Что такое плашка, виды и применение, отличие от лерки.
Плашка – это специальный металлорежущий инструмент, предназначенный для подготовки наружных резьб различного типа или их калибровки. Плашка применяется для ручной и машинной нарезки, может быть использована в качестве оснастки для токарного, сверлильного и других типов металлорежущих станков. Простота конструкции и универсальность плашки дают возможность применять их и в быту для разовых работ, и в условиях серийного производства.
Устройство плашки, её отличие от лерки
Плашка для нарезания резьбы представляет собой гайку с осевыми отверстиями формирующими режущие кромки, а также стружечными отверстиями для отвода образуемой стружки в процессе работы. Рабочая часть представляет собой, как правило, внутренний конус с 8-10 витками, из которых 2-3 витка представляет собой заборная часть. Могут иметь цельную, раздвижную или разрезную конструкцию. Разрезные и раздвижные плашки имеют возможность изменения диаметра нарезаемой резьбы.
Материалом плашки являются легированные стали 9ХС, ХВСГВ. Широко применяются быстрорежущие стали – Р18, Р6М5К8, Р5М5 и другие, а также твердые сплавы. Марка стали, вместе с обозначением и степенью точности, указывается на корпусе плашки (за исключением стали 9ХС).
Часто возникает вопрос – что такое лерка и в чем её отличие от плашки. Ранее существовало деление — плашками назывались наборные, регулируемые инструменты для подготовки резьб большого диаметра. Лерки – это цельные пластины с отверстием и канавками, как правило, малого диаметра. Сейчас обе разновидности инструмента чаще всего называют плашками.
Виды плашек
Данный инструмент классифицируется по форме корпуса и конструкции. В зависимости от формы корпуса существуют следующие виды плашек:
- трубчатые;
- квадратные;
- шестигранные;
- круглые.
Устройство плашки более всего характеризует конструкция корпуса, которая может быть:
- цельной;
- раздвижной;
- разрезной.


Кратко остановимся на наиболее популярных конструкциях. Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наружный диаметр круглой плашки зависит от диаметра резьбы и стружечных отверстий. Чем больше диаметр стружечных отверстий, тем легче осуществляется удаление стружки. Но, соответственно, необходим и больший расход материала, и более высокие размеры комплектующих – воротков, патронов и т. д.
Для получения резьбы высокого класса точности (метрической, конической, трубной) применяются цельные плашки, обладающими наибольшими показателями жесткости. Недостатком является уменьшенная износостойкость в сравнении с инструментом в других типах корпусов.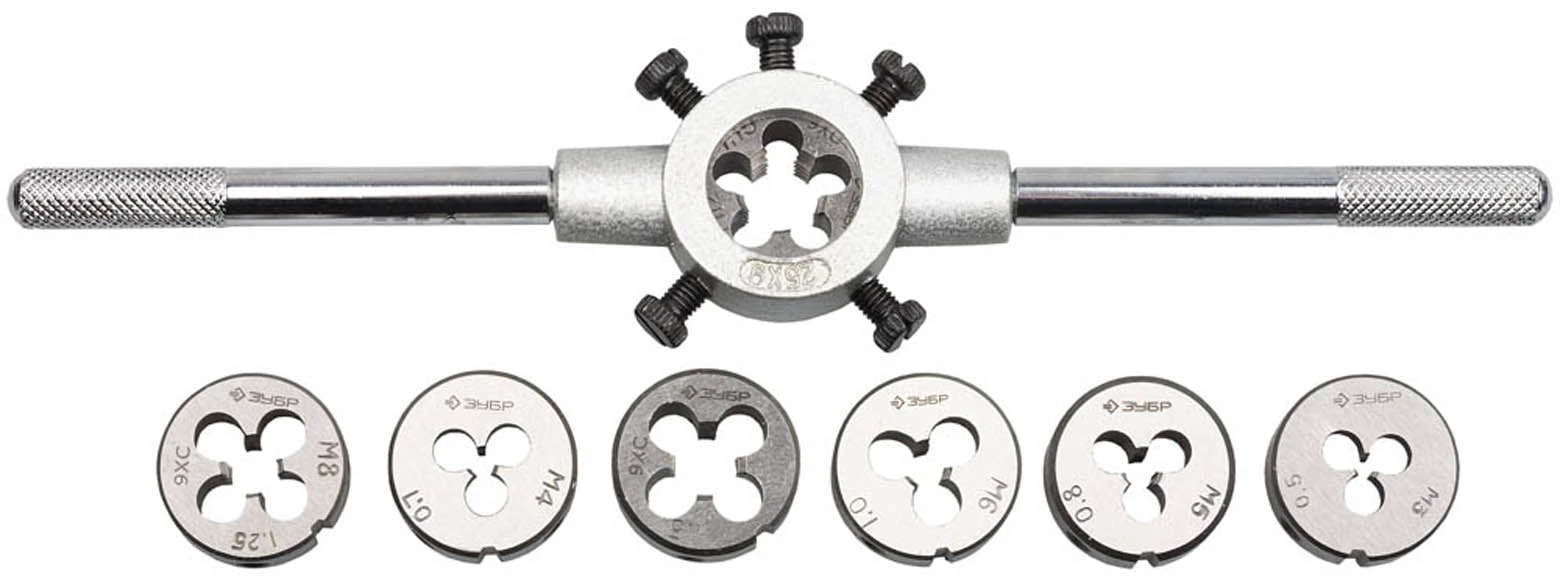
Раздвижные плашки. Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Применение и ГОСТ
Существуют следующие ГОСТы регулирующие параметры плашек для нарезания резьб:
- ГОСТ 13536 – для круглых резьб.
- ГОСТ 6211 – регулирует характеристики конических резьб.
- ГОСТ 6111 – дюймовые резьбы.
- ГОСТ 9740 – цилиндрические резьбы.
- ГОСТ 9150 – регулирует параметры метрических резьб.
Плашкой можно нарезать наружные резьбы различного типа (цилиндрические, конические, трубные, метрические и т. д.) на трубах и круглых стальных заготовках. Они широко применяются при сборке трубопроводов, изготовлении шпилек и болтов, прогонке резьб и в других целях. Одним из преимуществ плашки является её компактность, возможность применения в полевых условиях, работы в труднодоступных местах с ограниченным доступом.
Они широко применяются при сборке трубопроводов, изготовлении шпилек и болтов, прогонке резьб и в других целях. Одним из преимуществ плашки является её компактность, возможность применения в полевых условиях, работы в труднодоступных местах с ограниченным доступом.
Что такое лерка инструмент — Морской флот
Для нарезания наружной резьбы может применяться плашка, которая называется леркой. Как правило, плашки для нарезки резьбы предназначены для обработки цилиндрических поверхностей. Существует просто огромное количество различных видов этого инструмента, все они обладают своими определенными особенностями.
Классификация плашек
В последнее время при изготовлении плашек применяется инструментальная сталь
- Форма.
- Способ нарезания.
- Конструкция корпуса.

По форме различают следующие плашки:
- В виде квадрата. Наружная часть корпуса может иметь форму квадрата, за счет чего упрощается передача усилия.
- Трубчатые получили весьма широкое распространение.
- В виде шестигранника.
- Инструмент с круглой формой корпуса также получил широкое распространение. Они позволяют получить резьбу мелкого или крупного шага, метрического или дюймового типа.
Лерка для нарезки резьбы по конструктивным признакам бывает следующего типа:
- Цельные — довольно простой инструмент, который имеет цельный корпус. Характеризуется низкой стоимостью и простотой в применении.
- Разрезные обладают сложной формой внутреннего пространства.
- Раздвижные имеют сложную конструкцию, которая может применяться для нарезания резьбы на цилиндрических поверхностях различного диаметра. Это обеспечивается за счет создания корпуса с подвижными элементами.
 Это обеспечивается за счет создания корпуса с подвижными элементами.
Это обеспечивается за счет создания корпуса с подвижными элементами.По способу нарезания резьбы инструмент делится на следующие группы:
- Для круглой резьбы.
- Для цилиндрической.
- Для конической резьбы.
Наибольшее распространение получил инструмент круглой формы, так как он может использоваться для нарезания резьбы за один проход.
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.
Следует также учитывать нижеприведенную информацию:
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».
 Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг.
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов.
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
- Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
- Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
- С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
- Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
- Плашка закрепляется в специальном плашкодержателе. Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
- Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
- Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении. За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.

Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Содержание: Скрыть Открыть
Плашка – это специальный металлорежущий инструмент, предназначенный для подготовки наружных резьб различного типа или их калибровки. Плашка применяется для ручной и машинной нарезки, может быть использована в качестве оснастки для токарного, сверлильного и других типов металлорежущих станков. Простота конструкции и универсальность плашки дают возможность применять их и в быту для разовых работ, и в условиях серийного производства.
Устройство плашки, её отличие от лерки
Плашка для нарезания резьбы представляет собой гайку с осевыми отверстиями формирующими режущие кромки, а также стружечными отверстиями для отвода образуемой стружки в процессе работы. Рабочая часть представляет собой, как правило, внутренний конус с 8-10 витками, из которых 2-3 витка представляет собой заборная часть. Могут иметь цельную, раздвижную или разрезную конструкцию. Разрезные и раздвижные плашки имеют возможность изменения диаметра нарезаемой резьбы.
Рабочая часть представляет собой, как правило, внутренний конус с 8-10 витками, из которых 2-3 витка представляет собой заборная часть. Могут иметь цельную, раздвижную или разрезную конструкцию. Разрезные и раздвижные плашки имеют возможность изменения диаметра нарезаемой резьбы.
Материалом плашки являются легированные стали 9ХС, ХВСГВ. Широко применяются быстрорежущие стали – Р18, Р6М5К8, Р5М5 и другие, а также твердые сплавы. Марка стали, вместе с обозначением и степенью точности, указывается на корпусе плашки (за исключением стали 9ХС).
Часто возникает вопрос – что такое лерка и в чем её отличие от плашки. Ранее существовало деление – плашками назывались наборные, регулируемые инструменты для подготовки резьб большого диаметра. Лерки – это цельные пластины с отверстием и канавками, как правило, малого диаметра. Сейчас обе разновидности инструмента чаще всего называют плашками.
Виды плашек
Данный инструмент классифицируется по форме корпуса и конструкции. В зависимости от формы корпуса существуют следующие виды плашек:
Устройство плашки более всего характеризует конструкция корпуса, которая может быть:
Кратко остановимся на наиболее популярных конструкциях. Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наружный диаметр круглой плашки зависит от диаметра резьбы и стружечных отверстий. Чем больше диаметр стружечных отверстий, тем легче осуществляется удаление стружки. Но, соответственно, необходим и больший расход материала, и более высокие размеры комплектующих – воротков, патронов и т. д.
Для получения резьбы высокого класса точности (метрической, конической, трубной) применяются цельные плашки, обладающими наибольшими показателями жесткости. Недостатком является уменьшенная износостойкость в сравнении с инструментом в других типах корпусов.
Раздвижные плашки. Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Применение и ГОСТ
Существуют следующие ГОСТы регулирующие параметры плашек для нарезания резьб:
- ГОСТ 13536 – для круглых резьб.
- ГОСТ 6211 – регулирует характеристики конических резьб.
- ГОСТ 6111 – дюймовые резьбы.
- ГОСТ 9740 – цилиндрические резьбы.
- ГОСТ 9150 – регулирует параметры метрических резьб.
Плашкой можно нарезать наружные резьбы различного типа (цилиндрические, конические, трубные, метрические и т. д.) на трубах и круглых стальных заготовках. Они широко применяются при сборке трубопроводов, изготовлении шпилек и болтов, прогонке резьб и в других целях. Одним из преимуществ плашки является её компактность, возможность применения в полевых условиях, работы в труднодоступных местах с ограниченным доступом.
Одним из преимуществ плашки является её компактность, возможность применения в полевых условиях, работы в труднодоступных местах с ограниченным доступом.
Плашка для нарезания резьбы представляет собой металлическую основу (используется быстрорежущая или инструментальная легированная сталь) с рабочей частью в виде канавок с режущей кромкой. Посредством этого инструмента вы можете сделать резьбу на трубах, стержнях, болтах и прочем. Она может быть цилиндрической и конической. Важно: резьба должна нарезаться за один круг, только тогда она будет по-настоящему качественной.
Плашки с рабочей областью из калибрующих и режущих конических кромок подходит для нарезания конической резьбы. Калибрующий элемент отвечает за размер и профиль резьбы, а режущая — наносит ее.
