
«Болгарка» – распространенное название угловой шлифовальной машины (УШМ). Сменой диска этот универсальный аппарат преобразуется для обрезания, выполнения других рабочих операций.
Болгарки
Как сделать отрезной станок по шагам с чертежами: 4 довода в пользу реализации проекта
Чтобы не сомневаться в правильности принятого решения изучите следующие факты:
- без надежного закрепления заготовки вибрируют, увеличивая риск повреждения диска;
- тяжелым инструментом трудно манипулировать с высокой точностью, соблюдая перпендикулярность
- сложности увеличиваются при обработке толстых изделий, при создании большой партии однотипных деталей;
- при занятости обеих рук существенно повышается вероятность получения травм.
Качественный станок необходим для решения отмеченных задач, улучшения производительности. Его создают по следующему алгоритму:
- уточняют целевое назначение, объем работ;
- изучают чертежи фабричных аналогов и самоделок, выбирают подходящий вариант;
- составляют комплект конструкторской документации со списком необходимых покупок;
- выполняют сборку по утвержденному плану с проверкой работоспособности.
ТОП 6 чертежей с пояснениями для изготовления самодельного обрезного станка по металлу
Типовую циркулярную пилу создать не сложно, если закрепить болгарку под рабочим столом с прорезью. Нужно продумать систему направляющих для высокой точности перемещения заготовок.
 Картинка № 1. Принципиальная схема
Картинка № 1. Принципиальная схемаПосмотрите на картинке №1, как выглядит типовой обрезной станок. Здесь болгарка закреплена на подвижном шарнире, что несколько усложняет конструкцию. Такая схема отличается несколькими преимуществами:
- простое и надежное крепление заготовки;
- значительный вес верхней части поможет использовать меньшие усилия при разрезании заготовок;
- при необходимости ручной электрический инструмент демонтируют для выполнения рабочих операций в штатном режиме.
 Картинка № 2. Стойка для болгарки
Картинка № 2. Стойка для болгаркиТакую силовую раму собирают из стандартных стальных
 Картинка № 3. Сборочный чертеж маятниковой пилы
Картинка № 3. Сборочный чертеж маятниковой пилыТакой проект можно использовать как пример для изготовления качественного обрезного станка по металлу. Оснащение колесами облегчает перемещение тяжелого
К сведению! В других стойках надо установить винтовые опоры. С их помощью компенсируют неровности напольного покрытия.
 Картинка № 4. Маятниковая дисковая пила
Картинка № 4. Маятниковая дисковая пилаПосмотрите на картинке пример станка для обработки древесины. Такая техника подходит для разрезания крупных заготовок. Надо выбирать болгарку достаточной мощности, чтобы ее хватило для работы с дисками большого диаметра. На обратном плече рычага (вместо электромотора, как на чертеже) закрепляют груз. Вес и место крепления подбирают в соответствии с личными требованиями и особенностями конкретной конструкции.
 Картинка № 5. Чертеж циркулярной пилы
Картинка № 5. Чертеж циркулярной пилыЭтот станок можно переделать для закрепления в нижней части УШМ. Если предполагается продольная распиловка древесины, такое инженерное решение будет оптимальным.
 Картинка № 6. Конструкция фабричной торцевой пилы по дереву
Картинка № 6. Конструкция фабричной торцевой пилы по деревуПосмотрите на Картинку № 6. Ее можно использовать для изготовления комплекта чертежей собственными руками. Рекомендуется обратить внимание на пружину, которая поднимает рабочий узел в исходное состояние. Поворотный стол с измерительными приспособлениями поможет создать станок с повышенными требованиями к допуску.
 Картинка № 7. Чертеж станины
Картинка № 7. Чертеж станиныПри изготовлении этой части станка применяют толстый металл. Такое решение увеличивает стоимость и вес, но продлевает срок службы, увеличивает надежность, улучшает крепление навесных элементов и точность обработки.
Переделка болгарки в станок по шагам: 10 этапов сборки, электрическая схема к чертежам
Для самостоятельного создания станка необходимо выбрать конструкцию, соответствующую имеющимся навыкам и возможностям. Проще всего собрать станок из заготовок, созданных по чертежам в профильной металлообрабатывающей мастерской. В противном случае, придется осваивать сварочные
Ниже приведен пошаговый алгоритм самостоятельной сборки с полезными комментариями:
- После утверждения параметров проекта приобретают необходимые материалы, заготовки, инструменты и сменные насадки. Список покупок определяют на основе подготовленного комплекта конструкторской документации. Соблюдение действующих стандартов в этом случае не требуется. Однако необходимо указать все важные данные, как в приведенных выше примерах.
- Нарезают заготовки для силового каркаса. Стол создают из листовой стали толщиной не менее 5 мм.
- К рычагу маятника сваркой присоединяют поперечный вал. При создании этого узла тщательно контролируют перпендикулярность деталей.
- Для крепления УШМ подойдет захват в виде буквы «П». В его боковых частях делают отверстие под болты. Этими крепежными изделиями ручной инструмент жестко присоединяется к станине. Выбирают достаточно прочную часть корпуса болгарки.
- Дополнительную фиксацию обеспечивают с помощью металлического хомута. Все перечисленные крепления делают жесткими для повышения точности.
- Подшипники поворотного узла запрессовывают. Вместо типовых узлов фабричного производства используют подходящие по внутреннему диаметру стальные трубы с толстыми стенками.
- Сваркой присоединяют к платформе маятник. Чтобы не испортить подшипники рекомендуется ограничить повышение температуры. Для охлаждения пользуются пропитанной водой тканью.
- Приваривают блок с креплением для болгарки. Устанавливают на место УШМ, защитные приспособления, возвратную пружину.
- Уточняют качество сборки, надежность креплений, функциональность маятника. Подключают станок, проверяют работоспособность сначала на холостом ходу и далее – в рабочем режиме. Паз в столе прорезают соответствующим по ширине диском.
 Картинка № 8. Подключение магнитного пускателя с кнопками отключения и защитным тепловым реле
Картинка № 8. Подключение магнитного пускателя с кнопками отключения и защитным тепловым релеПосмотрите на Картинку № 8. Здесь приведена электрическая схема к чертежам, улучшающая защищенность оборудования от перегрева. Она же пригодится для быстрого аварийного отключения. Одну или несколько кнопок для разрыва соответствующей цепи устанавливают в удобном месте корпуса станка. Также применяют выключатели с ножным приводом.
Укрепление станка и другие средства защиты оператора
Надежный силовой каркас – основа безопасности. Дополнительно закрывают движущиеся узлы, предотвращают доступ посторонних лиц в рабочую зону. В процессе обработки деталей применяют очки, маски, рукавицы, иные средства индивидуальной защиты.
Кроме надежного укрепления станка для защиты оператора служит определенное расположение болгарки. Для безопасности и предотвращения порчи одежды ее устанавливают так, чтобы сноп искр при работе направлялся в обратную от человека сторону.
Все 5 вариантов самодельных станков из болгарки разного назначения
Привод инструментов этой категории отличается высокой мощностью. Качественная болгарка отличается небольшими размерами, долговечностью, устойчивостью к высоким рабочим нагрузкам. В некоторых моделях предусмотрена регулировка оборотов. Современные УШМ в базовой комплектации оснащены защитой от перегрева. Такое изделия – хорошая основа для изготовления самодельных станков разного функционального назначения.
 Картинка № 9. Такой самодельный торцовочный станок подходит для обработки плит из гранита и мрамора
Картинка № 9. Такой самодельный торцовочный станок подходит для обработки плит из гранита и мрамораТокарный станок из болгарки
 Картинка № 10. Схема токарного станка по дереву, сделанного из болгарки
Картинка № 10. Схема токарного станка по дереву, сделанного из болгаркиЗдесь применяется стандартная конструкция. Единственный отличный узел – устройство для передачи усилий на шпиндель. Коробка передач необходима, чтобы регулировать скорость и крутящий момент в соответствующем диапазоне.
Самодельный фрезерный станок своими руками по дереву, другие виды оборудования
 Картинка № 11. Для закрепления разных инструментов фрезерный станок своими руками по дереву надо оснастить универсальной головкой
Картинка № 11. Для закрепления разных инструментов фрезерный станок своими руками по дереву надо оснастить универсальной головкойК сведению! Это приспособление можно присоединить к валу электродвигателя после демонтажа штатного редуктора.
 Картинка № 12. Быстрое решение проблем
Картинка № 12. Быстрое решение проблемПосмотрите на Картинке № 12 показано, как из подручных средств можно собрать полноценный распиловочный/циркулярный станок за 15-20 минут. С ее помощью проще обеспечить точную обработку деревянных заготовок по сравнению с использованием ручного электроинструмента.
 Картинка № 13. По снимку не сложно понять принцип действия и конструкцию шлифовального/плоскошлифовального станка
Картинка № 13. По снимку не сложно понять принцип действия и конструкцию шлифовального/плоскошлифовального станка3 других станка: точильный, для заточки цепей и резки кирпича
 Картинка № 14. Точильный станок
Картинка № 14. Точильный станокЗдесь потенциально опасные места защищены от повреждения искрами с помощью полосок фольги. Временное, но недорогое и быстрое решение практической задачи.
 Картинка № 15. При оснащении подходящим диском такое оборудование используют для резки кирпича, керамической плитки, натурального/ искусственного камня
Картинка № 15. При оснащении подходящим диском такое оборудование используют для резки кирпича, керамической плитки, натурального/ искусственного камня  Картинка № 16. Жесткое крепление к прочной столешнице превращает обычную болгарку в удобный станок для заточки цепей
Картинка № 16. Жесткое крепление к прочной столешнице превращает обычную болгарку в удобный станок для заточки цепейОЧЕНЬ ОПАСНО! В любом случае надо не забывать о целевом назначении оборудования. Если вы делаете самодельный станок по резке металла, следует продумать усиление конструкции. Обработку пластиковых и деревянных заготовок выполняют с меньшими нагрузками.
Еще важно знать: 4 нюанса для правильного выбора болгарки, подходящей для распиловочного или циркуляционного станка
УШМ выпускают с мощностью привода от 340 Вт до 2,5 кВт. Для увеличения крутящего момента на рабочем валу применяют редукторы и увеличение оборотов до 10-12 тыс. за мин. Подбирают модель, подходящую для определенного типа станка. Чтобы исключить быстрый износ, специалисты предлагают делать небольшой запас и использовать технику с двигателем 0,9 кВт и более.
Количество ручек и специальные приспособления для выполнения ручных операций в данном случае не имеют значения. Однако пригодятся следующие компоненты и характеристики:
- защита мотора от пыли;
- плавная регулировка оборотов с автоматическим поддержанием заданного уровня;
- плавный пуск;
- встроенная защита от перегрузок.
Отрезной станок по металлу и дереву из болгарки своими руками
Делаем станок по резке металла с применением качественной техники: ТОП 3 производителей УШМ
В этом перечне приведены бренды, техника которых получила высокие оценки рядовых пользователей и профессионалов:
- Bosch. Славится надежностью, хорошей продуманностью мелких элементов конструкции. Существенное ограничение – высокая стоимость даже в базовой комплектации.
- Hitachi изначально стоили дорого. Но в наши дни часть производства перенесена в Китай, что позволило сократить издержки. В некоторых моделях отсутствует автоматическая стабилизация оборотов под нагрузкой.
- Makita — Разумное сочетание цены и качества. Все новые модели высокой мощности оснащены эффективно защитой от перегрузок, что продлевает реальный срок службы.
Как избежать 4 ошибок в процессе эксплуатации, шлифовальных/плоскошлифовальных и других станков
Чтобы станок длительное время выполнял свои функции необходимо соблюдать следующие простые правила:
- Не увеличивайте нагрузки более запланированных величин.
- Пользуйтесь подходящими сменными насадками, которые предусмотрены официальными инструкциями производителей.
- Своевременно удаляйте загрязнения, чтобы не ухудшить механизм воздушного охлаждения.
- Поддерживайте идеальное состояние электрической изоляции, функциональность защитных устройств.
Как сделать очень точный с повышенными требованиями к допуску станок и другие ответы на 5 часто задаваемых вопросов
Ниже приведены рекомендации по самым частым тематическим вопросам:
- Как сделать станок с повышенными требованиями к допуску?
Демпферы для снижения шума и уменьшения вибраций не используют в узлах крепления УШМ, чтобы не ухудшить точность. Все движущиеся узлы создают с расчетом на сохранение геометрии в течение продолжительного срока службы.
- Из какого материала создают платформу?
Обработка древесины проще, чем металла, поэтому стол и многие другие детали можно делать из этого материала.
- Обязательно ли применять болгарку 1,5 кВт и более?
Повышение потребляемой мощности не всегда оправдано. Точный расчет делают с учетом необходимого числа оборотов/ крутящего момента.
- Какие детали можно испортить, увеличивая частоту рабочего вала?
Слишком высокая скорость обработки способна повредить полимерные и другие заготовки.
- Нужно ли применять защитные очки при обработке заготовок с помощью станка?
Для безопасного проведения работ обязательно надо пользоваться средствами индивидуальной защиты даже при направлении потока искр «от себя».
Как сделать отрезной станок из болгарки и старых амортизаторов
Этот станок, сохраняя высокую производительность болгарки, обеспечивает большую универсальность, прецизионность и безопасность работы. Его сборка не потребует чрезмерных затрат, специальных станков и высокой квалификации.
Понадобится
Станок мы соберем из следующих материалов и комплектующих:
- пары старых амортизаторов;
- двух закрытых подшипников;
- стальных труб;
- равнополочных уголков;
- шпилек, шайб и гаек;
- профильной квадратной трубы;
- листового металла;
- газлифта мебельного.
- При этом нам нужна будет:
Процесс изготовления отрезного станка
Металлической щеткой удаляем со старых амортизаторов загрязнения.