Часто возникает вопрос – что такое лерка и в чем её отличие от плашки. Ранее существовало деление – плашками назывались наборные, регулируемые инструменты для подготовки резьб большого диаметра. Лерки – это цельные пластины с отверстием и канавками, как правило, малого диаметра. Сейчас обе разновидности инструмента чаще всего называют плашками.
Сейчас обе разновидности инструмента чаще всего называют плашками.
Различают несколько типов подразделения плашек для нанесения резьбы. Один из признаков, по которому ведется классификация, это форма. Здесь существуют следующие виды:
1. Квадратная плашка.
2. Трубчатая плашка.
3. Круглая плашка.
4. Шестигранная плашка.
Так же классификация ведется по виду корпуса:
1. С цельным корпусом.
2. С раздвижным корпусом.
3. Разрезная плашка.
Способ нарезки резьбы тоже ведет к подразделению плашек на виды:
1. Плашки для нанесения круглой резьбы.
2. Плашки для нанесения цилиндрической резьбы.
3. Плашка для нанесения конической резьбы.
4. Плашка для нанесения дюймовой и метрической резьбы.
Кроме того, сама резьба может быть различной формы:
1. Круглой.
2. Упорной.
3. Треугольной.
4. Трапециевидной.
5. Прямоугольной.
Прямоугольной.
Наиболее популярными являются плашки для нанесения резьбы на круглые предметы. Благодаря ним можно сделать резьбу за одно прохождение. Они позволяют сделать крупную или мелкую резьбу, в миллиметрах или дюймах, на трубах или болтах и так далее. В общем, спектр применения довольно широк, ровно, как и круг возможностей. Однако они применяются, когда речь идет о втором классе точности.
Выбирая плашки для нарезания резьбы, обратите внимание на ее диаметр. Чем больше окружность, тем больше будет отверстий, которые сделаны для отвода стружки, образующейся в процессе нарезания. В свою очередь, чем больше количество этих отверстий, тем дольше прослужит вся плашка. Однако размер внешнего диаметра влияет на стоимость инструмента. Ведь чем он значительнее, тем больше при производстве использовалось стали и различных комплектующих, а это означает, что себестоимость увеличивается.
Маркировка на плашке поможет легко подобрать нужный Вам инструмент. Рассмотрим ее подробнее.
«М» — метрические плашки. Цифры рядом с буквой — М1 — обозначают диаметр изделия, на котором можно нарезать резьбу. Последующие цифры — М1*0,5 — говорят о шаге резьбы, то есть о расстоянии между витками.
«LH» — плашки для нанесения левосторонней резьбы. Нужны, чтобы нарезать левую резьбу. Используются довольно редко, например, в соединениях, которые вращаются.
«G» — плашки для нанесения резьбы на трубы. Цифры рядом с буквой — G1/2 — означают диаметр трубы. Он измеряется в дюймах, а не в миллиметрах, как в случае с метрическими плашками. В 1 дюйме 25,4 мм.
Небольшая таблица, переводим миллиметры в дюймы:
15мм труба – ½ дюйма
20мм – ¾
25мм – 1 дюйм
32мм – 1 ¼
Для примера: G 1/2, G 3/4 – такими плашками можно нарезать резьбу на полдюйма и на три четверти, это самые распространённые и часто используемые размеры, используются для систем водоснабжения жилых домов.
«K» — плашки для нанесения конической резьбы. Используются для получения резьбы под конус. Применяется в основном на производствах, для топливных трубопроводов, станков.
Применяется в основном на производствах, для топливных трубопроводов, станков.
Далее рассмотрим, как правильно делать резьбу с помощью упомянутого инструмента.
Если речь идет о нанесении резьбы на трубу, то вам подойдет плашка с отверстием соответствующей величины, воротком и трубным зажимом. Клейма на плашках помогут вам с легкостью подобрать нужную. Резьба может быть левосторонней или правосторонней. Здесь не ошибиться с выбором так же поможет специальная маркировка на плашке. Буквы «LH», как уже упоминалось, означают, что инструмент предназначен для нарезания левосторонней резьбы. Так же нужно обращать внимание на марку стали изделия, на котором в скором времени появится резьба, и самой плашки.
Подготовка трубы, болта или прочего к процессу нанесения резьбы довольно проста. Посредством напильника немного обработайте место нанесения резьбы, а после намажьте его маслянистым веществом (можно использовать даже растительное масло).
Плашка вставляется в специальный вороток, а изделие — в зажим. Плашка надевается на изделие и теперь нужно сделать несколько оборотов. При этом нужно работать с нажимом, чтобы плашка врезалась в металл. Следите, чтобы инструмент и изделие были расположены строго перпендикулярно друг к другу. Не допускайте перекосов. Делая резьбу нужно совершать «подходы» по 2–3 оборота в нужном направлении и 0,5 оборота назад. Так будет продолжаться пока резьба не достигнет необходимой длины. Резьба будет более точной, если взять разрезную плашку. В ее конструкции имеются стопорные винты, позволяющие контролировать и изменять диаметр резьбы.
Плашка надевается на изделие и теперь нужно сделать несколько оборотов. При этом нужно работать с нажимом, чтобы плашка врезалась в металл. Следите, чтобы инструмент и изделие были расположены строго перпендикулярно друг к другу. Не допускайте перекосов. Делая резьбу нужно совершать «подходы» по 2–3 оборота в нужном направлении и 0,5 оборота назад. Так будет продолжаться пока резьба не достигнет необходимой длины. Резьба будет более точной, если взять разрезную плашку. В ее конструкции имеются стопорные винты, позволяющие контролировать и изменять диаметр резьбы.
Что касается внутренней резьбы, то тут не обойтись без специального метчика. При этом их нужно использовать как минимум три — черновой, средний и чистовой. Они различаются по количеству рисок в хвостовой части. У чернового она одна, у среднего — две, а у чистового — три. С каждым метчиком нужно сделать по одному проходу.
Лерка — это… Что такое Лерка?
лерка — прогонка, плашка Словарь русских синонимов. лерка сущ., кол во синонимов: 2 • плашка (5) • прогонка … Словарь синонимов
лерка сущ., кол во синонимов: 2 • плашка (5) • прогонка … Словарь синонимов
ЛЕРКА — устаревшее название плашки … Большой Энциклопедический словарь
ЛЕРКА — (прогонка) инструмент для нарезания винтов; состоит из стальной пластины, в которой имеется отверстие с винтовой нарезкой, снабженное прорезями для образования режущих кромок. Л. отличается от плашки тем, что та состоит из двух частей, а Л.… … Морской словарь
Лерка — – прогонка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, Л. – неразъёмный инструмент, даёт более точную резьбу (особенно… … Энциклопедия терминов, определений и пояснений строительных материалов
ЛЕРКА — (прогонка) инструмент для нарезания наружной резьбы с помощью режущих кромок резьбового отверстия, выполненного в круглой стальной пластине. (См. .) … Большая политехническая энциклопедия
(См. .) … Большая политехническая энциклопедия
лерка — и; мн. род. рок, дат. ркам; ж. Спец. Инструмент для нарезания наружной резьбы. Нарезать резьбу леркой. * * * лерка устаревшее название плашки. * * * ЛЕРКА ЛЕРКА, устаревшее название плашки (см. ПЛАШКА) … Энциклопедический словарь
Лерка — прогонка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, Л. неразъёмный инструмент, даёт более точную резьбу (особенно малых… … Большая советская энциклопедия
ЛЕРКА — прогонка, применявшееся ранее назв. нарезной плашки … Большой энциклопедический политехнический словарь
Лерка — … Википедия
лерка — л ерка, и, род. п. мн. ч. л ерок (инструмент) … Русский орфографический словарь
Плашка (лерка).
 Конструкция и классификация
Конструкция и классификацияПлашка является специальным металлорежущим инструментом, предназначенным для создания наружной резьбы либо для ее калибровки на цилиндрических заготовках. Помимо ручной нарезки, лерка (это еще одно название плашки) может применяться в качестве оснастки, с помощью которой выполняется машинная нарезка. Для этого она устанавливается на металлорежущих станках, например, сверлильных либо токарных. Простота конструкции плашки в сочетании с универсальностью обеспечивает возможность ее использования в условиях серийного промышленного производства, а также в быту, где обычно выполняются разовые работы.
Классификация плашек
Плашки принято подразделять на типы по нескольким критериям.
Конструкция
Инструмент данного типа выпускается в нескольких конструктивных исполнениях. Рассмотрим их.
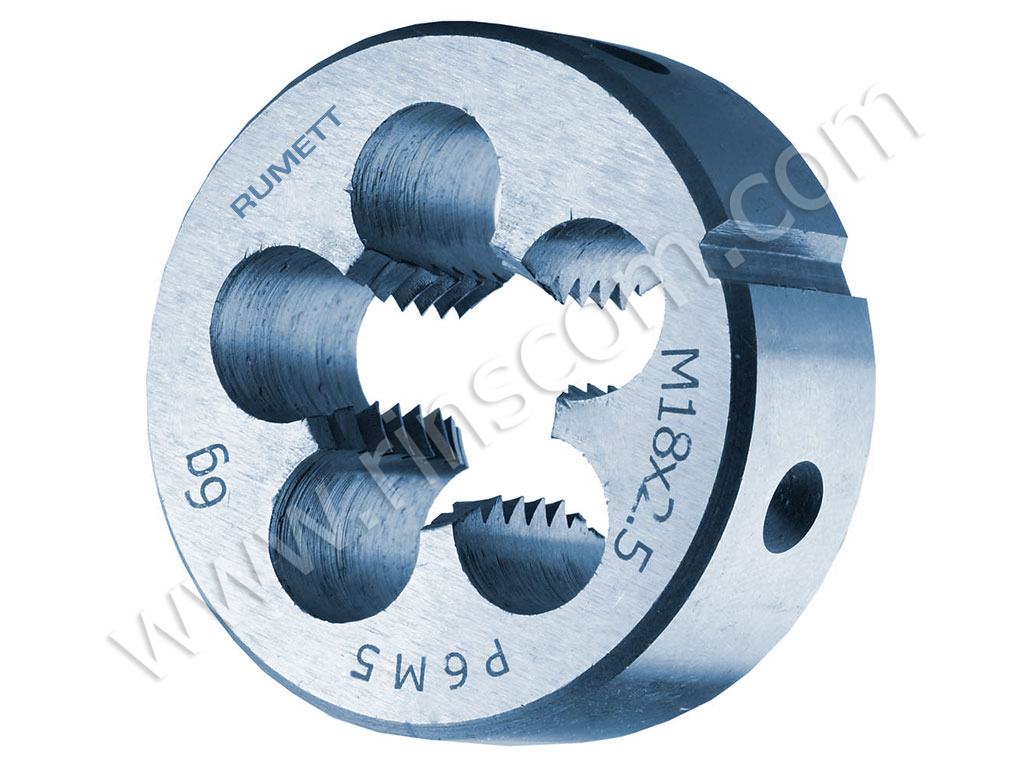
Плашка круглая. Наиболее широкое распространение получил вариант лерки, по внешнему виду вызывающий ассоциацию с крупной гайкой округлой конфигурации. В центре имеется отверстие, в котором располагаются режущие кромки с витками (от 8 до 10 штук), характеризующимися разной остротой заточки.
В центре имеется отверстие, в котором располагаются режущие кромки с витками (от 8 до 10 штук), характеризующимися разной остротой заточки.
-
Заборная часть состоит из 2-3 витков. Заточены они максимально остро.
-
Из оставшихся 8-7 витков состоит вторая часть – калибровочная. Предназначение этих витков – удаление стружки, образовавшейся в ходе процесса нарезания резьбы.
-
Стружечные канавки. Находятся они между режущими кромками. Выполняют функцию, соответствующую названию: через эти канавки отводится стружка.
-
Гнезда для закрепления. Располагаются они на внешней поверхности и служат для фиксации в плашкодержателе.
Лерки разрезные.
В их теле проделана прорезь размером 0,5мм≤S≤1,5 мм. Благодаря такой конструкции эти плашки обладают пружинящими свойствами.
 Подобное исполнение предоставляет возможность регулировать резьбовой диаметр в диапазоне 0,1 мм ≤dр≤ 0,25 мм. Недостаток разрезной плашки – пониженная жесткость. По этой причине у профиля нарезаемой ею резьбы могут фиксироваться неточные размеры.
Подобное исполнение предоставляет возможность регулировать резьбовой диаметр в диапазоне 0,1 мм ≤dр≤ 0,25 мм. Недостаток разрезной плашки – пониженная жесткость. По этой причине у профиля нарезаемой ею резьбы могут фиксироваться неточные размеры.Раздвижные плашки.
Их другое широко распространенное название –призматические. Конструкция включает две одинаковые части – т.н. полуплашки. На каждой половинке имеются цифры – «1» либо «2». Такая маркировка помогает правильно их закрепить в специальном приспособлении, получившем название клупп. На внешней стороне полуплашек проделаны пазы, служащие для надежной установки этих частей в сам клупп. Их перекос исключен за счет использования сухаря. Он размещается между полуплашкой и винтом.
Направление резьбы
Резьба бывает левой (нарезка ниток осуществлена против движения часовой стрелки), и правой (витки нарезаются по движению часовой стрелки). Этот фактор тоже используется в качестве критерия для подразделения плашек на виды.
-
Правые. Применяются для нарезания резьбы на наиболее часто встречающихся моделях стержневых крепежных элементов, как винтов, так и болтов.
-
Левые. Используются заметно реже. Объекты применения – механизмы вращения, специфические автомобильные компоненты и. в целом, где крепеж с правой нарезкой раскручивается.
Профиль
Резьбонарезные инструменты рассматриваемого типа по критерию «Профиль» образуют следующие группы:
-
метрические. В соответствии с названием нарезают резьбу метрическую. Маркировка включает две позиции: первая –литера «M», а вторая – цифра/число, отображающие значение резьбового диаметра в миллиметрах. Шаг резьбы может быть крупным либо мелким. Технические характеристики метрических плашек описаны в ГОСТе 19740-71;
-
цилиндрические трубные.
Определить, что лерка относится к этой группе, можно по наличию на корпусе английской буквы «G». Единица измерения резьбы данного типа – английский дюйм, равный 2,54 сантиметра. Соответственно, увидев на лерке обозначение G 1/2”, можно сделать вывод, что с помощью данного инструмента нарезается полудюймовая резьба. Он широко применяется для работы с элементами систем водоснабжения, а также с патрубками отопительных агрегатов;
-
конические трубные. Идентифицируются наличием на корпусе буквы «К». Такая маркировка не позволяет спутать плашки этого типа с иными разновидностями. Применяются в случае необходимости формирования конической резьбовой поверхности на деталях узлов технологического оборудования и в ответственных скреплениях, работающих под воздействием большой нагрузки;
-
трапецеидальные. В данном случае сечение витков имеет конфигурацию равносторонней трапеции. Такая резьба нашла широкое распространение в силовых парах, которые преобразуют вращательное движение в перемещение поступательное.
Очень простой пример можно увидеть в слесарных, а также станочных тисках. Это сочетание гайки с ходовым винтом.
 Определить, что лерка относится к этой группе, можно по наличию на корпусе английской буквы «G». Единица измерения резьбы данного типа – английский дюйм, равный 2,54 сантиметра. Соответственно, увидев на лерке обозначение G 1/2”, можно сделать вывод, что с помощью данного инструмента нарезается полудюймовая резьба. Он широко применяется для работы с элементами систем водоснабжения, а также с патрубками отопительных агрегатов;
Определить, что лерка относится к этой группе, можно по наличию на корпусе английской буквы «G». Единица измерения резьбы данного типа – английский дюйм, равный 2,54 сантиметра. Соответственно, увидев на лерке обозначение G 1/2”, можно сделать вывод, что с помощью данного инструмента нарезается полудюймовая резьба. Он широко применяется для работы с элементами систем водоснабжения, а также с патрубками отопительных агрегатов;
 Очень простой пример можно увидеть в слесарных, а также станочных тисках. Это сочетание гайки с ходовым винтом.
Очень простой пример можно увидеть в слесарных, а также станочных тисках. Это сочетание гайки с ходовым винтом.
Материал изготовления
В качестве сырья для производства плашек используются стали следующих марок:
-
легированная специализированная инструментальная 9XC;
-
легированная инструментальная XBCГФ;
-
быстрорежущая инструментальная P18;
-
вольфраммолибденовая быстрорежущая инструментальная P6M5 и Р6М5К5;
-
самозакаливающаяся инструментальная быстрорежущая молибденкобальтсодержащая Р6М5Ф2К8
Изготавливаться лерки могут также из твердых сплавов, утвержденных ГОСТом 3882-74. Их перечень содержится в таблице.
Их перечень содержится в таблице.
|
Группа |
Марка металла |
Физико-механические характеристики |
||
|
Твердость НRА, не меньше |
Плотность, г/см3 |
Предел прочности при воздействии на изгиб кгс/мм2, не меньше |
||
|
Титано-тантало-вольфрамовая |
T8K7 |
90,5 |
12,8-13,1 |
155 |
|
TT20K9 |
91,0 |
12,0-12,5 |
150 |
|
|
TT10K8Б |
80,9 |
13,5-13,8 |
165 |
|
|
TT8K6 |
90,5 |
12,8-13,3 |
135 |
|
|
TT7K12 |
87,0 |
13,0-13,3 |
170 |
|
|
Титано-вольфрамовая |
T5K10 |
88,5 |
12,5-13,1 |
145 |
|
T14K8 |
89,5 |
11,2-11,6 |
130 |
|
|
T15K6 |
90,0 |
11,1-11,6 |
120 |
|
|
T30K4 |
92,0 |
9,2-9,8 |
100 |
|
|
Вольфрамовая |
BK20-KC |
82,0 |
13,4-13,7 |
215 |
|
BK15 |
86,0 |
13,9-14,4 |
190 |
|
|
BK11-BK |
87,0 |
14,1-14,4 |
||
|
BK20 |
84,0 |
13,4-13,7 |
210 |
|
|
BK10-KC |
85,0 |
14,2-14,6 |
190 |
|
|
BK11-B |
86,0 |
14,1-14,4 |
200 |
|
|
BK4-B |
88,0 |
14,9-15,2 |
150 |
|
|
BK10-XOM |
89,0 |
14,3-14,7 |
||
|
BK10 |
87,0 |
14,2-14,6 |
180 |
|
|
BK8-BK |
87,5 |
14,5-14,8 |
||
|
BK8-B |
86,5 |
14,4-14,8 |
185 |
|
|
BK8 |
88,0 |
14,5-14,8 |
170 |
|
|
BK6-B |
87,5 |
14,6-15,0 |
170 |
|
|
BK6-OM |
90,5 |
14,7-15,0 |
130 |
|
|
BK6-M |
90,0 |
14,8-15,1 |
145 |
|
|
BK3-M |
91,0 |
15,0-15,3 |
120 |
|
|
BK6 |
88,5 |
14,6-15,0 |
155 |
|
|
BK3 |
89,5 |
15,0-15,3 |
120 |
|
Плашки, режущие кромки которых выполнены из этих твердых сплавов, способны наносить резьбу на стержни из высоколегированной стали. Они хорошо подходят для применения в промышленных условиях.
Они хорошо подходят для применения в промышленных условиях.
Как нарезается с помощью лерки резьба
Прежде чем приступить собственно к нарезанию резьбы, на торце заготовки следует снять фаску под углом 45 градусов. Это облегчит накатку первых витков благодаря возможности расположить плашку так, чтобы ее ось была строго параллельной оси обрабатываемой детали. Затем следует выполнить следующие действия:
-
заготовка закрепляется в слесарных тисках. При этом нужно контролировать, чтобы ее ось была ориентирована строго вертикально;
-
инструмент и заготовка смазываются техническим маслом;
-
плашка прикладывается к торцу прута строго горизонтально;
-
далее проделываются несколько начальных вращений этого инструмента;
-
если на первых кругах замечается явный перекос, следует снять лерку, обстучать обрабатываемый пруток и начать работу заново;
-
вращение инструмента в начале процедуры нарезки должно сопровождаться равномерным нажатием на ручки плашкодержателя;
-
создав несколько первых витков, следует проконтролировать горизонтальность лерки и воротка.
Для этого нужно использовать уровень. Если инструмент ориентирован в пространстве правильно, нарезание резьбы продолжается на всю длину заготовки;
-
сделав один-два витка, чтобы удалить стружку, нужно провернуть лерку в обратном направлении на пол-оборота;
-
когда будет достигнута примерно середина отрезка заготовки, на котором нарезается резьба, усилие нажатия можно ослабить по причине начала процесса самозатягивания;
 Для этого нужно использовать уровень. Если инструмент ориентирован в пространстве правильно, нарезание резьбы продолжается на всю длину заготовки;
Для этого нужно использовать уровень. Если инструмент ориентирован в пространстве правильно, нарезание резьбы продолжается на всю длину заготовки;
- завершив нарезку, инструмент следует просто вернуть в исходное положение по проделанной резьбе и снять его с заготовки.
Заключение
Рекомендуем просмотреть непродолжительное видео о нарезании внешней резьбы плашкой. Это поможет вам выполнить такую работу качественно с первого раза, даже при отсутствии опыта. Запуск ролика осуществляется по стандартной схеме: сначала курсор наводится на картинку, размещенную ниже, а потом выполняются действия, указанные в высветившейся подсказке.
Это поможет вам выполнить такую работу качественно с первого раза, даже при отсутствии опыта. Запуск ролика осуществляется по стандартной схеме: сначала курсор наводится на картинку, размещенную ниже, а потом выполняются действия, указанные в высветившейся подсказке.
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Лерка для нарезки резьбы. Раскрываем особенности работы
Формообразование резьбы в производственных и домашних условиях – часто вcтречающаяся проблема. Без подобных операций нельзя проложить сантехнические коммуникации, произвести ремонт и прокладку трубопроводов, изготовить крепёжную деталь. Лерки (плашки), как инструмент для получения резьбы на трубах и сплошных металлических стержнях – непременный атрибут домашнего мастера.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.

Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
 Набор инструментов. Плашки, лерки, прогонки, метчики» src=»https://www.youtube.com/embed/4JuLJQQx-ZM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Набор инструментов. Плашки, лерки, прогонки, метчики» src=»https://www.youtube.com/embed/4JuLJQQx-ZM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Плашки (лерки) для создания резьбы: виды и отличия
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – «М». Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками
Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками
Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный
Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.
Плашка левая все может сказать о себе одним названием. Такие приспособления необходимы, когда нужна левая резьба. Эти работы не так уж часты, но, тем не менее, они бывают, поэтому и для них нужны специальные инструменты. Допустим, нужно выполнить резьбу в соединениях, которые потом должны вращаться. А если же в таком соединении сделать обычную правую резьбу, то результат будет таков – все они тут же раскрутятся обратно. Найти такие плашки можно по маркировке, они обозначены так – «LN».
Плашка трубная предназначена для изготовления цилиндрической резьбы, и это могут быть не только небольшие трубки, а также шпильки, стержни и трубы, но только большого диаметра. Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у металлических труб не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы «К».
Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у металлических труб не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы «К».
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.

По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы
М6
М8
М10
М12
М16
М20
Диаметр исходного стержня (или трубчатой заготовки),мм
5,80…5,95
7,75…7,90
9,70…9,95
11,80…11,95
15,80…15,95
19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Дюймовая и метрическая нарезка
Характерным отличием считается несколько параметров:
- Измерение детали выражается в дюймах.
- Профиль резьбы напоминает равнобедренный треугольник, вершина которого составляет 55 градусов.
- Отличается большим шагом.
- Крупный профиль.
- Высокая прочность.