В торцы разрезанной по длине трубы, слегка ударяя молотком по куску фанеры, устанавливаем подшипники и завариваем разрез.



Из двух уголков свариваем швеллер и с одного торца, используя трубу с подшипниками, наносим полукруглые выемки и выбираем их болгаркой. Укладываем эту трубу в выемки и привариваем.

К другому торцу «швеллера» вертикально привариваем два уголка на размер меньше так, чтобы смежные полки были в центре. Ставим в каждый уголок амортизатор и закрепляем их сваркой.



Два уголка равной длины и высоты соединяем так, чтобы две сопрягаемые полки оказались в центре, и прихватываем сваркой.
Зажимаем их в тиски и в спаренных полках сверлим отверстие. Маркером наносим дугообразный контур и вырезаем его болгаркой. Удаляем сварные прихватки и разъединяем полученные детали.


Шпильку со сферической гайкой на одном конце вставляем снаружи в отверстие уголкового фрагмента с опиленным по дуге полкой, надеваем шайбу, просовываем через подшипники в трубе, ставим еще шайбу и пропускаем через второй фрагмент уголка. Снаружи на шпильку навинчиваем обычную гайку. Нижние полки уголков свариваем по линии контакта.

Наносим краску на торцы штоков амортизаторов, прикладываем к ним отрезок профильной квадратной трубы и по отпечаткам краски сверлим отверстия. Надеваем квадратную трубу на штоки и сверху навинчиваем корончатые гайки.


Собираем раму из квадратных труб, используя мерительный и магнитный угольники, чертилку, болгарку и сварку.

Производим шлифовку швов.
Для закрепления кронштейна из уголков на раме, на одном ее конце поперек и впритык привариваем квадратную трубу.

По крепежным отверстиям в кронштейне, намечаем точки сверления отверстий в поперечине. Закрепляем кронштейн на раме болтами и гайками, используя гравера. На другой конец рамы от торца привариваем прямоугольную стальную пластину шириной, равной ширине рамы.


Усиливаем соединение амортизаторов с основанием привариванием косынок. В одно из отверстий в квадратной трубе вставляем болт с гайкой и привариваем ее к трубе.
Закрепляем основание амортизаторов в кронштейне из уголков на раме с помощью шпильки, шайб, сферической и простой гайки. В основании амортизаторов сверлим отверстие для провода.

К одному амортизатору и раме привариваем по кронштейну с отверстиями. Закрепляем в них мебельный газлифт.


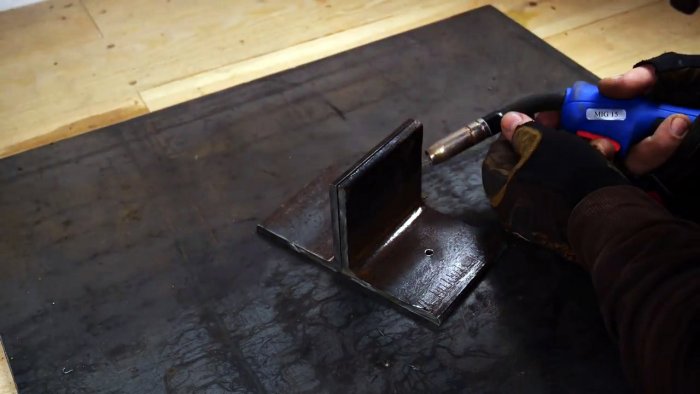
Из стального листа вырезаем пластину с сужением к одному концу, начиная с середины. К узкому концу вертикально по магнитному уголку привариваем трубку. Пластину широкой стороной крепим сваркой к торцу квадратной трубы, ориентируя трубку внутрь.



На болгарку болтами монтируем крепление, сваренное из стальных пластин в виде буквы П. Лишний металл после разметки удаляем и зачищаем швы и места резки.

Крепим болгарку болтами к квадратной трубе.


Включаем инструмент и делаем прорезь в пластине рамы, также сверлим в ней отверстия для фиксации упора прямо или под углом, меняя положение подвижного болта.

Теперь, закрепляя струбцинами на упоре заготовки любого профиля, разрезаем под 90 или 45 градусов с высокой точностью.
Также идеально ровно режем листовой металл, перемещая диск болгарки. Штоки амортизаторов при этом служат направляющими, а газлифт возвращает инструмент в исходное положение.


Смотрите видео
Отрезной станок из болгарки своими руками: фото, чертежи
Приобретая углошлифовальную машинку впервые, потенциальные пользователи задумываются, как сделать отрезной станок из болгарки своими руками. В глобальной сети описаны сотни самых разнообразных конструкций, которые можно с успехом повторить самостоятельно. Обилие вариантов удивляет даже искушенных мастеров. Каждый специалист предлагает на выбор свою оригинальную конструкцию.
У неискушенного покупателя разбегаются глаза. В то же время интернет-магазины предлагают приобрести небольшие станки, которые можно заказать, а потом получить по почте или с курьером. Даже на рынках, где собираются мастеровой народ, можно для своей болгарки найти подходящий вариант. Продавец даже предложит помощь в доставке желающему приобрести его творение.
Преимущества использования стойки
В настоящее время углошлифовальные машинки имеются почти в каждом доме. С их помощью домашние мастера шлифуют заготовки, избавляются от ржавчины, отрезают металлические и пластиковые детали. Для большинства выполняемых операций особая точность не нужна. Однако, при желании сделать точный рез, выдерживая заданный угол, нужно крепче удерживать электроинструмент в руках. Приходится вести диск по нарисованной линии, не отклоняясь в сторону. Очень точное отрезание бывает выполнить трудно, инструмент вырывается из рук.
Самодельный отрезной станок из болгарки может оказаться подходящим решением при необходимости выполнять ответственную и сложную работу. Он обеспечит:
- Перпендикулярность реза относительно продольной оси длинномерной заготовки, например, катаного уголка или профильной трубы.
- Надежную фиксацию детали на рабочем столе станка.
- Пиление под заданным углом при наличии транспортира и устройства фиксации упоров для деталей.
- Защиту рук и тела пользователя при разрыве дискового инструмента.
- Повышение производительности труда. Достаточно установить специальные упоры, и тогда нетрудно напилить детали заданного размера.
- Удобство в работе – инструмент не вырывается из рук, его надежно удерживает коромысло, укрепленное на стойке.
Внимание! Углошлифовальные машинки выпускают для использования дисков разного диаметра. Изготовить станок на все типоразмеры довольно сложно. Для небольших болгарок нет смысла делать мощное и крупное приспособление. Нужно делать соразмерные установки.
Конструкции станков
При разработке и изготовлении отрезного станка на базе УШМ желательно учесть следующее.
- Стол должен уравновешивать изменение положения инструмента во время работы. Чем выше масса основания, тем устойчивее будет подобное устройство в работе. Для выполнения множества однотипных операций станок целесообразно зафиксировать на верстаке или специальной тумбе.
- Коромысло должно перемещаться в плоскости, перпендикулярной к столу. Только так будет обеспечено высокое качество реза по металлу даже при протяженном пилении.
- Наличие возвратной пружины или противовеса, установленного на обратной части коромысла, защитит абразивный диск от повреждения. Работа станет безопасной для пользователя.
- Чтобы легче управлять процессом резания, нужно установить рукоятку. Если позволяет конструкция, то предпочтительнее использовать ручку, входящую в комплект к болгарке.
- Ориентировать защитный кожух следует так, чтобы опилки и искры вылетали в сторону от работника. На удалении целесообразно установить щиток, он защитит мастерскую от возгорания.
- Деталь при резании необходимо фиксировать относительно упоров. Это предохранит мастера от травм. Жесткая фиксация – это гарантия получение качественного реза.
- При необходимости нужно смонтировать вспомогательную рамку с линейкой. Передвижной упор, установленный на ней, поможет изготавливать серию одноразмерных заготовок. Производительность труда вырастет, а качество будет значительно лучше.
- Целесообразно на верстаке или рабочем столе иметь кнопку аварийной остановки «СТОП». Она должна быть установлена в цепи питания электроинструмента. Безопасность работ превыше всего.
- Наличие системы пуска, вынесенного за пределы УШМ, позволит проще включать и выключать станок. Мастеру будет удобнее выполнять основной производственный процесс, устанавливая заготовки и снимая готовые детали.
Изготовление простого станка из фанеры
Материалы и инструмент
Для углошлифовальной машинки с рабочим диаметром 115 или 125 мм можно изготовить довольно простой станок из фанеры, который удовлетворит потребностям большинства пользователей. Для изготовления понадобятся:
- Стандартный лист фанеры толщиной 15 мм, их обычно выпускают размером 1525·1525 мм. При необходимости продублировать изделие и выпустить несколько установок на продажу, хватит одного листа.
- Труба алюминиевая с внутренним диаметром 6 или 8 мм (8 мм предпочтительнее, обеспечивает большую прочность).
- Болты, шайбы и гайки М6 или М8 (зависит от имеющейся алюминиевой трубочки).
- Стальной оцинкованный или алюминиевый лист толщиной 2…4 мм.
- Металлические хомуты длиной 150…200 мм.
- Набор саморезов по дереву длиной 25…45 мм.
- Клей для древесины, можно ПВА.
- Горячекатаный равнобокий уголок с полкой 25 мм.
- Врезные гайки по дереву под принятый монтажный крепеж М6 или М8.
Инструменты для производства работ, которые помогут изготовить станок из фанеры:
- Дисковая пила или деревообрабатывающий станок на ее базе.
- Сверлильный станок или электродрель.
- Ленточнопильный станок, его может заменить электрический лобзик.
- Плоскошлифовальный станок, подойдет ленточная шлифовальная машинка. Могут заменить вибрационная и орбитальная машинки.
- Электролобзик с пилкой по металлу, можно использовать ножницы или иной инструмент для резки металлических листов.
- Стамеска и киянка для выбора пазов по месту крепления болгарки.
- Струбцины. Конструктивно могут быть самыми разными, главное, чтобы надежно фиксировали заготовки при склейке.
- Шуруповерт с набором бит по используемые саморезы.
При необходимости можно выполнять работу с ручным инструментом, только производительность работ будет несколько ниже.
Пошаговое руководство по выполнению работы
На прилагаемых фото показано, как самому изготовить станок под болгарку. Сначала разрабатывается монтажная схема, а потом начинается основная работа.
Предстоит изготовить небольшой станок. У него имеются:
- стол;
- коромысло;
- неподвижный упор;
- эксцентриковый фиксатор;
- углошлифовальная машинка, зафиксированная на коромысле с помощью стальных хомутов.