В России все измерения выполняются в метрической системе.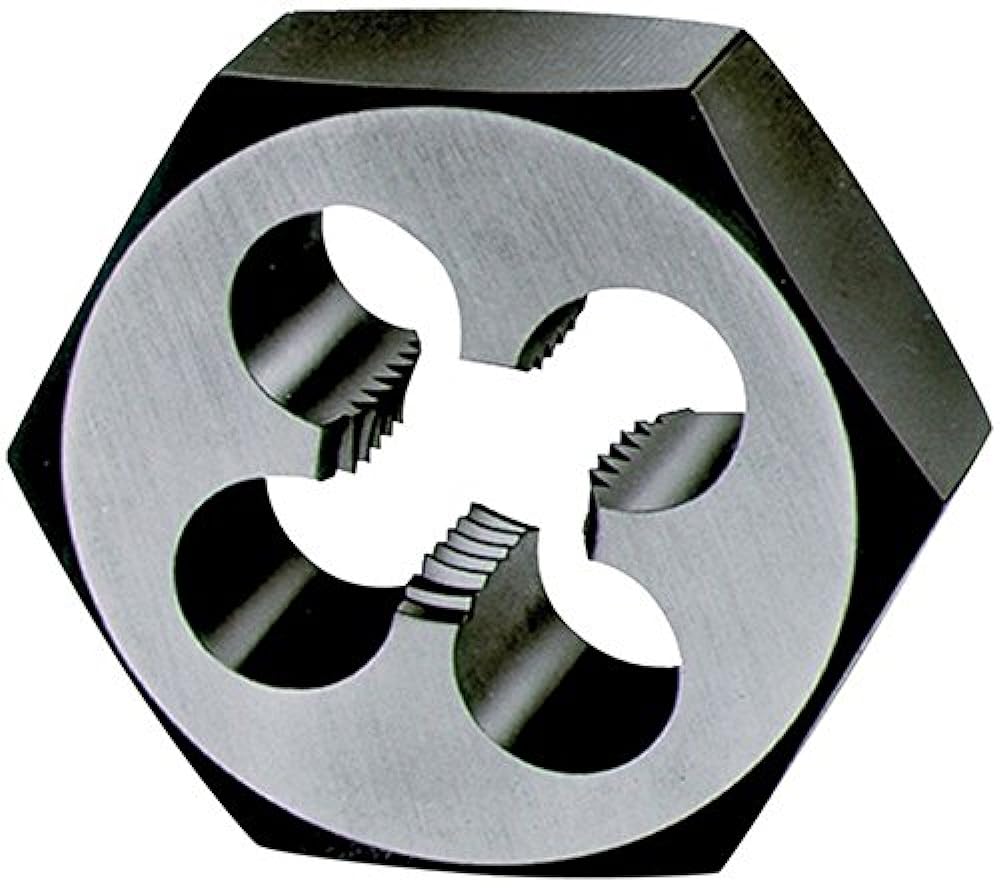 Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
- Размеры указываются в миллиметрах.
- Профиль напоминает равносторонний треугольник.
- Небольшой шаг.
Для соединения водопроводных труб применяется дюймовая система, изготовление крепёжных деталей делается в метрической системе. Если арматура накручивается согласно движению часовой стрелки, соединение называется правым. Если наоборот, резьба считается левой.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.

Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.

Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Правила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации.
нарезание резьбы плашкой
Watch this video on YouTube
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.

Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.
Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Классификация плашек
Классифицируются плашки по такому признаку, как форма на :
- трубчатые;
- квадратные;
- круглые;
- шестигранные.
Кроме этого они могут иметь различную конструкцию корпуса:
- цельную;
- раздвижную;
- разрезную.

По способу нарезки резьбы:
- для круглой резьбы они должны изготавливаться по ГОСТ 13536–68;
- для нарезания цилиндрической резьбы на трубах — ГОСТ 9740–71;
- для конической резьбы должны соответствовать ГОСТ 6211–81;
- для дюймовой и метрической резьбы, соответственно — ГОСТ 6111–52 и ГОСТ 9150–81.
Самыми распространёнными плашками являются изделия круглой формы. С их помощью можно нарезать резьбу за одно прохождение, а не за три-четыре, что присуще для раздвижных плашек. Но работать с ними можно только в том случае, когда к резьбе предъявляются требования по второму кассу точности. С их помощью можно нарезать резьбу с крупным шагом в метрическом измерении, можно и с мелким шагом, сделать трубную резьбу, дюймовую резьбу. Если требования к резьбе очень высокие, то такие плашки не подойдут, так как при их изготовлении ее рабочая часть поле термообработки не проходит процесс шлифовки.
От того, какой диаметр стружечных отверстий и размер нарезаемой резьбы, зависит ее наружный диаметр. Чем больше отверстия, тем лучше происходит отвод стружки, что в свою очередь уменьшает вероятность выхода из строя режущих кромок. При этом стоит учитывать, что чем больше стружечные отверстия, тем больше ее наружный диаметр. Поэтому для изготовления таких плашек требуется не только больше исходного материала, так и всех дополнительных комплектующих деталей, которые требуются для их крепления — воротков и различных патронов.
Чем больше отверстия, тем лучше происходит отвод стружки, что в свою очередь уменьшает вероятность выхода из строя режущих кромок. При этом стоит учитывать, что чем больше стружечные отверстия, тем больше ее наружный диаметр. Поэтому для изготовления таких плашек требуется не только больше исходного материала, так и всех дополнительных комплектующих деталей, которые требуются для их крепления — воротков и различных патронов.
Что такое плашка — РИНКОМ
Содержание
- Что такое плашка и для чего она применяется
- Конструкция плашки
- Чем плашка отличается от лерки
- Виды плашек, применяемых в слесарном деле
- Конструкция
- Тип нарезаемой резьбы
- Направление нарезаемой резьбы
- Материалы для изготовления плашек
- Как нарезать резьбу при помощи плашки
- Где купить качественные плашки для нарезания внешних резьб
Что такое плашка или лерка, знает каждый мастер, но новичкам в слесарном деле будет очень полезно изучить нашу статью.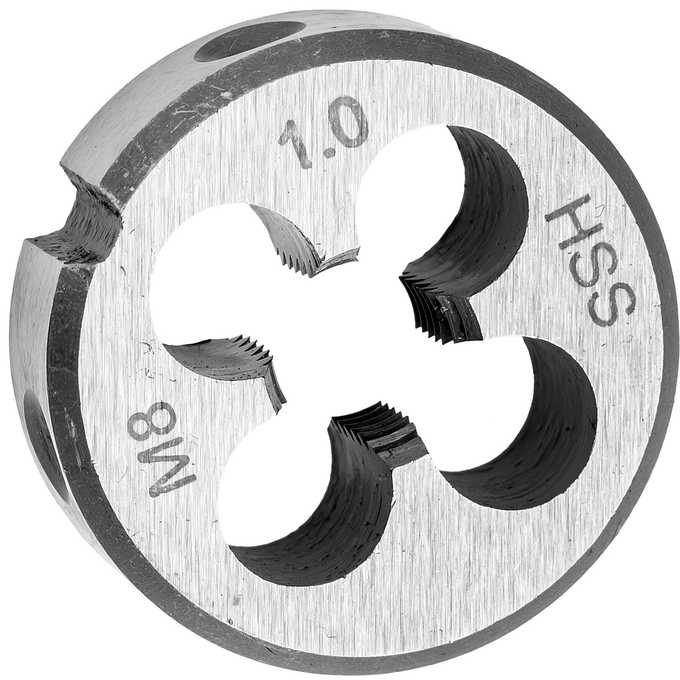 В ней мы дадим ответы на следующие вопросы.
В ней мы дадим ответы на следующие вопросы.
-
Что такое плашки и для чего они применяются?
-
Какие инструмент имеет конструктивные особенности?
-
Чем плашка отличается от лерки?
-
Какие виды плашек применяют в слесарном деле?
-
Из чего их изготавливают?
-
Как пользоваться плашками?
Что такое плашка и для чего она применяется
Плашка — это распространенный инструмент, предназначенный для нарезания внешних резьб и их калибровки. При помощи этих приспособлений изготавливают трубы, стержни, болты, шпильки, а также иные детали и изделия.
Фотография №1: Плашка
Конструкция плашки
По конструкции плашка напоминает большую гайку круглой формы. По центру расположено отверстие с режущими кромками. На ней имеются витки (8–10 шт.). Они различаются по остроте заточки.
По центру расположено отверстие с режущими кромками. На ней имеются витки (8–10 шт.). Они различаются по остроте заточки.
2–3 витка — заборная часть. Эти витки заточены максимально остро. Остальные (6–7 шт.) — калибрующая часть. Эти витки нужны для удаления стружки при нарезании резьб.
Изображение №1: 1 — заборная часть; 2 — калибрующая часть; 3 — стружечная канавка
Чем плашка отличается от лерки
Новички в слесарном деле часто спрашивают, что такое лерка и чем она отличается от плашки. Сейчас — ничем! Ранее существовало следующее условное деление.
Плашками называли регулируемые инструменты больших диаметров, а лерками — неразборные аналоги, предназначенные для нарезания высокоточных резьб. Сейчас этого деления не существует. Все приспособления называют плашками.
Фотография №2: Плашка и лерка — это один и тот же инструмент
Виды плашек, применяемых в слесарном деле
В слесарном деле применяют различные виды плашек. Их классифицируют по трем основным критериям.
Их классифицируют по трем основным критериям.
1. Конструкция
Для нарезания резьб применяют круглые, раздвижные и разрезные лерки.
-
Инструменты первого типа — это стандартные плашки, которые представляют собой цельные кольца. Они имеют высокую жесткость. Резьба, нарезанная при помощи круглой лерки, имеет высокую точность.
-
Разрезные плашки имеют поперечные разрезы. Заготовки при нарезании резьб такими лерками фиксируются менее надежно. Из-за этого ухудшается точность. Отклонения варьируются в пределах от 0,1 до 0,3 мм. Такие плашки используют для изготовления деталей и изделий, которые не применяются в ответственных соединениях.
-
Раздвижные модели имеют квадратную форму и состоят из двух частей. Они устанавливаются в клуппы и фиксируются. Такие плашки максимально удобны в использовании. При помощи специального винта можно регулировать диаметр резьбы.

Фотография №3: Раздвижные плашки
2. Тип нарезаемой резьбы
По этому критерию лерки делятся на 6 групп.
-
Метрические плашки. Применяются в слесарном деле чаще всего. С их помощью нарезают самые распространенные метрические резьбы с треугольным профилем на шпильках, болтах и иных разновидностях крепежа. Угол резьбы — 60°. Метрические лерки маркируются буквой «М».
-
Трапециевидные плашки. Имеют маркировку Tr. Эти инструменты применяют для нарезания специальных резьб на деталях, которые используются в подвижных механизмах.
-
Дюймовые плашки. Их применяют для нарезания дюймовых резьб различных типов, которые используются в таких странах, как США, Канада и Великобритания. Маркировка BSW/BSF означает, что резьба имеет крупный профиль с углом при вершине в 55°. Лерки UNC/UNF предназначены для получения американских унифицированных резьб.
У них угол при вершине равен 60°.
-
Конические плашки. Маркируются буквой «К». Применяются для получения резьб конического типа. Эти инструменты имеют удлиненные заборные части, что позволяет нарезать резьбу по всей длине заготовки. Угол при вершине — 60°.
-
Трубные плашки. Используются для нарезания резьб на трубах и запорно-регулирующей арматуре. Маркируются буквой G. Трубными плашками нарезают дюймовые резьбы.
-
Конические трубные плашки. Маркируются буквой R. У таких лерок угол заборного конуса может варьироваться от 30 до 55°. При помощи таких плашек нарезают резьбы на детали, используемые в водопроводах высокого давления.
 У них угол при вершине равен 60°.
У них угол при вершине равен 60°.
Фотография №4: Дюймовая плашка
3. Направление нарезаемой резьбы
Плашки бывают правыми и левыми. Первые используют чаще всего. С их помощью нарезают обычные резьбы по часовой стрелке на различные крепежные элементы. Левые плашки применяют гораздо реже. С их помощью изготавливают детали вращательных механизмов. Резьба нарезается против часовой стрелки.
Левые плашки применяют гораздо реже. С их помощью изготавливают детали вращательных механизмов. Резьба нарезается против часовой стрелки.
Материалы для изготовления плашек
Плашки изготавливают из сталей марок Р18, Р6М5К8, Р5М5, 9ХС, ХВСГВ и др., а также твердых сплавов. Выбор производится в зависимости от материала заготовки, на которую нужно нарезать резьбу.
Как нарезать резьбу при помощи плашки
Для нарезания резьбы при помощи плашки вам понадобится плашкодержатель
или клупп. Это похожие инструменты. С принципом их работы вы разберетесь без проблем.
Фотография №5: Плашкодержатель
Процесс нарезания резьбы при помощи плашки делится на 3 этапа.
-
Подготовка.
-
Снимите с заготовки фаску под углом в 45°. Это облегчит процесс нарезания.
-
Закрепите заготовку в тисках в строго вертикальном положении.
-
Установите плашку в плашкодержатель.