На деревообрабатывающем станке выпиливаются заготовки для стойки, можно использовать дисковую пилу с направляющей рамкой.

Для стойки потребуются всего четыре детали. Чертежи будут показаны ниже.

Размечается заготовки стойки, определяется центр будущего отверстия. Сложив две заготовки, выполняется сверление. Сверло соответствует наружному диаметру трубочки (допускается тугая посадка).

Острые кромки желательно притупить. Эстетическое восприятие будет значительно лучше. Руки пользователя не будут повреждаться при случайном касании.

Детали стойки смазываются клеем. Длинные детали ставятся по краям, а короткие устанавливаются внутри. При этом короткие элементы размещаются снизу. Их назначение – обеспечивать гарантированное расстояние между высокими. Будущее коромысло будет иметь двойную толщину используемой фанеры.

Струбцины позволяют получить прочную стойку. До полной полимеризации клея они надежно сжимают сборную деталь. Для некоторых видов клея приходится удерживать заготовки в сжатом состоянии до 24 часов (эпоксидный клей).

Для изготовления коромысла были вырезаны две пластины из фанеры. Размер заготовок составил 160·250 мм. Их склеили. Остается вырезать деталь на ленточнопильном станке (можно воспользоваться обычным лобзиком). Предварительно контур будущей детали наносится на поверхности заготовки.

Окончательно коромысло имеет довольно замысловатый вид. Подобная форма выбрана не случайно. Болгарка будет крепиться на вспомогательное плечо. Так удобнее будет включать и выключать электроинструмент.

Коромысло должно вращаться в стойке. Поэтому после разметки производится сверление. Диаметр сверления соответствует тому, что было в стойке.

Для изготовления оси нужна трубка. Ее длина составляет 60 мм. Она определяется шириной стойки в сборе. Торцы шлифуются, острые кромки и заусенцы удаляются.

Производится предварительная сборка. Только убедившись, что вращение относительно оси происходит по заданной амплитуде, будет производиться окончательная сборка узла.

Две детали (коромысло и стойка) соединяются с помощью оси, изготовленной из трубки. Для легкости движения в этом узле можно использовать сухое мыло, консистентную смазку или иную смазочную жидкость.
Чтобы в процессе работы механизм не разрушился, дополнительно фиксируется болтом, шайбами и гайками. Одна из гаек контрит резьбу.

Нужно позаботиться о возврате коромысла в первоначальное положение. Для этого будет использована возвратная пружина. Ее придется закреплять в кольца специальных саморезов. Сверлится отверстие в задней части коромысла.

Аналогичное отверстие необходимо просверлить в стойке. Там будут закрепляться саморезы с полукольцами.

Вворачиваются саморезы с полукольцами.

Остается произвести установку пружины. Теперь базовое положение коромысла относительно стойки будет обеспечиваться пружиной.

Пора определиться по месту, как крепить болгарку. Наличие выступов на корпусе поможет устанавливать электроинструмент строго в одно и то же место. Для выступов в коромысле нужно выбрать специальные пазы. Их размечают, прилагая УШМ к узлу поворота.

Пазы выбираются с помощью стамески. Легкие удары наносятся небольшой киянкой.

Из фанеры выпилен стол. Для придания ему массу и прочности выпиливаются две одинаковых платформы. Они склеиваются между собой. Получается основание толщиной 30 мм.

Выполняется примерка. Подвижный узел, где будет закрепляться электроинструмент, устанавливается в углу. Но само резание окажется на середине стола. Центр тяжести всегда будет располагаться внутри основания станка, что обеспечит устойчивое положение.

Фиксация с помощью струбцины необходима для получения жесткого соединения стойки и рабочего стола. Перед окончательной сборкой стык промазывается клеем. С обратной стороны заподлицо вворачиваются саморезы. Теперь гарантировано прочное соединение.

Чтобы стол служил дольше, и на нем можно было выполнять разметку, решено покрыть столешницу листовым алюминием толщиной 4 мм. Можно использовать и лист оцинкованного железа толщиной 2 мм. Производится разметка листа.

С помощью направляющей шины, изготовленной для использования электролобзика, производится выпиливание верхнего покрытия поперек заготовки.

Второе пиление производится в продольном направлении. Вырезается угол, чтобы металлическое покрытие легло полностью на стол.

Устанавливается покрытие на поверхность стола.

Для фиксации металла по периметру сверлятся отверстия. Нужно спрятать шляпки саморезов, поэтому выполняется зенкование отверстий.

Пришла пора крепить УШМ. Используются металлические хомуты. Сначала болгарка только слегка притягивается к коромыслу.

Регулируется положение. Диск должен двигаться перпендикулярно к поверхности стола. Еще одним условием является параллельное перемещение относительно продольного направления столешницы.

Чтобы все направления были выдержаны с максимальной точностью, нужно использовать клинья.

Остается жестко притянуть хомуты. Потом засверливают отверстия в хомутах. Они сами крепятся к фанере. Теперь после снятия болгарки ее нетрудно вернуть на место. Положение электроинструмента зафиксировано.

Станок готов. Остается изготовить оснастку, которая поможет производить перпендикулярное пиление. Нужны упоры, для позиционирования заготовок на столе. Необходим прижим, чтобы деталь жестко фиксировалась в заданном положении. Необходима проверка удобств использования станка для оператора.

Для удобства управления станком нужно открыть доступ к выключателю. Рукоятка, установленная в штатном положении, затрудняет пользование кнопкой управления. Решено сместить ручку на коромысло. Для установки резьбовой гайки М8 сверлится специальное отверстие в теле фанеры.

После монтажа гайки рукоятка вворачивается в нее довольно легко.

Управляя рукояткой, мастер выполняет пропил в столешнице. Видно, что он приходится на середину стола. Все предыдущие расчеты и действия были выполнены правильно.

В качестве упора используется катаный уголок высотой 25 мм. Чтобы установить его на столе нужно просверлить отверстия. Предусматривается крепление болтами М8.

Под болты на столе произведена разметка. Потом просверлены отверстия под винтовые гайки М8, вворачиваемые в стол. Остается разместить уголок по месту и прикрутить болты.

Упор стоит на месте. Нужно выполнить в нем пропил. Относительно пропила будет ориентироваться деталь, которую нужно отрезать в заданный размер.

Прижим будет выполняться эксцентриком. В зависимости от ширины заготовки можно воспользоваться разными отверстиями. Их сверлят на столе.

Затем в отверстия вставляют втулки, изготовленные из алюминиевой трубки. Нужно зашлифовать заподлицо, чтобы ничто не цеплялось.

С помощью коронки из фанеры вырезают круги. Они будут использованы в качестве прижимного эксцентрикового механизма.

Кроме центрального отверстия, нужны два других. Одно будет использовано для установки оси на столе. В другое будет устанавливаться небольшая рукоятка. С ее помощью проще удерживать деталь на упоре.

Вот так выглядит эксцентрик после сверления. Остается установить втулки, чтобы не было износа.

Узлы и детали установлены на станке. Он готов к эксплуатации.

Пример фиксации детали. Надавливая на рукоять, добиваются жесткой фиксации детали на столе. Руки пользователя находятся далеко от инструмента. Работа будет безопасной.

Для желающих повторить данную конструкцию приводятся размеры основных деталей.
Стойка состоит из четырех деталей. Две боковые щечки с отверстиями, два вспомогательных прямоугольника для удобной установки коромысла.

Коромысло выполняется с соблюдением ряда размеров.

Полка для монтажа болгарки имеет наклон 75 ⁰. Именно при таком угле электроинструмент будет смонтирован максимально удобно для работы. Отверстие необходимо для установки детали на стойке.

Небольшая выборка позволяет выполнять возврат инструмента выше над столом после завершения пиления.

Для данного станка вырезается стол по заданным размерам.

Показаны дополнительные размеры, которые помогут удобнее разместить оснастку на рабочем столе.

Эксцентрик выпиливается по заданным параметрам. Показана разметка для сверления отверстий.

Рассмотрено пошаговое изготовление небольшого станка под болгарку.
Видео: отрезной станок или монтажная пила из болгарки.
Среди инструментов, реализуемых для УШМ, можно купить диск по дереву. Тогда на данном устройстве мастер получит станок по дереву на базе болгарки.
Дальнейшим усовершенствованием станка станет небольшая переделка, которая позволит распиливать детали с протяжкой. Тогда можно проводить длинные пиления не только по отрезанию в заданный размер. Появится возможность разрезать заготовки по длинному резу.
Отрезной станок из болгарки своими руками пошагово
Своими руками можно сделать отрезной станок из болгарки, который не будет уступать заводскому. Каждый узел мы рассмотрим подробно вместе с фото и видео.
При необходимости частого выполнения работ по разрезанию металлических труб и профиля относительно небольшого сечения без отрезного станка работать трудно. Можно пользоваться обычной болгаркой, но при отрезании небольших фрагментов или необходимости выполнения точного реза даже в руках опытного мастера, углошлифовальная машинка не дает требуемого результата. Самый бюджетный выход — сделать отрезной станок из болгарки своими руками.
Как сделать отрезной станок из болгарки своими руками мы расскажем ниже. Для этого потребуется минимум инструмента и материалов. Можно отметить одно — станок работает не хуже промышленного консольного и в условиях мелкосерийного производства или изготовления штучных деталей незаменим как в бытовых условиях, так и в металлообрабатывающей мастерской или ремонтном цехе.