-
Получение первых витков.
-
Аккуратно поднесите плашку к заготовке.
-
Сделайте как минимум два оборота по направлению резьбы.
-
При этом нажимайте на плашкодержатель, чтобы плашка врезалась в металл.
-
Продолжение и завершение процесса.
-
Продолжайте нарезать резьбу по такому принципу: 2–3 оборота вперед и пол-оборота назад.
-
Контролируя перпендикулярное расположения плашки, получите нужное количество витков.
-
Снимите инструмент, раскрутив плашкодержатель в обратную сторону.
-
Проверьте качество нарезанной резьбы при помощи ответной детали с соответствующей резьбой.


Изображение №2: Нарезание резьбы при помощи плашек
Обратите внимание! Весть процесс нарезания резьбы должен проводиться с применением смазывающе-охлаждающей жидкости. Можно использовать моторное масло, солидол или специальные смазки.
Где купить качественные плашки для нарезания внешних резьб
Выгодно купить плашки для нарезания внешних резьб вы можете в нашем интернет-магазине. Мы предлагаем все типы резьбонарезных инструментов, а также необходимые для работы плашкодержатели и клуппы. Кроме того, доступны для заказа специальные наборы.
Если нужна помощь в выборе инструментов, обратитесь к нашему специалисту. Он подберет для вас нужные приспособления.
Мари Эгген и Хелен Хе Скрипачи Мари Эгген и Хелен Хе из региона Гудбрандсдал на северо-востоке Норвегии решили поделиться своей общей любовью к традиционной танцевальной музыке этого региона на своем втором компакт-диске, Gld. Упаковка диска с вулканическим красно-оранжевым «свечением» намекает на теплоту и цвет музыки, содержащейся внутри. Первая версия, «Brtseterhallingen», холл, полна дьявольской энергии, подразумеваемой легендой: первый скрипач, сыгравший ее, узнал мелодию от самого дьявола.Сказки о дьяволе, горных духах, привидениях и другом фольклоре замысловато вплетены в музыку, которую играют норвежские скрипачи, поэтому почти каждая мелодия имеет историю.  Музыка регионов, играющих хардфеле, и регионов «плоской скрипки» имеет много общего.В Гудбрандсдале спринглейк — это основной народный танец региона с динамичным, слегка неровным ритмом 3/4. Халлинг — это быстрый танец на 2/4, который включает акробатические и спортивные соревнования между танцорами. Вальсы, свадебные марши и колыбельные — тоже часть функционального репертуара скрипача. Как хардангеры, так и плоские скрипачи играют с двухструнными аппликатурами и смычками, заставляя одну скрипку играть две части и резонировать с обертонами. Специальные настройки струнных инструментов создают модальные тональности и изменяют настроение, уникальное для скандинавской скрипичной музыки. Музыка регионов, играющих хардфеле, и регионов «плоской скрипки» имеет много общего.В Гудбрандсдале спринглейк — это основной народный танец региона с динамичным, слегка неровным ритмом 3/4. Халлинг — это быстрый танец на 2/4, который включает акробатические и спортивные соревнования между танцорами. Вальсы, свадебные марши и колыбельные — тоже часть функционального репертуара скрипача. Как хардангеры, так и плоские скрипачи играют с двухструнными аппликатурами и смычками, заставляя одну скрипку играть две части и резонировать с обертонами. Специальные настройки струнных инструментов создают модальные тональности и изменяют настроение, уникальное для скандинавской скрипичной музыки. Эгген и Хе выступают вместе более десяти лет, выиграв несколько наград на национальных конкурсах народной музыки. Обе женщины были активными исполнительницами и учителями народной музыки. Их новый диск более традиционен и оригинален, чем их первый. Аранжировки в их недавнем сотрудничестве имеют зрелую сложность с контрастирующими ритмами и дополняющими друг друга полифоническими гармониями. Выбор мелодий на Glød принадлежит мастерам Гудбрандсдала, а также оригинальные пьесы.Спринглейк «Gammelsteinomen» чествует Ханса В. Брими, самого известного скрипача в регионе, который вдохновил молодое поколение на сохранение традиции «плоской скрипки». «Kong Oscars Vals», вальс от Яльмара Фьельхаммера, исходит от другого наставника из более раннего поколения, с одним из пышных вальсов, которые, кажется, являются норвежской специализацией. Этот, вероятно, был назван в честь короля Оскара II (1829–1907), коронационная процессия которого проходила через Гудбрандсдален. «Haugebrura», процессия, сочиненная для свадьбы друга, и «Bnsull til Elise», колыбельная для ее дочери, демонстрируют способность Мари Эгген рассказывать сказки на своей скрипке.Другие новые мелодии в традиционном стиле включают «Lerka», оригинальный спринглейк Хе, и «Mndagsmrrvals», вальс, названный в честь понедельника, когда он был написан Эггеном. Поклонникам классической музыки можно вспомнить самого известного норвежского композитора Эдварда Грейга, который использовал традиционные скрипичные мелодии в «Сюите Пер Гюнта». Доступно на cdRoots Аудио: «Brtseterhallingen» (трад.) © 2003 2L, Норвегия |
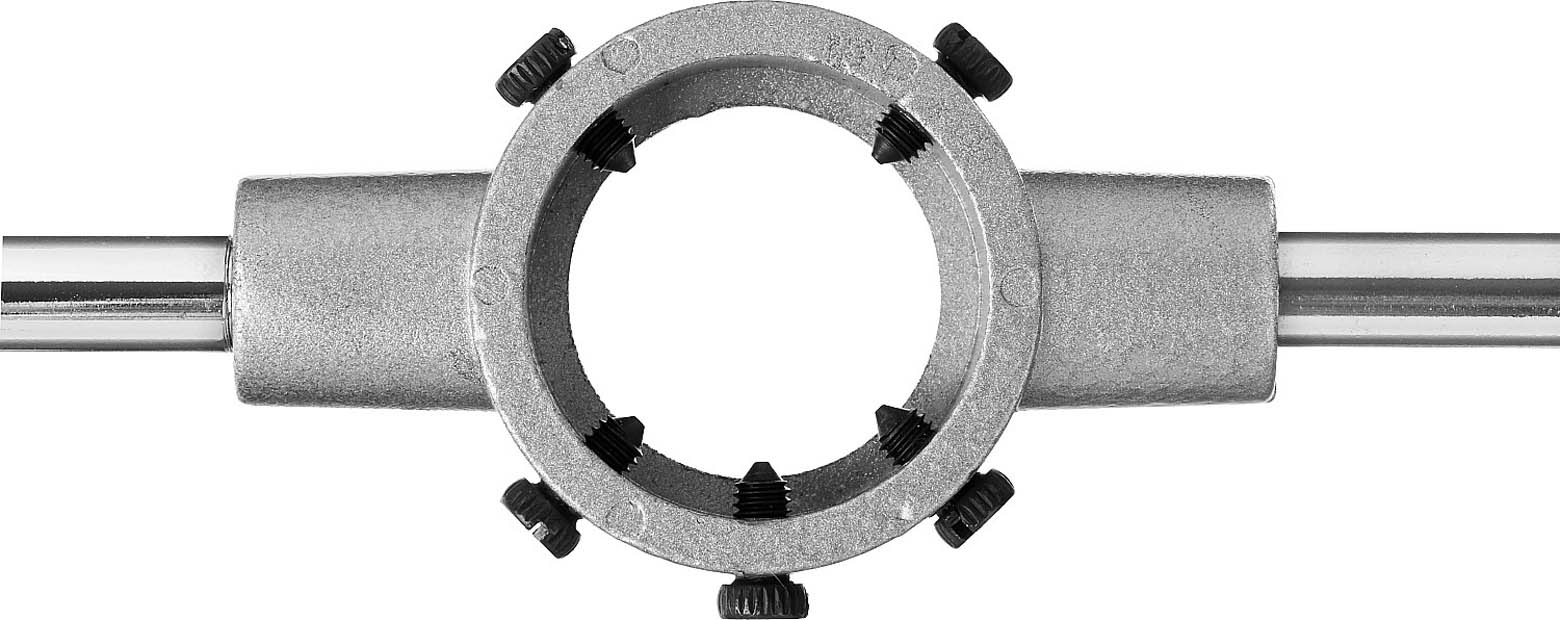 2l.no)
2l.no)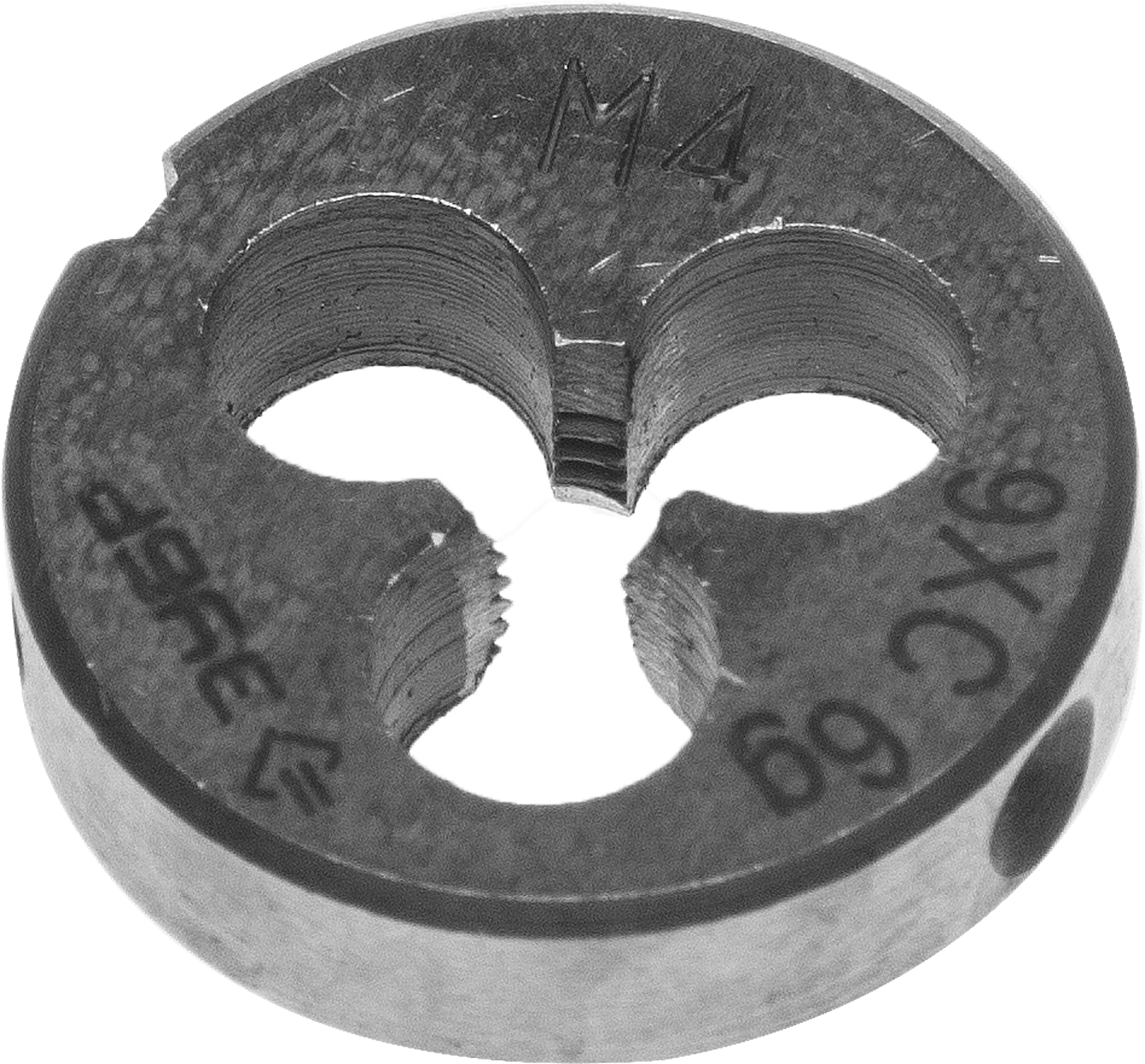
 Это отличный вариант для тех, кто любит традиционную скрипку любого жанра. — Патрис Джордж
Это отличный вариант для тех, кто любит традиционную скрипку любого жанра. — Патрис Джордж(PDF) ПОВЫШЕНИЕ НАДЕЖНОСТИ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ «АВТОГРАДЕР» ПУТЕМ МОДЕЛИРОВАНИЯ И СБОРКИ РАБОЧЕГО ОБОРУДОВАНИЯ
НОВОСТИ АН РК
286
Информация об авторах:
Геннадьевич Андрей Сергеевич , Доктор технических наук, профессор, Н.Московский государственный технический университет им. Э. Баумана,Московский автомобильно-дорожный институт, Россия; [email protected]; https://orcid.org/0000-0002-8927-5240
Жилейкин Михаил Михайлович, доктор технических наук, профессор кафедры колесных машин. Н.Е.