Кроме того, самодельный отрезной мобильный станок из углошлифовальной машинки (болгарки) можно перевозить с собой на строительные объекты, где производится монтаж металлокаркасов (например, теплиц), кровельные работы, или иной вид действий, сопряженный с резкой металл.
Как сделать отрезной станок из болгарки своими руками показано на видео. Это под силу любому человеку, мало-мальски смыслящему в слесарных работах. Если модернизировать конструкцию, то можно обойтись без электросварки. Но в любой мастерской или цехе есть сварочный аппарат, поэтому исключать его из технологического процесса не будем.
Консольный станок из болгарки
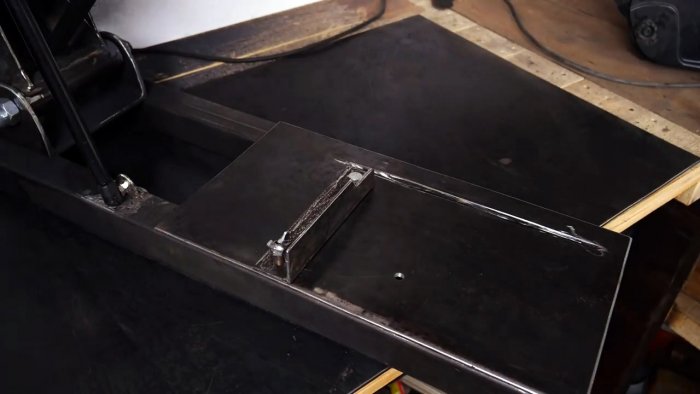
Основание станка — рабочий стол из металла (стали или алюминия), размером около 50Х50 см. Если вы собираетесь, время от времени, работать с длинными заготовками или металлическим листом, то ширину стола можно увеличить или предусмотреть возможность установки дополнительной плоскости. Для этого можно использовать выдвижной кронштейн, или откидную плоскость, в обычном состоянии находящуюся под столом и служащую его основанием.
На столе монтируется кронштейн для крепления болгарки на пружинном подвесе. Сила пружины подбирается такой, чтобы она могла удерживать болгарку в наклонном положении на высоте отрезного диска от заготовки не менее 15 -20 см. При резке инструмент должен подаваться к заготовке с небольшим, но ощутимым усилием.
Углошлифовальная машина зажимается в коробчатом корпусе на винтах. Размеры и конфигурация прижимных пластин подбираются с таким расчетом, чтобы:
- обеспечивался легкий доступ к пусковой кнопке;
- инструмент прочно удерживался, и при усилии резки не возникало биений и отклонений;
- монтаж и демонтаж не занимал много времени.
Чертежи самодельного станка можно подкорректировать в зависимости от размеров и мощности конкретного инструмента. Здесь важно только одно — чтобы инструмент удерживался прочно и плоскость вращения диска была строго перпендикулярной плоскости стола. На самом столе в зоне вращения круга выполняется прорезь, чтобы рабочая часть инструмента свободно входила в него и не задевала металла.
Вариант крепления — «П»-образный кронштейн с просверленными отверстиями на месте штатных резьбовых гнезд болгарки. При креплении инструмента задействуются два болта и рукоятка, которая и служит для подачи его в зону резания. Этот вариант очень удобен, если станок сделан под одну болгарку, если придется использовать другую модель, то закрепить ее будет невозможно, придется переделывать кронштейн. Схема с изменяющимися габаритами консоли тоже вполне работоспособна, но сложнее в изготовлении.
Что стоит предусмотреть
Видео, полезное для изготовления переносного варианта устройства, демонстрирует отрезной станок по металлу, который несложно собрать в небольшой кейс и перевезти в общественном транспорте или багажнике легкового автомобиля. Таким станком удобно пользоваться при производстве ремонтов по вызову, когда требуется быстрая и точная подгонка по размеру.
Отрезной профессиональный станок из болгарки, сделанный своими руками, оснащается поворотным прижимным устройством со струбциной. С ее помощью можно резать металл перпендикулярно или под фиксированным углом.
Для отрезного станка по металлу нужно выбирать инструмент, оборудованный фиксируемой пусковой кнопкой. Это одно из основных условий выбора инструмента. Размеры болгарки должны быть рассчитаны на диаметр отрезного диска 150 -230 мм. Диски 115 и 125 мм тоже вполне рабочие, но их придется часто менять — они рассчитаны на ограниченное количество резов.
Конструкция крепления инструмента на маятниковом рычаге допускает замену круга без снятия болгарки, но частые остановки снижают продуктивность работы станка. Нельзя считать, что используемая в конструкции станка болгарка выпала из обихода цеха или мастерской — она демонтируется в течение нескольких минут и вполне пригодна для использования в качестве ручной машины.
В заключение
Маятниковая пила — оптимальный вариант использования болгарки. Здесь нет ограничений по геометрии разрезаемого металла. Если приходится резать трубы большого диаметра или, даже, разрезать на кольца автомобильные диски, то достаточно установить станок таким образом, чтобы заготовку можно было проворачивать вдоль горизонтальной оси. Как правило, такие детали достаточно массивные и зажимов для них не требуется. Важно только следить за равномерностью вращения и состоянием отрезного круга.
Станок для резки металла заводского изготовления для крепления болгарки можно купить в интернете. Но часто они изготовляются полностью из дюралевых сплавов и на прочность их надеяться не стоит. Очень быстро появляются люфты, и сделать точный рез, особенно на твердом металле, достаточно сложно. При этом цена такой установки довольно высока — за такую же сумму можно сделать самостоятельно станок с намного лучшими показателями.
Стационарная отрезная пила из болгарки — устройство универсальное и не требующие соблюдения при изготовлении определенных стандартов. Свой вариант станка можно разработать самостоятельно, но предлагаемый принцип консольной маятниковой рамы, на которой закреплена болгарка, представляется оптимальным как для любительской, так и для профессиональной работы. Металлорежущий станок значительно безопаснее обычной болгарки — исчезает угроза закусывания круга в резу, вырывания инструмента из рук и перекоса заготовки.
Отрезной станок по металлу из болгарки своими руками: чертежи, видео
Станки и инструменты /19-сен,2013,00;08 / 127661
Много поработав болгаркой, пришел к выводу, что эксплуатировать этот полезный инструмент можно эффективнее. И вот что для этого придумал.
Слабые места
■ Сложно нарезать несколько деталей одинаковой длины из маленьких труб, прутков и т.п. На подравнивание уходит лишнее время, при этом каждый раз приходится выставлять новую метку.
■ Нужно постоянно контролировать перпендикулярность резки, учитывать толщину диска по отношению к трубке и метке, чтобы не было погрешности.
■ Вибрация детали во время резки в считанные секунды приводит к разрушению диска.
Переведя ручной инструмент в разряд стационарного, я исключил перечисленные недостатки.
Устройство отрезного станка
 устройство станка
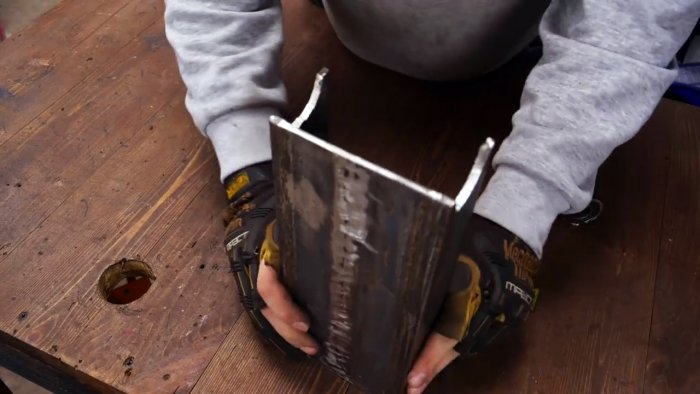
устройство станкаСтанок состоит из двух рам на об щей оси (фото 1, 2). Нижнюю жестко закрепил на плите из ДСП (рис. 1). Верхняя, с прикрученной болгаркой Б, вращается по вертикали, как маятник, относительно нижней (рис. 2). Исходное положение инструмента фиксируется пружиной на растяжение. Чтобы опустить диск для резки, нажимаю на ручку болгарки вниз. При отпускании режущая часть возвращается обратно.
К нижней раме приварен разборный узел крепления, состоящий из подвижной струбцины и прижимного уголка (фото 3).
Ниже находится подвижная измерительная линейка с ограничителем, приваренная к трубке. Застопорив планку торцевым винтом, только один раз выставляю размер (с точностью до 1 мм), после чего нарезаю нужное количество абсолютно одинаковых деталей любой величины — вплоть до колец.
Запускаю станок педалью с коммутацией через низковольтное реле (12 В), которое своими мощными контактами подает на Б напряжение 220 В. Соответственно, ни педаль, ни провод, находящийся на земле, даже в случае повреждения изоляции не представляют опасности для человека. Устанавливаю, снимаю и фиксирую Б с помощью зажима, который применяется на верхних крышках ящиков для хранения и перевозки аппаратуры (типа накладки). Вес и размеры станка позволяют перевозить его в ящике легкового автомобиля.
Достоинства разработки
■ Не нужны тиски
■ Получается очень ровный срез
■ Благодаря педали высвобождаются руки
■ Экономия времени
■ Безопасность на порядок выше
Важный нюанс
При работе с педалью основную кнопку на ручке болгарки следует нажать и оставить включенной.
Чертежи отрезного станка