МГТУ им. Баумана, Россия; [email protected]; https://orcid.org/0000-0002-8851-959X
Михайловская Валерия Александровна, аспирант, Московский государственный технический университет им. Н. Э. Баумана, Россия;
lerka-mishka @ яндекс. RU; https://orcid.org/0000-0002-0067-8845
RU; https://orcid.org/0000-0002-0067-8845
Михаил Васильевич Дудкин, доктор технических наук, профессор, декан инженерного факультета Серикбаева Д.
ВКГТУ, Казахстан; [email protected]; http://orcid.org/0000-0001-5732-0724
Ким Алина Игоревна, кандидат технических наук, доцент кафедры «Технологические машины и транспорт» Д. Серикбаев
ВКГТУ, Казахстан; [email protected]; https://orcid.org/0000-0002-9332-4279
Марек Млынчак, ж.Доктор, профессор Вроцлавского университета науки и технологий, Польша; [email protected];
https://orcid.org/0000-0002-1134-3477
Кустарев Геннадий Владимирович, кандидат технических наук, профессор Московского автомобильно-дорожного института
, Россия; [email protected]; https://orcid.org/0000-0002-4194-2921
Гриб В.В., Московский автомобильно-дорожный институт, Россия; [email protected]; https://orcid.org/0000-0002-4252-2849
СПИСОК ЛИТЕРАТУРЫ
[1] Жилейкин М.М., Котиев Г. О. Моделирование систем транспортных средств. М., 2017. 275 с. (на русск. яз.).
О. Моделирование систем транспортных средств. М., 2017. 275 с. (на русск. яз.).
[2] Савельев А.Г. Обоснование параметров структурных схем и стержневых систем рабочего оборудования дорожно-
строительных машин: дис. … д-р техн. наук: 05.05.04. М., 2000. 364 с. (на русск. яз.).
[3] Котлобай А.Я., Котлобай А.А., Тамело В.Ф. Формирование направлений модернизации землеройных машин // Наука и
техника. 2013. № 5. С. 54-59.).
[4] Шевченко В., Чаплыгина О., Безценная Ж., Методы определения мер, обеспечивающих курсовую устойчивость автогрейдера
// Международный научный журнал «Машины. Технологии. Материалы », 2015. С. 78-83 (ISSN: 1313-0226) (на англ. Яз.).
[5] Шевченко В.А., Чаплыгина А.М. Аналитическая модель движения автогрейдера во время выполнения рабочих
операций // Вестник ХНАДУ. 2016. Вып. 73. С. 167–175.
[6] Недорезов И.А., Симонов Н. Имитационное моделирование рабочих процессов землеройно-транспортных машин с
с целью ранжирования их параметров // Вестник ХНАДУ. 2012. Вып. 57. С. 63-67.
2012. Вып. 57. С. 63-67.
[7] Ивашов В.И., Каповский Б.Р., Пляшешник П.И., Пчелкина В.А., Искакова Е.Л., Нурмуханбетова Д.Е. (2018)
Математическое моделирование одностадийного измельчения замороженных в блоки продуктов // Новости Национальной академии наук Республики Казахстан
.Серия геолого-технических наук. 2018. Т. 5, N 431. С. 48-65.
https://doi.org/10.32014/2018.2518-170X.9 ISSN 2518-170X (онлайн), ISSN 2224-5278 (печатная версия).
[8] Недорезов И.А. Создание эффективных рабочих органов — основной путь интенсификации рабочих процессов землеройно-
транспортных машин // Вестник СибАДИ. 2008. Вып. 2. С. 7-11; Сурашев Н., Дудкин М.В., Елемес Д., Калиева А. Планетарный вибровозбудитель
с эллиптической внутренней обоймой // Перспективные исследования материалов.20113. Тт. 694-697. С. 229-232. Trans Publications,
, Швейцария. doi: 10.4028 / www.scientific.net/ AMR.694-697 / 229
[9] Дудкин М.В., Пичугин С.Ю., Фадеев С. Н. Расчет контактной силы в рабочей точке машины // Life Science
Н. Расчет контактной силы в рабочей точке машины // Life Science
Journal. Нью-Йорк, 2013. 10 (10с): 246-250. (ISSN: 1097-8135). 11418, DOI: 10.7537 / marslsj1010s13.39.
http://www.lifesciencesite.com. 39
[10] Дудкин М.В., Пичугин С.Ю., Фадеев С.Н.Изучение машин для содержания дорог // Life Science Journal. New
York, 2013. 10 (12s): 134-138. (ISSN: 1097-8135). DOI: 10.7537 / marslsj1012s13.24. http://www.lifesciencesite.com. 24
[11] Дудкин М.В., Вавилов А.В., Пичугин С.Ю., Фадеев С.Н. Расчет взаимодействия рабочего органа дорожной машины
с поверхностью // Life Science Journal. Нью-Йорк, 2013. 10 (12s): 832-837]. (ISSN: 1097-8135).
DOI: 10.7537 / marslsj1012s13.133. http://www.lifesciencesite.com. 133
[12] Ким А., Дудкин М.В., Вавилов А., Гурьянов Г. Новый виброгрохот с дополнительными питающими элементами // Архив Гражданского
и Машиностроения. 2017. Т. 17, вып. 4. С. 786-794. © PolitechnikaWrocławska. ЕСЛИ 2,19.
https://doi.org/10.1016/j.acme.2017.02.009
[13] Сакимов М.А., Ожикенова А.К., Абдеев Б.М., Дудкин М.В., Ожикен А.К., Азаматкызы С. Определение допустимой деформации дороги
оболочка ролика переменной кривизны // Известия Национальной академии наук Республики
Казахстан.Серия геолого-технических наук. ISSN 2224-5278. 2018. Т. 3, N 429. С. 197-207. http: //www.geolog-
Technical.kz/images/pdf/g20183/197-207.pdf
[14] Дудкин М.В., Пичугин С.Ю., Фадеев С.Н. Анализ параметров рабочих элементов дорожных машин // Журнал прикладных наук Мир
. 2013. 23 (2): 151-158. (ISSN / E-ISSN: 1818-4952 / 1991-6426). Публикации IDOSI, 2013. DOI:
10.5829 / idosiwasj. 2013.23.02.13061
[15] Темирбеков Э.С., Бостанов Б.О., Каимов С.Т., Дудкин М.В., Каимов А.Т. Комбинированная траектория непрерывной кривизны
// Успехи итальянской механики. Материалы Второй Международной конференции IFToMM Италия.
Механизмы и машиноведение (MMS 68). 2019. Т. 68. IFToMM ITALY. С. 12-19. Springer Nature Switzerland AG, 2019.
2019. Т. 68. IFToMM ITALY. С. 12-19. Springer Nature Switzerland AG, 2019.
ISBN 978-3-030-03319-4. https://doi.org/10.1007/978-3-030-03320-0_2
[16] Дудки Михаил Николаевич, Ким Алина, Ким Вадим, Млынчак Марек, Кустарев Геннадий.Программа компьютерного моделирования
для анализа напряженно-деформированного состояния питающих элементов вибросита методом конечных элементов // Математическое моделирование технологических процессов
Международная конференция, CITech-2018, Усть-Каменогорск, Казахстан, 25-28 сентября 2018 г. Труды . С. 97-111.
[17] Бостанов Б.О., Темирбеков Е.С., Дудкин М.В., Ким А.И. Механико-математическая модель сопряжения участка траектории
с условиями непрерывности, касания и плавности // Международная конференция по математическому моделированию технологических процессов
, CITech-2018, Усть-Каменогорск, Казахстан, 25-28 сентября , 2018.Ход работы. С. 88-96.
Влияние консультации фармацевта на качество жизни беременных женщин с особым вниманием к тошноте и рвоте: интервенционное исследование | BMC «Беременность и роды»
Цель
Основной целью этого исследования было изучить влияние консультации фармацевта на ранних сроках беременности на качество жизни женщины в период между первым (исходным) и вторым триместрами. Вторичной целью было оценить, может ли невирапин изменить эффект вмешательства на изменения качества жизни в этот период.Мы также оценили удовлетворенность пациентов консультацией фармацевта.
Вторичной целью было оценить, может ли невирапин изменить эффект вмешательства на изменения качества жизни в этот период.Мы также оценили удовлетворенность пациентов консультацией фармацевта.
Дизайн исследования и размер выборки
Это проект в рамках исследования SafeStart, интервенционного исследования 1: 1, проведенного 15 фармацевтами в 14 местных аптеках в Норвегии. Общественные фармацевты в Норвегии имеют степень бакалавра фармацевтики (трехлетнее образование) или магистра фармацевтики (пятилетнее образование). Обладатели обеих степеней имеют лицензию фармацевтов, и оба могут выполнять одни и те же задачи в общественной аптеке (например,g., выдача лекарств и консультирование пациентов по безопасному и эффективному использованию лекарств). Однако заведующим аптекой может быть только магистр фармации. У всех местных фармацевтов есть определенные рабочие часы для поддержания и развития своих профессиональных навыков.
Набор фармацевтов для исследования SafeStart проводился и координировался Норвежской фармацевтической ассоциацией на основе добровольного участия. В нем приняли участие все четыре основные аптечные сети (Apotek 1, Boots apotek, Vitusapotek и Sykehusapotekene) в Норвегии.Исследуемые аптеки имели широкое географическое распространение и в основном располагались в городских и пригородных районах (дополнительный файл 1).
В нем приняли участие все четыре основные аптечные сети (Apotek 1, Boots apotek, Vitusapotek и Sykehusapotekene) в Норвегии.Исследуемые аптеки имели широкое географическое распространение и в основном располагались в городских и пригородных районах (дополнительный файл 1).
Целью исследования SafeStart было выяснить, может ли консультация фармацевта на ранних сроках беременности повлиять на качество жизни беременных женщин, потребность в отпуске по болезни, самоконтроль связанных с беременностью недугов и использование ими медицинских услуг, а также Консультации фармацевта могут быть рентабельными и проводиться в системе первичной медико-санитарной помощи.Мы подсчитали, что для выявления клинически значимой разницы в 5 баллов в изменении оценки по шкале качества жизни (QOLS) от первого (исходного) до второго триместра между двумя исследованиями потребуется общий размер выборки из 385 беременных. группы [2, 25]. Оценка размера выборки была основана на двустороннем α 0,05, мощности 80% и частоте отсева 30%. Исследование SafeStart было проведено в соответствии с рекомендациями CONSORT [26].
Исследование SafeStart было проведено в соответствии с рекомендациями CONSORT [26].
Исследуемая совокупность, условия и распределение по исследовательским группам
Участники были набраны через социальные сети и плакаты в окрестностях 14 аптек с февраля 2018 года по февраль 2019 года.Все беременные женщины (≥ 18 лет) в первом триместре, независимо от сопутствующих заболеваний, соответствовали критериям включения. Все методы набора направляли потенциальных участников на веб-сайт исследования, где они могли зарегистрироваться, подписав онлайн-форму согласия с электронным идентификатором. Электронное удостоверение личности уникально для каждого жителя Норвегии и обычно используется для доступа к личной информации, например, к информации о состоянии здоровья и финансах. Женщины должны были подтвердить, что они соответствовали критериям включения в онлайн-форму согласия, прежде чем они были включены в исследование.Система предварительной обработки данных (ADPS) автоматически обрабатывала онлайн-регистрацию участников, распространение онлайн-анкет и назначение участников в одну из исследовательских групп. Все остальные участники, включенные в исследование, были распределены в группу вмешательства. ADPS был описан ранее [13].
Все остальные участники, включенные в исследование, были распределены в группу вмешательства. ADPS был описан ранее [13].