Рис. 1 Нижняя рама (уголок 25 мм) 1 — планка крепления пружины (приварена), 2 — стойки для установки верхней рамы с осью вращения (оно должно быть без люфта, чтобы резка была точной), 3 — разрезаемая заготовка (вид сбоку)
Рис. 2 Верхняя рама (уголок 25 мм) 1 — ось, приваренная к верхней раме, 2 — планка крепления пружины, 3 — узел жесткой фиксации болгарки (вид сбоку), 4 — пластина, к которой приварен узел установки болгарки (см. фото 3)
Видеообзор стационарного отрезного станка
Николай МАРТЫНЕНКО.
Резка металла отрезными кругами
Абразивные отрезные круги на полимерной связке портативны, что делает их отличным вариантом когда приложение требует, чтобы оператор перемещался по магазину или рабочему месту и поднести инструмент к месту разрезаемой заготовки. Режущие круги из полимера обычно обеспечивают очень быстрое резание, а также являются экономичным вариантом.
Для многих операций ручной резки требуются ручной шлифовальный станок и отрезной круг.Резка листового металла, определение размеров детали для изготовления, вырезание сварного шва для его повторного изготовления, а также резка и надрезание при работе на трубопроводе — вот лишь несколько примеров того, что можно сделать с помощью шлифовального станка и отрезного круга.
Отрезные круги на связке из смолы являются популярным выбором для выполнения этих типов резов, поскольку они обеспечивают портативность и позволяют резать под разными углами и ориентациями. Связующий агент, в данном случае резиноид, скрепляет колесо, чтобы оно могло эффективно резать.Связка изнашивается по мере износа абразивных зерен и выталкивается, поэтому появляются новые острые зерна.
Следуя нескольким передовым практикам, вы можете продлить срок службы колес, повысить безопасность и повысить производительность и эффективность процесса.
Основы отрезных кругов
Основные соображения при использовании кругов на связке из смолы включают режущее применение, используемый инструмент, например, угловой шлифовальный станок, шлифовальный станок или отрезная пила, желаемое режущее действие, разрезаемый материал и пространство.Колеса обычно обеспечивают быстрое резание, долгий срок службы и, как правило, экономичны.
Два основных типа абразивных отрезных кругов на полимерной связке — это тип 1, который является плоским, и тип 27, который имеет приподнятую ступицу. Круги типа 1 обычно используются для прямой резки на электрических или пневматических угловых шлифовальных машинах, штамповочных шлифовальных машинах и отрезных пилах, среди других инструментов. Колеса типа 27 требуются, когда есть какие-либо помехи, и колесо необходимо поднять над основанием шлифовальной машины, но личные предпочтения также играют роль в принятии решения.Чаще всего они используются с электрическими или пневматическими угловыми шлифовальными машинами.
Абразивные отрезные круги на полимерной связке доступны в различных размерах и толщинах. Самый популярный диапазон — от 2 до 16 дюймов в диаметре, а обычная толщина — от 0,045 дюйма до 1⁄8 дюйма. Более тонкие круги удаляют меньше материала во время резки.
Некоторые типы колес режут быстрее других. Абразивный материал, используемый в круге, влияет на скорость резания и срок службы расходных деталей. Колеса бывают с несколькими вариантами зерна, такими как оксид алюминия, карбид кремния, оксид циркония, оксид алюминия и комбинации этих материалов.
Оксид алюминия , хотя и не такой острый, как другие зерна, обеспечивает прочность и хорошие характеристики при резании стали. С другой стороны, карбид кремния — это очень острое зерно, но не такое твердое, что делает его пригодным для резки цветных металлов. Циркониевый оксид алюминия — это самозатачивающееся, прочное, долговечное зерно, которое хорошо справляется со многими сложными задачами. Керамический оксид алюминия также предназначен для самозаточки, поскольку он «ломается» в определенных точках, чтобы поддерживать постоянную скорость резания и долгий срок службы.
При выборе абразивного круга на полимерной связке учитывайте, что изделия, изготовленные из смеси диоксида циркония или керамического оксида алюминия с более твердой связкой, обычно стоят дороже, но обладают прочностью и более длительным сроком службы расходных материалов.
Обязательно ознакомьтесь с рекомендациями производителя, описанием продукции и номинальными числами оборотов, чтобы выбрать правильный размер круга и связанный абразивный материал для вашего применения. Соответствие размера и номинальной скорости вращения инструмента размеру и скорости вращения колеса имеет решающее значение для безопасного и эффективного использования.Выбор инструмента с наибольшей силой тока или крутящим моментом при соблюдении требований к размеру и частоте вращения колеса повысит производительность.
Тип инструмента и защита инструмента, которые вы используете, также являются факторами, которые играют роль в типе колеса, которое можно использовать в приложении. Колесо большего диаметра лучше всего подходит, если вы глубоко режете металл или вам нужно отрезать деталь большого диаметра, например, потому что это устраняет необходимость раскачивать круг вперед и назад во время процесса резания.Ищите колесо, диаметр которого соответствует размеру и толщине разрезаемого материала.
Тонкие круги, напротив, обычно снимают меньше металла во время резки и имеют более короткий срок службы, но обеспечивают более быстрый рез. Из этого правила есть некоторые исключения, так как разные версии тонких колес служат дольше, поэтому обязательно проведите исследование, прежде чем принимать окончательное решение, чтобы убедиться, что выбранное колесо обеспечивает максимальную эффективность.
Также доступны специальные отрезные круги, предназначенные для работы с определенными материалами, такими как нержавеющая сталь и алюминий.
Правильное расположение и другие советы
Помимо обозначения номинальной скорости вращения, размера и материала, вы также должны следовать этим советам при использовании абразивных отрезных кругов на полимерной связке.
- Используйте отрезной диск под углом 90 градусов, перпендикулярно рабочей поверхности.
- Приложите необходимое усилие — не слишком много и не слишком мало — чтобы отрезной диск мог выполнять свою работу. Всегда избегайте слишком сильного надавливания на круг, так как это может привести к остановке шлифовального станка, отдаче назад или снижению эффективности резания.Это также увеличивает вероятность того, что вы поскользнетесь или потеряете контроль над инструментом, что может привести к повреждению или травме.
- Выберите шлифовальный станок с максимальным крутящим моментом или силой тока, доступными для данной области применения, так как это поможет кругу выполнять больше работы. Например, вместо использования 4,5-дюймового. на шлифовальной машине на 6 ампер, используйте 4,5-дюйм. колесо на болгарку на 10 ампер. Номинальная частота вращения остается прежней, но инструмент обеспечивает больший крутящий момент для резки металла.
- Выберите инструмент и расходные материалы, которые обеспечивают быструю и стабильную резку, которая обычно обеспечивает наиболее эффективную работу.
- Помните, что чем тоньше отрезной круг, тем больше он подвержен боковым нагрузкам — термину, описывающему, когда круг изгибается при движении из стороны в сторону во время пропила. Это может стать опасным, если вы слишком сильно оперетесь на колесо, что может привести к его поломке или заклиниванию в разрезе. Это также может снизить эффективность круга и увеличить время резки.
- Храните колесо в чистом, сухом месте и не кладите его в воду или грязь. Это помогает свести к минимуму воздействие окружающей среды, которое может ухудшить его характеристики или вызвать его преждевременное растрескивание или износ.Характеристики полимерной связки имеют тенденцию ухудшаться, когда колесо хранится в течение длительного периода времени, поэтому обязательно используйте FIFO (первым пришел — первым ушел) при использовании колес.
- Проверяйте колесо и расходные детали перед каждым использованием на предмет повреждений или износа. По мере износа режущие диски становится все труднее контролировать. Если вы больше не можете делать безопасный рез, потому что диаметр круга изношен настолько, что лучше всего заменить его.
Как работают электродвигатели?
Криса Вудфорда. Последнее изменение: 25 июля 2020 г.
Щелкните выключателем и мгновенно получите власть — как любили наши предки электродвигатели! Вы можете найти их во всем, начиная с электропоезда с дистанционным управлением автомобили — и вы можете быть удивлены, насколько они распространены. Сколько электрических моторы сейчас в комнате с тобой? Наверное, два в вашем компьютере для начала ездить, а еще один питает охлаждающий вентилятор.Если вы сидите в спальне, вы найдете моторы в фенах и многих игрушки; в ванной — вытяжки и электробритвы; На кухне моторы есть практически во всех устройствах, от стиральных и посудомоечных машин до кофемолок, микроволновых печей и электрических консервных ножей. Электродвигатели зарекомендовали себя одними из лучших изобретения всех времен. Давайте разберемся и узнаем, как они работай!
Фото: Даже маленькие электродвигатели на удивление тяжелые.Это потому, что они набиты туго намотанной медью и тяжелыми магнитами. Это мотор от старой электрической газонокосилки. Вещь медного цвета в сторону перед осью, с прорезями в ней, находится коммутатор, удерживающий двигатель вращение в том же направлении (как описано ниже).
Как электромагнетизм заставляет двигатель двигаться?
Основная идея электродвигателя очень проста: вы помещаете в него электричество с одного конца, а ось (металлический стержень) вращается на другом конце, давая вам возможность управлять машина какая то.Как это работает на практике? Как именно ваш преобразовать электричество в движение? Чтобы найти ответ на этот вопрос, у нас есть вернуться во времени почти на 200 лет.
Предположим, вы берете кусок обычного провода, превращаете его в большую петлю, и положите его между полюсами мощной постоянной подковы магнит. Теперь, если вы подключите два конца провода к батарее, провод будет прыгать кратко. Удивительно, когда видишь это впервые. Это прямо как по волшебству! Но есть совершенно научный объяснение.Когда электрический ток начинает течь по проводу, он создает магнитное поле вокруг него. Если разместить провод возле постоянного магнит, это временное магнитное поле взаимодействует с постоянным поле магнита. Вы знаете, что два магнита расположены рядом друг с другом либо притягивать, либо отталкивать. Таким же образом временный магнетизм вокруг провода притягивает или отталкивает постоянный магнетизм от магнит, и это то, что заставляет провод подпрыгивать.
Правило левой руки Флеминга
Вы можете определить направление, в котором будет прыгать провод, используя удобная мнемоника (вспомогательная память), называемая правилом левой руки Флеминга (иногда называется Motor Rule).
Вытяните большой, указательный и второй пальцы левой руки.
рука так, чтобы все три были под прямым углом. Если вы укажете вторым пальцем
в направлении Течения
(который течет от положительного к
отрицательная клемма АКБ), а Первая
палец в
направление поля (которое
течет с севера на южный полюс
магнит), ваш thuMb будет
покажите направление, в котором провод
Движется.
Это …
- Первый палец = Поле
- SeCond палец = Текущий
- ЧтМб = Движение
Несколько слов о текущем
Если вас смущает то, что я говорю, что ток течет с положительного на отрицательный, это просто историческое соглашение.Такие люди, как Бенджамин Франклин, помогавшие разобраться тайна электричества еще в 18 веке считала, что это поток положительных зарядов, так что она перетекала с положительного на отрицательный. Мы называем эту идею условным током. и до сих пор используют его в таких вещах, как правило левой руки Флеминга. Теперь у нас есть лучшие идеи о том, как электричество работает, мы склонны говорить о токе как о потоке электронов от отрицательного к положительному в направлении , противоположном направлению обычного тока.Когда вы пытаетесь вычислить вращение двигателя или генератора, обязательно помните, что ток означает обычный ток , а не поток электронов.
Как работает электродвигатель — теоретически
Фото: Электрик ремонтирует электродвигатель. на борту авианосца. Блестящий металл, который он использует, может выглядеть как золото, но на самом деле это медь, хороший проводник, который намного дешевле. Фото Джейсона Якобовица любезно предоставлено ВМС США.
Связь между электричеством, магнетизмом и движением изначально была открыл в 1820 году французский физик Андре-Мари Ампер (1775–1867), и это основная наука об электродвигателе. Но если мы хотим превратить это удивительное научное открытие в более практическое немного технологий для питания наших электрических косилок и зубных щеток, мы должны пойти немного дальше. Изобретателями, которые сделали это, были англичане Майкл Фарадей (1791–1867). и Уильям Стерджен (1783–1850) и американец Джозеф Генри (1797–1878).Вот как они пришли к своему гениальному изобретению.
Предположим, мы сгибаем нашу проволоку в квадратную U-образную петлю, так что эффективно два параллельных провода, проходящие через магнитное поле. Один из них отводит электрический ток от нас по проводам, а другой один возвращает ток обратно. Потому что ток течет в Правило левой руки Флеминга говорит нам два провода будут двигаться в противоположных направлениях. Другими словами, когда мы включите электричество, один из проводов двинется вверх и другой будет двигаться вниз.
Если бы катушка с проволокой могла продолжать двигаться вот так, она бы вращалась постоянно — и мы будем на пути к созданию электрического мотор. Но этого не может произойти с нашей нынешней настройкой: провода будут быстро запутаться. Не только это, но если бы катушка могла вращаться далеко достаточно, что-нибудь еще случится. Как только катушка достигла вертикали положение, он перевернется, и электрический ток будет течь через него в противоположном направлении. Теперь силы на каждого сторона катушки перевернется.Вместо непрерывного вращения в в том же направлении, он пойдет обратно в том же направлении, в котором только что пришел! Представьте себе электропоезд с таким двигателем: он будет держать перетасовки назад и вперед на месте, фактически никогда не везде.
Как работает электродвигатель — на практике
Есть два способа решить эту проблему. Один из них — использовать своего рода электрический ток, который периодически меняет направление, что известно как переменный ток (AC). В виде небольших батарейных двигатели, которые мы используем дома, лучшее решение — добавить компонент назвал коммутатором концы катушки.(Не беспокойтесь о бессмысленных технических имя: это немного старомодное слово «коммутация» немного похоже на слово «добираться до работы». Это просто означает изменение взад и вперед в одном и том же путь, который ездит на работу, означает путешествовать туда и обратно.) В своей простейшей форме Коммутатор представляет собой металлическое кольцо, разделенное на две отдельные половины и его задача — реверсировать электрический ток в катушке каждый раз, когда катушка вращается на пол-оборота. Один конец катушки прикреплен к каждая половина коммутатора. Электрический ток от аккумулятора подключается к электрическим клеммам двигателя.Они подают электроэнергию в коммутатор через пару свободных разъемы, называемые щетками, сделали либо из кусочков графита (мягкий уголь, похожий на карандаш «свинец») или тонкие отрезки упругого металла, который (как название предполагает) «задела» коммутатор. С коммутатор на месте, когда электричество течет по цепи, катушка будет постоянно вращаться в одном и том же направлении.
Работа: упрощенная схема частей в электрическом мотор. Анимация: как это работает на практике.Обратите внимание, как коммутатор меняет направление тока каждый раз, когда катушка поворачивается. наполовину. Это означает, что сила на каждой стороне катушки всегда толкая в том же направлении, что позволяет катушке вращаться по часовой стрелке.
Такой простой экспериментальный двигатель, как этот, не способен большая мощность. Мы можем увеличить усилие поворота (или крутящий момент) что двигатель может творить тремя способами: либо у нас может быть больше мощный постоянный магнит, или мы можем увеличить электрический ток протекает через провод, или мы можем сделать катушку так, чтобы в ней было много «витки» (петли) очень тонкой проволоки вместо одного «витка» толстой проволоки.На практике двигатель также имеет постоянный магнит, изогнутый в круглой формы, так что он почти касается катушки с проволокой, которая вращается внутри него. Чем ближе магнит и катушка, тем большее усилие, которое может создать двигатель.
Несмотря на то, что мы описали ряд различных частей, вы можете представить двигатель как имеющий всего два основных компонента:
- По краю корпуса двигателя находится постоянный магнит (или магниты), который остается статичным, поэтому его называют статором двигателя.
- Внутри статора находится катушка, установленная на оси, которая вращается с высокой скоростью — и это называется ротором. Ротор также включает в себя коммутатор.
Универсальные двигатели
Такие двигатели постоянного токаотлично подходят для игрушек с батарейным питанием (таких как модели поездов, радиоуправляемые автомобили или электробритвы), но вы не найдете их во многих бытовых приборах. В небольших приборах (например, кофемолках или электрических блендерах) обычно используются так называемые универсальные двигатели , которые могут питаться от переменного или постоянного тока.В отличие от простого двигателя постоянного тока, универсальный двигатель имеет электромагнит вместо постоянного магнита, и он получает энергию от источника постоянного или переменного тока, который вы питаете:
- Когда вы запитываете постоянный ток, электромагнит работает как обычный постоянный магнит и создает магнитное поле, которое всегда направлено в одном направлении. Коммутатор меняет направление тока катушки каждый раз, когда катушка переворачивается, как в простом двигателе постоянного тока, поэтому катушка всегда вращается в одном и том же направлении.
- Однако, когда вы подаете переменный ток, ток, протекающий через электромагнит, и ток, протекающий через катушку , оба, , меняют направление, точно в шаге, поэтому сила на катушке всегда в одном направлении, а двигатель всегда вращается либо по часовой стрелке. или против часовой стрелки.А как насчет коммутатора? Частота тока изменяется намного быстрее, чем вращается двигатель, и, поскольку поле и ток всегда синхронизированы, на самом деле не имеет значения, в каком положении находится коммутатор в любой данный момент.
Анимация: Как работает универсальный двигатель: Электроснабжение питает как магнитное поле, так и вращающуюся катушку. С источником постоянного тока универсальный двигатель работает так же, как и обычный двигатель постоянного тока, как указано выше. При питании от сети переменного тока и магнитное поле, и ток катушки меняют направление каждый раз, когда ток питания меняется на противоположное.Это означает, что сила на катушке всегда направлена в одну сторону.
Фото: Внутри типичного универсального двигателя: основные части внутри среднего двигателя от кофемолки, которая может работать от постоянного или переменного тока. Серый электромагнит по краю — это статор (статическая часть), и он питается от катушек оранжевого цвета. Обратите внимание на прорези в коллекторе и прижимающиеся к нему угольные щетки, которые обеспечивают питание ротора (вращающейся части). Асинхронные двигатели в таких вещах, как электрические железнодорожные поезда, во много раз больше и мощнее этого, и всегда работают с использованием переменного тока высокого напряжения (AC) вместо постоянного тока низкого напряжения (DC) или переменного тока умеренно низкого напряжения. который приводит в действие универсальные двигатели.
Электродвигатели прочие
В простых двигателях постоянного тока и универсальных двигателях ротор вращается внутри статора. Ротор представляет собой катушку, подключенную к источнику электроэнергии, а статор — это постоянный магнит или электромагнит. Большие двигатели переменного тока (используемые в таких вещах, как заводские машины) работают несколько иначе: они пропускают переменный ток через противоположные пары магнитов, чтобы создать вращающееся магнитное поле, которое «индуцирует» (создает) магнитное поле в роторе двигателя, вызывая это вращаться.Подробнее об этом вы можете прочитать в нашей статье об асинхронных двигателях переменного тока. Если вы возьмете один из этих асинхронных двигателей и «развернете» его так, чтобы статор фактически превратился в длинную непрерывную дорожку, ротор может катиться по нему по прямой. Эта гениальная конструкция известна как линейный двигатель, и вы найдете ее в таких вещах, как заводские машины и плавучие железные дороги «маглев» (магнитная левитация).
Еще одна интересная конструкция — бесщеточный двигатель постоянного тока (BLDC). Статор и ротор эффективно меняются местами, при этом несколько железных катушек статичны в центре и постоянный магнит вращается вокруг них, а коммутатор и щетки заменяются электронной схемой.Вы можете прочитать больше в нашей основной статье о мотор-редукторах. Шаговые двигатели, которые вращаются на точно контролируемые углы, представляют собой разновидность бесщеточных двигателей постоянного тока.
Руководство для инженера по лазерной резке> ENGINEERING.com
 Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.
Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.В 1967 году было «Лето любви», подтверждение Тергуда Маршалла в Верховном суде и — если вы хоккейный фанат — это был последний раз, когда «Торонто Мэйпл Лифс» выиграли Кубок Стэнли. В 1967 году не было недостатка в технических новостях, включая катастрофу Аполлона-1, первый запуск ракеты Сатурн V и дебют Конкорд.
Вот еще одно событие 1967 года, которое, возможно, было не менее важным, но не вызвало столько внимания прессы: Питер Хоулдкрофт, тогдашний заместитель научного директора Института сварки в Кембридже, Великобритания, начал свои эксперименты с использованием кислородного газа для резки 1 мм. толстый стальной лист с лазером CO 2 мощностью 300 Вт.
Это положило начало использованию лазеров для промышленной обработки материалов. Теперь, 50 лет спустя, станки для лазерной резки составляют самый большой сегмент рынка станков для резки металла, который также включает плазменную, гидроабразивную и механическую резку.
Что такое лазерная резка?
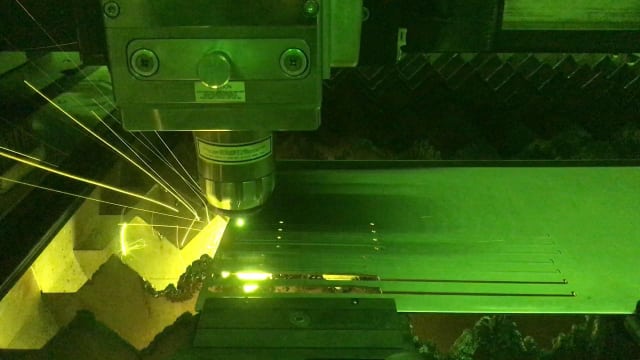
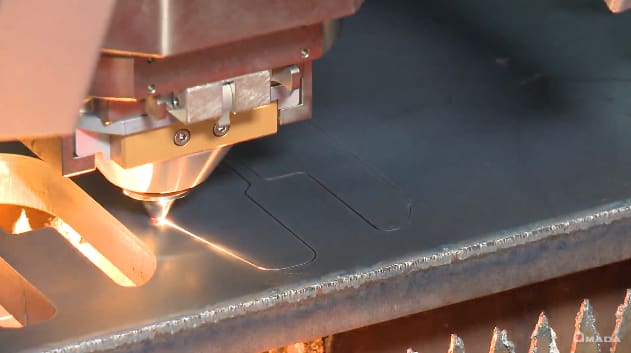
Проще говоря, лазерный резак с ЧПУ использует когерентный луч света для резки материала, чаще всего листового металла, а также дерева, алмаза, стекла, пластика и кремния.