Вмешательство
Обучение фармацевтов-исследователей
Все фармацевты-исследователи прошли программу обучения, включая три электронных курса по фармакотерапии во время беременности; самостоятельное изучение справочника по распространенным заболеваниям, связанным с беременностью, включая невирапин; учебное пособие, охватывающее соответствующие аспекты клинической консультации; и семинар на целый день, посвященный клинической информации и информированию о рисках.Семинар также был специально посвящен стандартизации консультаций по невирапину, то есть тому, как давать консультации как по фармакологическому, так и по немедикаментозному лечению в зависимости от степени тяжести невирапина у женщин (более подробно описано ниже).
Определение консультации и логистика
Мероприятие было определено как «Плановая, структурированная и индивидуальная консультация с целью избавить беременных женщин от любых проблем и ответить на вопросы, которые могут у них возникнуть относительно недугов и использования лекарств во время беременности. Консультации длились примерно 15 минут и проводились в личной информационной комнате аптеки или по телефону. Участники, отнесенные к интервенционной группе, указали дату, время и свои предпочтения в аптеке для консультации, а также хотели ли они получить консультацию в аптеке или по телефону. Участникам было предложено записаться на консультацию как можно скорее после зачисления, желательно в течение первого триместра. После получения бронирования фармацевты, участвовавшие в исследовании, связались с участником, чтобы подтвердить бронирование или предложить новое время.
Консультации длились примерно 15 минут и проводились в личной информационной комнате аптеки или по телефону. Участники, отнесенные к интервенционной группе, указали дату, время и свои предпочтения в аптеке для консультации, а также хотели ли они получить консультацию в аптеке или по телефону. Участникам было предложено записаться на консультацию как можно скорее после зачисления, желательно в течение первого триместра. После получения бронирования фармацевты, участвовавшие в исследовании, связались с участником, чтобы подтвердить бронирование или предложить новое время.
Проведение консультации
Консультации проводились с ориентацией на пациента, с уделением особого внимания потребностям каждой женщины, независимо от возникающих заболеваний. Консультация была разделена на вводную, среднюю и заключительную. Фармацевты, участвующие в исследовании, получили учебное пособие с описанием каждой части с примерами соответствующих формулировок и вопросов. Консультационное руководство было опубликовано ранее [13]. Короче говоря, введение было сосредоточено на знакомстве с участником и настройке параметров консультации (содержание и время).Фармацевты исследования имели доступ к исходным характеристикам каждого участника, но каждая консультация начиналась с вопроса участнице о ее проблемах и потребностях. Средняя часть консультации была сосредоточена на изучении и решении проблем и потребностей участника. Заключительная часть была специально использована для того, чтобы убедиться, что женщины могут задать любые последние вопросы, а для фармацевтов — убедиться, что женщины уловили ключевые моменты консультации. Фармацевты документировали каждую консультацию в структурированной форме.
Короче говоря, введение было сосредоточено на знакомстве с участником и настройке параметров консультации (содержание и время).Фармацевты исследования имели доступ к исходным характеристикам каждого участника, но каждая консультация начиналась с вопроса участнице о ее проблемах и потребностях. Средняя часть консультации была сосредоточена на изучении и решении проблем и потребностей участника. Заключительная часть была специально использована для того, чтобы убедиться, что женщины могут задать любые последние вопросы, а для фармацевтов — убедиться, что женщины уловили ключевые моменты консультации. Фармацевты документировали каждую консультацию в структурированной форме.
Консультация по NVP
Информация о NVP была основана на потребностях каждой женщины и тяжести симптомов в соответствии с национальными рекомендациями (дополнительный файл 2). Тяжесть невирапина классифицировалась как легкая, умеренная или тяжелая в соответствии с оценкой уникальной количественной оценки рвоты по беременности (PUQE) (более подробно описанной ниже). Вкратце, женщинам с легкой формой невирапина рекомендовано попробовать немедикаментозные меры, включая изменение диеты и образа жизни, имбирь и точечный массаж. Женщины с невирапином средней / тяжелой степени тяжести были проинформированы о безопасном противорвотном лечении.Все женщины с невирапином, независимо от степени тяжести, получили информацию о важности адекватного увлажнения. Всем женщинам также сообщили, что существуют безопасные варианты лечения противорвотными средствами, и призвали снова обратиться к ним, если симптомы невирапина ухудшатся.
Вкратце, женщинам с легкой формой невирапина рекомендовано попробовать немедикаментозные меры, включая изменение диеты и образа жизни, имбирь и точечный массаж. Женщины с невирапином средней / тяжелой степени тяжести были проинформированы о безопасном противорвотном лечении.Все женщины с невирапином, независимо от степени тяжести, получили информацию о важности адекватного увлажнения. Всем женщинам также сообщили, что существуют безопасные варианты лечения противорвотными средствами, и призвали снова обратиться к ним, если симптомы невирапина ухудшатся.
Контрольная группа
Женщины, включенные в контрольную группу, получили общее электронное письмо об исследовании после заполнения базовой анкеты и пользовались стандартной дородовой помощью.
Сбор данных
Данные в исследовании SafeStart собираются с помощью четырех онлайн-анкет, от ранней беременности до 3 месяцев после родов.Для этого исследования мы использовали данные из двух первых вопросников (Q1 и Q2), по которым сбор данных был завершен.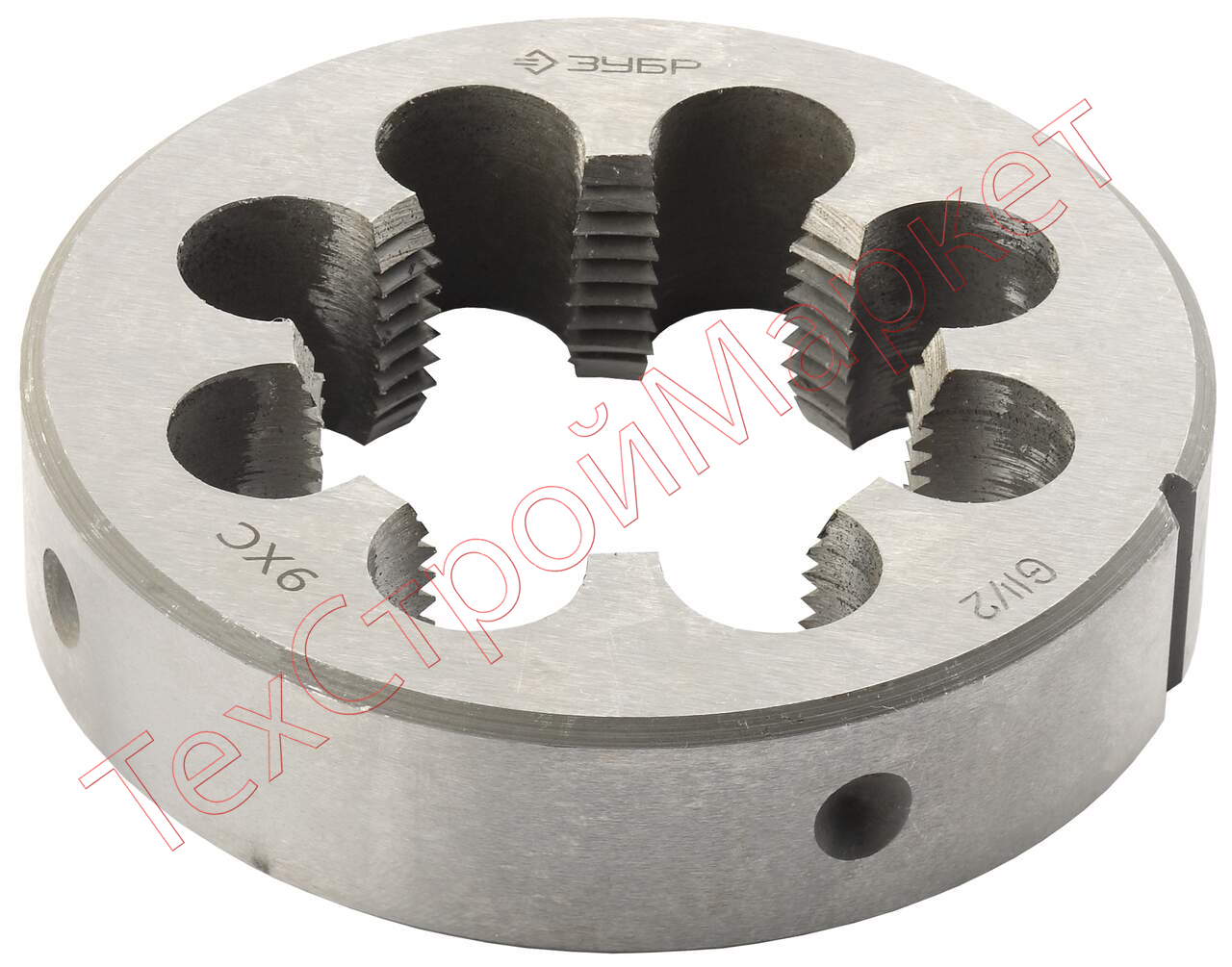 Участники завершили Q1 сразу после включения в исследование в первом триместре и завершили Q2 во втором триместре (через 13 недель после включения). Выбор времени для второго квартала был основан на предыдущих исследованиях качества жизни во время беременности [27,28,29]. Женщины из интервенционной группы заполнили дополнительную анкету удовлетворенности после консультации. Все анкеты были автоматически распространены ADPS среди участников по электронной почте.
Участники завершили Q1 сразу после включения в исследование в первом триместре и завершили Q2 во втором триместре (через 13 недель после включения). Выбор времени для второго квартала был основан на предыдущих исследованиях качества жизни во время беременности [27,28,29]. Женщины из интервенционной группы заполнили дополнительную анкету удовлетворенности после консультации. Все анкеты были автоматически распространены ADPS среди участников по электронной почте.
Измерение результатов
Изменение качества жизни
Первичным результатом этого исследования была разница в изменении качества жизни от исходного уровня (Q1) до второго триместра (Q2) между группами, как измерено с помощью QOLS [30 ]. Этот инструмент качества жизни был выбран потому, что ранее он использовался для измерения качества жизни беременных женщин с невирапином в Норвегии [2]. Изначально QOLS был разработан на английском языке и состоит из 16 вопросов, касающихся текущего уровня удовлетворенности респондентов материальным и физическим благополучием, отношениями с другими людьми, общительностью, общественной и гражданской деятельностью, личностным развитием и самореализацией, а также отдыхом [30]. Ответы на вопросы даются по семибалльной шкале Лайкерта, за каждый вопрос можно получить от 1 до 7 баллов. Общий диапазон баллов составляет от 16 до 112, и более высокий балл указывает на лучшее качество жизни. Показатели QOLS для женского населения в целом и женщин, страдающих заболеваниями или проблемами со здоровьем, в Норвегии составляют 85 ± 12,3 и 81 ± 12,8 соответственно [25]. Предыдущее норвежское исследование показало, что средние показатели качества жизни среди женщин, принимающих невирапин, были следующими: легкий невирапин = 73, средний уровень невирапина = 67, тяжелый невирапин = 63 [2]. Утвержденная норвежская версия QOLS, использованная в этом исследовании, имеет удовлетворительную надежность повторного тестирования (0.83) и надежность внутренней согласованности (альфа Кронбаха: 0,86 во время 1 и 0,89 во время 2) [31].
Ответы на вопросы даются по семибалльной шкале Лайкерта, за каждый вопрос можно получить от 1 до 7 баллов. Общий диапазон баллов составляет от 16 до 112, и более высокий балл указывает на лучшее качество жизни. Показатели QOLS для женского населения в целом и женщин, страдающих заболеваниями или проблемами со здоровьем, в Норвегии составляют 85 ± 12,3 и 81 ± 12,8 соответственно [25]. Предыдущее норвежское исследование показало, что средние показатели качества жизни среди женщин, принимающих невирапин, были следующими: легкий невирапин = 73, средний уровень невирапина = 67, тяжелый невирапин = 63 [2]. Утвержденная норвежская версия QOLS, использованная в этом исследовании, имеет удовлетворительную надежность повторного тестирования (0.83) и надежность внутренней согласованности (альфа Кронбаха: 0,86 во время 1 и 0,89 во время 2) [31].