(Изображение любезно предоставлено AMADA.)
Вначале луч направлялся через линзу через зеркала, но в наши дни гораздо более распространена волоконная оптика. Линза фокусирует луч в рабочей зоне для сжигания, плавления или испарения материала. Точный процесс, которому подвергается материал, зависит от типа лазерной резки.В общих чертах, лазерную резку можно разделить на два типа: лазерная резка плавлением и абляционная лазерная резка. Лазерная резка плавлением включает плавление материала в колонне и использование потока газа под высоким давлением для срезания расплавленного материала, оставляя открытый пропил. Напротив, абляционная лазерная резка удаляет материал слой за слоем с помощью импульсного лазера — это похоже на долбление, только светом и в микроскопическом масштабе. Обычно это означает испарение материала, а не его плавление.
Два других ключевых фактора отличают лазерную резку плавлением от абляционной лазерной резки.
Во-первых, абляционная лазерная резка может использоваться для частичных надрезов в материале, тогда как лазерная резка плавлением может использоваться только для прорезания всего материала. Это связано с тем, что резка плавлением работает с лазерами либо в непрерывных волнах, либо со значительно более длинными импульсами, чем абляционная резка (микро- или миллисекунды против наносекунд), что приводит к проникновению ванны расплава на всю глубину металла.Этот расплавленный материал должен быть срезан потоком газа, иначе он может остаться в пропиле и при охлаждении сварить срезанные кромки.
Второй и более важный фактор, который отличает эти два типа лазерной резки, — это скорость. «При резке листового металла, составляющей основную часть отрасли резки, вы в основном режете материал толщиной от 0,5 до 12 мм», — сказал Рузбех Саррафи, старший научный сотрудник компании
.
IPG Photonics. «При нынешнем состоянии лазерных технологий лазерная резка плавлением выполняется намного быстрее для таких установок.Абляционная резка сейчас занимает больше времени ».
(Изображение любезно предоставлено IPG Photonics.)
Учитывая доминирующее положение в отрасли резки листового металла, эта статья посвящена лазерной резке плавлением. Если вы хотите узнать больше об абляционной лазерной резке, ознакомьтесь со статьей о производстве в микронном масштабе.
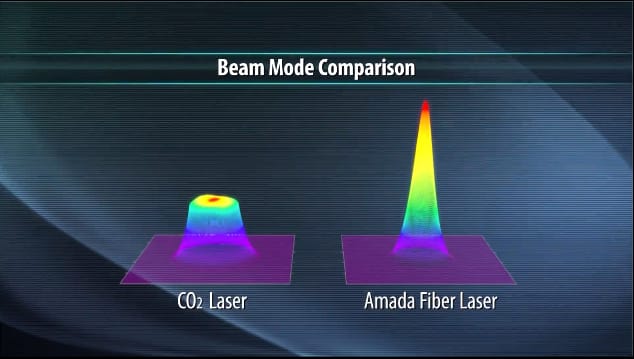
Волоконные лазеры и CO 2
Двумя наиболее распространенными типами станков для лазерной резки являются волоконный лазер и CO 2 .
CO 2 лазеры используют электромагнитно-стимулированный газ — обычно смесь углекислого газа, азота, а иногда и водорода, ксенона или гелия — в качестве активной лазерной среды.Напротив, в волоконных лазерах, которые являются разновидностью твердотельных лазеров, используется оптическое волокно, легированное редкоземельными элементами, такими как эрбий, иттербий, неодим или диспрозий. Как показали эксперименты Хоулдкрофта, промышленность началась с CO 2 , и эта технология доминировала до недавнего времени.

(Изображение любезно предоставлено Bystronic.)
«Начиная примерно с 2010 или 2011 года продажи волоконных лазеров составляли около 5-10 процентов от всех продаж лазеров», — сказал Дастин Дил, менеджер по продукции лазерного подразделения AMADA AMERICA.«Они были и раньше, но не получили особого успеха — люди не были знакомы с технологиями. Как только покупатели стали чувствовать себя более комфортно, именно тогда вы действительно заметили рост продаж волокна. По состоянию на конец 2017 года более 90 процентов продаж машин приходилось на волокно ».Спекуляции о том, что волоконные лазеры захватят рынок с CO 2 , полностью восходят к некоторым из самых первых волоконных лазерных систем. По мере того, как за последнее десятилетие ситуация изменилась, вопрос сместился с вопроса «Возможно ли, что рынок так называемых нишевых лазерных резаков окажется больше, чем ожидалось?» на «Полностью заменят ли волоконные лазеры CO 2 ?»
Даже среди экспертов, остается спорным вопросом:
«Тенденция [замены CO 2 на оптоволокно] будет продолжаться», — сказал Эрих Бухольцер, менеджер по продукции по лазерной резке Bystronic.«Возможно, будут полностью заменены лазеры CO 2 . Если так, то это произойдет в среднесрочной перспективе, пока технология волоконных лазеров будет развиваться дальше. В настоящее время лазеры CO 2 по-прежнему обладают некоторыми конкретными преимуществами, например, лучшим качеством кромок в толстом материале и меньшими заусенцами ».
Диль был более осторожен, но все еще оптимистичен в отношении перспектив волокна:
«Заменит ли он когда-нибудь CO 2 ? Я бы не хотел делать такое смелое заявление, потому что могут быть некоторые приложения, где это необходимо, но мы можем сделать с волокном так много, что, судя по тому, что мы обнаружили, нет ничего, что не могло бы сделать волокно. что CO 2 может.”
(Изображение любезно предоставлено AMADA.)
Он также не согласился с оценкой Бухольцера характеристик волокна на толстых материалах.«Идея о том, что CO2 имеет« преимущество », когда речь идет о более толстых материалах, вероятно, является более старым заблуждением, а когда мы говорим о« старости »в мире волокна, это может быть всего на пару лет», — сказал он. «Когда впервые появилось волокно, это вызывало беспокойство, потому что на самом деле не существовало какой-либо технологии, которая позволяла бы получить качество кромки CO2, но сегодня мы можем воспроизвести это качество кромки даже с более толстыми материалами.”
Саррафи из IPG Photonics был еще более оптимистичен в отношении перспектив волоконных лазеров:
«Я ожидаю, что твердотельные лазеры, особенно волоконные, в связи со всеми разработками, произошедшими в последние годы, полностью заменят СО2-лазеры для резки листового металла. Если вы пойдете на такие шоу, как FABTECH, очевидно, что волоконные лазеры уже доминируют в области резки металлов ».
Материалы для лазерной резки
Как отмечалось выше, лазерные резаки с ЧПУ используются для обработки широкого спектра материалов в различных отраслях промышленности.Поскольку резка листового металла является наиболее распространенным применением, стоит сосредоточиться на соответствующих особенностях. Например, отражательная способность и толщина поверхности — два наиболее важных фактора, которые следует учитывать.

(Изображение любезно предоставлено IPG Photonics.)
«Отражение является основным фактором, определяющим тип материала, который можно разрезать, и здесь используется лазерная технология (например, CO 2 против волоконного лазера)», — сказал Бухольцер. «Максимальная толщина зависит от различных факторов, в том числе от мощности лазера и от способа ее применения.”Что касается отражательной способности, Саррафи добавил:
«Доказано, что современные волоконные лазеры режут все отражающие металлы, если они обладают достаточной мощностью и достаточно маленьким размером пятна», — сказал он. «Все дело в высокой пиковой мощности и оптической настройке. Так что отражательная способность больше не является проблемой ».
Это правда, что усовершенствования волоконных лазеров привели к появлению более широкого диапазона вариантов лазерной резки металла, включая медь, латунь, титан и другие сплавы, которые не подходили для CO 2 .Однако, несмотря на эти улучшения, толщина материала по-прежнему является значительным ограничением для лазерной резки.
«Обычно в мире лазеров верхним пределом является низкоуглеродистая сталь толщиной 1 дюйм, — сказал Диль. «Как только вы перейдете к пластине размером 1½ или 2 дюйма, возможно, появится лучший инструмент для работы».
Лазерная резка по сравнению с другими процессами
Хотя лазерные резаки с ЧПУ за последнее десятилетие добились огромных успехов, особенно волоконных лазеров, они не единственная игра в городе.Если вы подумываете о новом (или бывшем в употреблении) станке для лазерной резки для своего применения, скорее всего, вы либо модернизируете старый лазер, либо заменяете менее эффективный процесс на более эффективный. В последнем случае часто возникают споры между лазерной, плазменной, механической и гидроабразивной резкой.

(Изображение любезно предоставлено Bystronic.)
«Во многом это зависит от вашего продукта и от того, попадает ли он в правильный диапазон», — сказал Диль. «Как правило, лазер будет иметь размеры 5х10 футов или, может быть, 6х12 футов.Мы привыкли обрабатывать низкоуглеродистую сталь толщиной 1 дюйм и пух. Теперь, с волокнами более высокой мощности, мы даже делаем 1 дюйм из нержавеющей стали и 1 дюйм из алюминия, что является одним из достижений технологии волоконных лазеров. Но пока вы остаетесь в пределах этого диапазона и ниже, волоконный лазер определенно будет лучшим вариантом ».Лазерная резка против плазмы
Плазменная резка использует электрически нагреваемый канал ионизированного газа для резки материала. Поскольку сама заготовка составляет часть образующейся электрической цепи, она должна быть электропроводной.

Разгрузка лазерного станка с ЧПУ AMADA liber в Центре готовности флота на юго-востоке.
С точки зрения капитальных затрат, эксплуатационных затрат и скорости плазменная резка имеет преимущество перед лазерной резкой. Как указано выше, плазменная резка также лучше подходит для резки толстых листов. Однако лазерные резаки с ЧПУ выигрывают в гибкости — поскольку они могут резать непроводящие материалы — и, что более важно, в качестве кромки.Допуск на размер детали для плазменной резки также значительно ниже, чем для лазерной резки, поскольку ширина пропила для плазменной резки значительно больше.
Лазерная резка и штамповка
В этом контексте «механическая резка» относится к использованию штамповочного пресса с матрицей.
В среднем механическая резка имеет более высокие капитальные затраты и более высокие эксплуатационные расходы, чем лазерная резка, особенно если в пробивном прессе используется сложный набор штампов. Хотя в последние годы механическая резка значительно продвинулась вперед, лазерная резка остается более гибким процессом. Главное преимущество механической резки — объем.
(Изображение любезно предоставлено AMADA.)
«Если вы сравниваете механический пробивной пресс с волоконным лазером, то волоконный лазер дает вам гораздо больше гибкости, но пробивной пресс будет более экономичным только в том случае, если вам нужно произвести очень большое количество идентичных деталей», — сказал Саррафи.
Лазерная резка также имеет несомненное преимущество перед перфорацией, когда дело касается качества деталей, особенно если следы инструмента или царапины на поверхности являются проблемой в вашем приложении.
Laser Cutting vs.Waterjet
При гидроабразивной резке используется струя воды под высоким давлением, часто в сочетании с абразивом. Его капитальные затраты выше, чем у плазменного, но ниже, чем у лазера, однако он также имеет самые высокие эксплуатационные расходы из всех трех.
Waterjet может выполнять трехмерную резку материалов, а также более толстые материалы, в то время как лазерная резка выигрывает в скорости резки, хотя это можно компенсировать в многоструйных системах. Относительное качество кромок и точность близки, но у гидроабразивной резки есть небольшое преимущество в обоих случаях.
Распространенные ошибки при лазерной резке
«С точки зрения первого лазера, здесь есть фактор запугивания», — сказал Диль. «Это высокотехнологичное оборудование, и заказчик может поступать из другого источника, например из плазмы или даже из старого механического штампа».
(Изображение любезно предоставлено IPG Photonics.)
Как и в случае с любым новым процессом, лазерная резка требует обучения. Если у вас есть опыт работы с другими процессами XY-резки, такими как плазменная, станок для лазерной резки с ЧПУ должен показаться вам относительно знакомым.Тем не менее, есть еще несколько ошибок, которых новым пользователям следует избегать. Саррафи особо отметил два:«Я видел, как заказчики иногда пропускали разрешение инструмента или ширину пропила, ошибочно полагая, что это бесконечно узкие линии реза», — отметил он. «Это не так, хотя лазеры очень узкие по сравнению с другими процессами. Диапазон обычно составляет от 30 до 300 микрон, в зависимости от мощности лазера, оптических настроек и вашего технологического процесса. Это нужно учитывать при оформлении кроя.”
Другая распространенная ошибка, связанная с опорой мелких деталей с помощью микровыступов, называется выступом:
«Для лазерной резки используется газ под высоким давлением — 5-25 бар для азотной резки — поэтому вам необходимо, чтобы детали поддерживались собственным весом, что работает, если они толще 2-3 мм и относительно большие по размеру, но для деталей, которые являются тонкими и маленькими, чтобы противостоять силе потока газа, небольшие участки должны оставаться неразрезанными », — сказал Саррафи. «Эти микрошвы очень маленькие, 0.Шириной 2–0,4 мм, поэтому их легко сломать при постобработке, но иногда необходимо соединить детали с рамой, чтобы детали не разлетелись ».
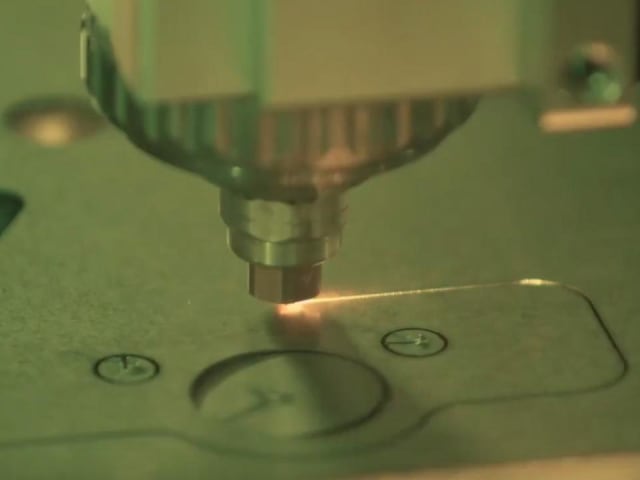
(Изображение любезно предоставлено Bystronic.)
Одна последняя проблема касается технического обслуживания лазерного резака, как пояснил Диль: «Волоконный лазер имеет множество деталей, которые необходимо учитывать в повседневной работе, например, чистоту. Существуют сопла, которые необходимо обслуживать должным образом, или устройства защиты линз — это вещи, с которыми нужно иметь дело ежедневно.«Все это указывает на важность сочетания систем лазерной резки с опытными и квалифицированными операторами, как отметил Диль.«Мы видим магазины с операторами, которые похожи на наших внутренних чемпионов: они заставляют нас хорошо выглядеть, потому что они заботятся о машине и понимают важность всего, от методов программирования до ежедневного обслуживания».
Советы по эффективной лазерной резке
Существует распространенное заблуждение относительно лазерной резки, что эффективность зависит только от чистой мощности лазера.Частично это связано с унаследованными системами CO 2 , но быстрые достижения в технологии волоконных лазеров охватили не только мощность лазерного луча. «По мере увеличения мощности резания необходимо учитывать и другие факторы», — сказал Бухольцер. «С технологической точки зрения, особенно для обработки тонких материалов, динамика станка (ускорение / замедление) также должна увеличиваться, чтобы в полной мере использовать дополнительную мощность резания». Ускорение и замедление являются основными ограничениями для эффективности резки.

(Изображение любезно предоставлено AMADA.)
Даже удвоение скорости резания не обязательно приведет к эквивалентному сокращению времени цикла, поскольку это зависит от геометрии обрабатываемых деталей, как объяснил Саррафи: «Поскольку становятся доступны очень высокие скорости резания, мы говорим о 2000 дюймов в минуту или один метр в секунду — время цикла для деталей менее 2 дюймов или меньше со сложными функциями ограничено ускорением, а не скоростью. Прежде чем вы наберете полную скорость, вам нужно перейти в другой угол.”Другой способ взглянуть на этот момент состоит в том, что приложения, включающие большие детали или детали с менее сложными функциями, могут использовать преимущества высокоскоростной лазерной резки, поскольку ускорение и замедление будут менее значимыми. «Что вам действительно нужно, так это хорошая система доставки луча, способная справиться с той мощностью, которую вы посылаете на нее, включая линзы, режущую головку и т. Д.» — отметил Диль.
«Это нечто большее, чем просто грубая сила», — добавил он. «В FABTECH уже много лет используется лазер мощностью 12000 Вт — там много мощности, — но всегда ли он был надежным производственным инструментом?»
Рекомендации по покупке станка для лазерной резки с ЧПУ
Если вы собираетесь купить свой первый станок для лазерной резки с ЧПУ, следует помнить о нескольких вещах.В качестве альтернативы, если вам интересно, не пора ли модернизировать ваш единственный лазерный резак, Саррафи предложил такой примерный совет: «Если вам нужно резать материал со скоростью менее 30 дюймов в минуту или 0,75 метра в минуту, я расцениваю это как знак того, что лазерный процесс становится маргинальным ».

(Изображение любезно предоставлено Bystronic.)
В любом случае, первый шаг — выяснить, как и где машина впишется в вашу работу, как объяснил Бухольцер:«Производительность современной машины для резки волоконным лазером очень высока, что означает высокую производительность машины, особенно при обработке тонких листов», — сказал он.«Если вы собираетесь инвестировать в станок для лазерной резки, вам следует учитывать не только этот этап процесса, но и то, как вы встраиваете станок на своем заводе, чтобы получить наилучшие результаты от вложений».
Как указано в предыдущем разделе, мощность лазерного луча не должна быть единственным показателем при принятии решения. При этом нельзя полностью сбрасывать со счетов его, как объяснил Саррафи:
«Не ограничивайте себя выбором лазера с минимальной мощностью, необходимой для резки деталей. Лазеры высокой мощности расширяют ваши возможности не только по производительности, но также по качеству и повторяемости процесса резки.”
Это связано с тем, что лазеры с более высокой мощностью позволяют игнорировать небольшие отклонения в материале и системе резки, которые необходимо учитывать и настраивать при использовании лазера с меньшей мощностью. «Если вы выберете лазер мощностью 1 кВт для 4-миллиметровой нержавеющей стали, вам, возможно, придется стать экспертом в области резки 4-миллиметровой нержавеющей стали мощностью 1 кВт», — пояснил Саррафи. «Это связано с тем, что из-за небольшого технологического окна необходимо выявить и устранить все небольшие отклонения от идеальных условий материала и системы резки.Если у вас есть лазер мощностью 2 или 3 кВт для обработки того же материала, вы не только сможете резать быстрее, но и сможете выполнять задания с меньшими затратами опыта ».
(Изображение любезно предоставлено IPG Photonics.)
При принятии решения о том, сколько мощности вам действительно нужно, может быть полезно рассмотреть базовое уравнение стоимости детали. В связи с этим Диль предложил следующий совет: «Один вопрос, который я хотел бы задать:« Что делается с технологической точки зрения, чтобы снизить стоимость детали? »Вы можете купить лазер самой высокой мощности и подать больше вспомогательного газа в как вы можете, но действительно ли это делает деталь более рентабельной, или она действительно делает деталь более дорогой по сравнению с тем способом, которым вы ее использовали для обработки? »Промышленная лазерная резка
В отличие от Toronto Maple Leafs, промышленная лазерная резка одержала значительные победы с 1967 года.Подобно тому, как станки для лазерной резки с ЧПУ вышли из ниши и стали доминировать на рынке станков для резки, так и волоконный лазер поднялся из нишевой технологии и таким же образом стал доминировать на рынке станков для лазерной резки. Но есть много факторов, которые следует учитывать перед тем, как погрузиться в лазерную резку. Просто помните, что для лазеров, как и для жизни, мощность — это еще не все, но это еще не все.
Для получения дополнительной информации о лазерной резке посетите веб-сайты AMADA AMERICA, Bystronic и IPG Photonics.
Чтобы получить информацию о других процессах изготовления и обработки, ознакомьтесь с нашими характеристиками по гидроабразивной резке, электроэрозионной обработке и 5-осевой обработке.
.Плоский шлифовальный станок DIY для изготовления прецизионных деталей в домашних условиях
Плоскошлифовальные станки — это станки, которые могут сделать поверхность детали очень плоской, очень гладкой и очень параллельной поверхности детали, которая установлена на станке. Плоскошлифовальные станки обычно имеют вращающийся шлифовальный круг, подвешенный над движущейся станиной. Станина перемещает деталь назад и вперед под шлифовальным кругом, удаляя за один раз очень небольшое количество материала, иногда до десятитысячной доли дюйма (o.0001 ″) для изготовления прецизионной детали.
 [Даниэль] — специалист по инструментам, ему нужен плоскошлифовальный станок. Ему не требовалась сверхточная коммерческая шлифовальная машина, поэтому он решил сделать ее сам. Это сложный проект, состоящий из множества других инструментов. [Даниэль] уже имел мини-стан с ЧПУ и решил, что это будет хорошей платформой для начала. В конце концов, мельница была жесткой и уже имела автоматизированные оси X и Y. Для двигателя болгарки нет ничего более экономичного, чем использование обычной угловой шлифовальной машины, но возникли две существенные проблемы.Во-первых, ни одна компания не производила широкие шлифовальные круги для угловой шлифовальной машины. [Даниэлю] пришлось модифицировать свой шпиндель, чтобы приспособить его к стандартному шлифовальному кругу. Вторая проблема заключается в том, что новый шлифовальный круг имел максимальное число оборотов в минуту 4400. Угловая шлифовальная машина может достигать 10 600 оборотов в минуту. Чтобы замедлить угловую шлифовальную машину, регулятор скорости был взят из старого фрезерного станка с регулируемой скоростью и интегрирован с угловой шлифовальной машиной. Задача решена. Затем было сделано крепление для прикрепления угловой шлифовальной машины к оси Z мельницы.
[Даниэль] — специалист по инструментам, ему нужен плоскошлифовальный станок. Ему не требовалась сверхточная коммерческая шлифовальная машина, поэтому он решил сделать ее сам. Это сложный проект, состоящий из множества других инструментов. [Даниэль] уже имел мини-стан с ЧПУ и решил, что это будет хорошей платформой для начала. В конце концов, мельница была жесткой и уже имела автоматизированные оси X и Y. Для двигателя болгарки нет ничего более экономичного, чем использование обычной угловой шлифовальной машины, но возникли две существенные проблемы.Во-первых, ни одна компания не производила широкие шлифовальные круги для угловой шлифовальной машины. [Даниэлю] пришлось модифицировать свой шпиндель, чтобы приспособить его к стандартному шлифовальному кругу. Вторая проблема заключается в том, что новый шлифовальный круг имел максимальное число оборотов в минуту 4400. Угловая шлифовальная машина может достигать 10 600 оборотов в минуту. Чтобы замедлить угловую шлифовальную машину, регулятор скорости был взят из старого фрезерного станка с регулируемой скоростью и интегрирован с угловой шлифовальной машиной. Задача решена. Затем было сделано крепление для прикрепления угловой шлифовальной машины к оси Z мельницы.
Магнитный патрон, установленный на станине мельницы, используется для удержания металлических деталей. На патроне есть рычаг, который при перемещении в одном направлении создает магнитное поле, чтобы прочно удерживать металлическую деталь на патроне во время обработки. Когда рычаг перемещается в другом направлении, деталь высвобождается и может быть снята с плоскошлифовального станка.
Чтобы использовать свой новый плоскошлифовальный станок, [Даниэль] создает файл g-кода ЧПУ, чтобы перемещать свою заготовку вперед и назад под шлифовальным кругом.Возможность контролировать глубину резания и скорость подачи с помощью его станка с ЧПУ исключает человеческий фактор в процессе шлифования и оставляет стабильную отделку детали. Посмотрите видео после перерыва.
.