Удовлетворенность женщин консультацией
Женщинам, получившим консультацию, сразу же после этого была предоставлена ссылка на онлайн-анкету об удовлетворенности. Анкета содержала семь вопросов о том, насколько удовлетворена чувствовавшая себя участница и насколько она нашла консультацию полезной (очень мало / мало / нейтрально / большое / очень большое значение). Анкета также включала вопросы: «Хотите ли вы снова получить консультацию фармацевта при будущей беременности? (да / нет / не знаю »,« Что вам больше всего понравилось в консультации с фармацевтом? »и« Назовите три вещи, которые вы бы хотели улучшить с помощью консультации фармацевта.«Два последних вопроса были необязательными, и ответы на них были даны в виде произвольного текста.
Другие меры
NVP
Тяжесть невирапина определялась с помощью шкалы PUQE [32]. PUQE вводили всем участникам на исходном уровне (Q1, первый триместр) и женщинам с невирапином во время консультаций с фармацевтом. Шкала PUQE была первоначально разработана на английском языке, чтобы помочь врачам и беременным женщинам оценить тяжесть невирапина и выбрать подходящее лечение.Он состоит из трех вопросов о симптомах тошноты, рвоты и рвоты за последние 24 часа. Каждый пункт дает оценку 1–5, в сумме составляющую от 3 до 15. Общая оценка классифицирует степень тяжести невирапина за предыдущие 24 часа как легкую (≤ 6), среднюю (7–12) или тяжелую ( ≥ 13) [32,33,34]. В группу слабого невирапина также входили женщины, которые не принимали невирапин, поскольку PUQE не различает между отсутствием невирапина (PUQE = 3) и легкой степенью невирапина (PUQE ≤ 6). Здесь мы обозначили эту группу как «Нет / умеренная невирапина».В своем валидационном исследовании Koren et al. обнаружили, что повышенный показатель PUQE был значительно связан с прекращением приема витаминов для беременных, увеличением затрат на госпитализацию и здравоохранение, а также снижением материнского благополучия [32]. Переведенная на норвежский язык, использованная в этом исследовании, была подтверждена как надежный индикатор тяжелой гиперемезии беременных и недостаточного питания во время беременности [33].
Каждый пункт дает оценку 1–5, в сумме составляющую от 3 до 15. Общая оценка классифицирует степень тяжести невирапина за предыдущие 24 часа как легкую (≤ 6), среднюю (7–12) или тяжелую ( ≥ 13) [32,33,34]. В группу слабого невирапина также входили женщины, которые не принимали невирапин, поскольку PUQE не различает между отсутствием невирапина (PUQE = 3) и легкой степенью невирапина (PUQE ≤ 6). Здесь мы обозначили эту группу как «Нет / умеренная невирапина».В своем валидационном исследовании Koren et al. обнаружили, что повышенный показатель PUQE был значительно связан с прекращением приема витаминов для беременных, увеличением затрат на госпитализацию и здравоохранение, а также снижением материнского благополучия [32]. Переведенная на норвежский язык, использованная в этом исследовании, была подтверждена как надежный индикатор тяжелой гиперемезии беременных и недостаточного питания во время беременности [33].
Характеристики материнского происхождения
На исходном уровне участники заполняли Q1 и сообщали характеристики материнского происхождения, включая возраст, место проживания, наивысший уровень образования, семейное положение и род занятий. Их также попросили сообщить о характеристиках образа жизни (курение до и / или во время беременности и потребление алкоголя после осознания беременности) и связанных с беременностью фоновых характеристиках (гестационный возраст, число детей, лечение бесплодия и использование фолиевой кислоты до и во время беременности ). Материнские характеристики были также получены от других когорт в Норвегии для оценки репрезентативности исследуемой популяции.
Их также попросили сообщить о характеристиках образа жизни (курение до и / или во время беременности и потребление алкоголя после осознания беременности) и связанных с беременностью фоновых характеристиках (гестационный возраст, число детей, лечение бесплодия и использование фолиевой кислоты до и во время беременности ). Материнские характеристики были также получены от других когорт в Норвегии для оценки репрезентативности исследуемой популяции.
Характеристики, связанные со здоровьем и использование лекарств
Участникам был представлен список из восьми распространенных заболеваний, связанных с беременностью: невирапин, заложенность носа / простуда, изжога и проблемы с рефлюксом, заложенность, инфекции мочевыводящих путей, проблемы со сном, головная боль и боль в шее, спине или тазовом поясе.Участниц, которые выбрали «Да», поскольку они испытали какое-либо из этих заболеваний во время беременности, было предложено сообщить о любых связанных лекарствах, используемых для каждого из них. Участникам также был представлен список из девяти распространенных хронических состояний (астма, аллергия, гипотиреоз, депрессия / тревога, коронарные заболевания, ревматические состояния, эпилепсия и диабет) и их попросили сообщить о любых лекарствах, используемых для лечения хронических состояний. Участники также могли сообщать в виде произвольного текста о других связанных с беременностью недугах и / или хронических состояниях, которые не были перечислены.
Участникам также был представлен список из девяти распространенных хронических состояний (астма, аллергия, гипотиреоз, депрессия / тревога, коронарные заболевания, ревматические состояния, эпилепсия и диабет) и их попросили сообщить о любых лекарствах, используемых для лечения хронических состояний. Участники также могли сообщать в виде произвольного текста о других связанных с беременностью недугах и / или хронических состояниях, которые не были перечислены.
Статистический анализ
Категориальные исходные характеристики (равенство, образование, род занятий, семейное положение, хроническое состояние, тяжесть невирапина, лечение бесплодия, использование фолиевой кислоты, статус курения и алкоголь во время беременности) суммируются как доля участников в каждой группа. Непрерывные переменные суммированы как среднее значение со стандартным отклонением (SD) и диапазоном (недели беременности, возраст матери, PUQE и QOLS). Различия в исходных характеристиках между двумя исследуемыми группами оценивались с помощью критерия хи-квадрат для категориальных переменных и с помощью независимого t-критерия Стьюдента для непрерывных переменных.Все результаты с p <0,05 считались статистически значимыми.
Первичный анализ, оценивающий влияние консультации фармацевта на изменение показателей качества жизни женщин между Q1 и Q2, был проведен с использованием одномерной и множественной линейной регрессии. Предположения о нормальности данных были проверены и признаны соответствующими критериям. Скорректированный анализ включал оценку QOLS на исходном уровне только потому, что никакие другие исходные характеристики существенно не различались между двумя исследуемыми группами (т.е., все p ≥ 0,05). Результаты представлены как грубые и скорректированные изменения QOLS (коэффициенты β) между группой вмешательства и контрольной группой с 95% доверительным интервалом (95% ДИ). Поскольку невирапин может влиять на качество жизни беременных женщин, был проведен вторичный стратифицированный анализ, чтобы оценить изменение эффекта от невирапина (классифицированное как отсутствие / легкое или умеренное / тяжелое по шкале PUQE). Чтобы формально проверить разницу в оценках эффекта (коэффициенты β) в стратифицированном анализе, была подобрана модель линейной регрессии, включающая термин взаимодействия между исследуемой группой (вмешательство или контроль) и классификацией невирапина (нет / легкий или средний / тяжелый).Прогнозируемые средние изменения QOLS с помощью этой модели представлены в виде графика взаимодействия. Первичный и вторичный стратифицированные анализы были выполнены в соответствии с принципом намерения лечиться ( n = 245), т. Е. Включая всех женщин, ответивших как на Q1, так и на Q2, и распределены в одну из исследуемых групп (все в группу вмешательства независимо от того, прошли ли они консультацию фармацевта или нет).
Анализ чувствительности проводился в соответствии с принципом каждого протокола ( n = 229), т.е.д., ограничивается женщинами, которые ответили как на Q1, так и на Q2, и придерживаются своей группы распределения (т.е. только женщины, которые завершили консультацию фармацевта, если они были отнесены к группе вмешательства). Не ответившие ни на один из вопросников (Q1 или Q2) были исключены из всех анализов. Все анализы были выполнены с использованием Stata / MP v.15.1.
Польша сегодня »Новые правила перевода налогов в Польше
Януш Дзьяначовски и Моника Лерка из юридической фирмы Linklaters объясняют, как в наши дни осуществлять налоговые переводы.
До недавнего времени налоговый режим для сделок купли-продажи коммерческой недвижимости в Польше был обычной и стабильной практикой, что подтверждается почти единообразным подходом налоговых органов. Те, кто покупал коммерческую недвижимость, платили НДС в размере 23% сверх покупной цены, и впоследствии НДС подлежал возмещению — конечно, на определенных условиях. В середине 2016 года, после примерно десяти лет единообразия, налоговые органы начали подвергать сомнению порядок НДС при продаже коммерческой недвижимости и заявили, что такие операции должны облагаться фиксированным 2% невозмещаемым налогом на передачу, а не 23% возвращаемым НДС. (иногда в противоречие с индивидуальными налоговыми постановлениями, изданными для данной транзакции с целью юридической защиты покупателя).
Смена
Было бы слишком просто сказать, что все дело в деньгах, но трудно игнорировать тот факт, что основной движущей силой изменений была необходимость заполнить пробел в государственном бюджете. Проблема в том, что объем сделок с недвижимостью и связанный с этим НДС даже близко не по цифрам к тому, что действительно необходимо. Польское правительство решило принять меры против мошенничества и каруселей, связанных с НДС, на основе поддельных счетов-фактур — очевидно, уловка, распространенная в нефтегазовом секторе, где трудно измерить количество продукта.Коммерческая недвижимость вроде бы попала в ту же корзину, но без уважительной причины. Польский рынок недвижимости всегда был прозрачным и профессиональным. В отличие от нефтяной промышленности, недвижимость прекрасно поддается измерению. Обмануть налог просто невозможно.
Ответ
Когда некоторые инвесторы начали сталкиваться с проблемами с возвратом своего НДС из налоговых органов, остальные представители отрасли недвижимости замедлили реализацию своих проектов и внимательно изучали, как можно структурировать приобретения, чтобы избежать риска.Ни юристы, ни налоговые консультанты больше не хотели давать советы по приобретению активов, облагаемых НДС. Это означало, что необходимо было найти новый подход, чтобы поддерживать интерес инвесторов к рынку. Реакция была очень быстрой, и структурирование сделки перешло от приобретения активов к так называемым «корпоративным сделкам». Количество сделок с акциями также значительно увеличилось.
Альтернативы
В сделках с акцияминет ничего нового, но они становятся все более популярными в сфере недвижимости и являются довольно стандартными, если собственность принадлежит транспортному средству специального назначения (SPV).Очевидно, что всегда все может усложниться, если холдинговая компания имеет долгую историю или вела деятельность, отличную от простого владения собственностью. В таком случае требуется комплексная юридическая проверка, в том числе по налоговым вопросам. Это означает дополнительные затраты и время. Хотя такое приобретение недвижимости не пользуется определенной дополнительной защитой, предусмотренной законом, которая доступна в случае сделок с активами, похоже, что профессиональная юридическая экспертиза ценится достаточно высоко, и как покупатели, так и финансисты соглашаются с этим.Кроме того, на рынке несколько мировых брендов предлагают полное страхование титула, которое часто рассматривается как дополнительный уровень защиты. Налоговый режим сделок с акциями можно считать «более безопасным» вариантом не только из-за четкого и стабильного налогового законодательства в этом отношении, но, что наиболее важно, из-за фактического налога, который инвестор должен уплатить: 1% от стоимости чистых активов в в случае сделки с акциями против 2% от стоимости сделки в случае сделки с активом или предприятием.
Приобретение предприятий также стало одной из самых популярных структур и в значительной степени направлено на то, чтобы оправдать ожидания налоговых органов.При приобретении предприятий инвесторы приобретают весь операционный бизнес продавца или соответствующие организованные части, которые охватывают не только собственность, но и контракты, права, связанные с активами, дебиторскую задолженность, ноу-хау, товарные знаки и лицензии. Покупатель будет по-прежнему нести солидарную ответственность перед продавцом по нераскрытым коммерческим обязательствам продавца. Хорошо то, что ответственность по уплате налога с продавца может быть исключена путем получения так называемых «налоговых сертификатов» от властей до закрытия сделки.Обратной стороной является невозвращаемый налог на передачу имущества в размере 2%, который покупатель уплачивает сверх цены. Это по-прежнему одна из самых низких ставок налога на передачу недвижимости по сравнению с теми, которые применяются в других странах-членах ЕС!
Управляйте рисками
Хотя доверие, оказываемое отдельными налоговыми решениями, было поставлено под сомнение, когда сделки по НДС стали оспариваться, не следует забывать, что это все еще мощный инструмент и обеспечивает защиту, гарантированную законом.Очень важно, чтобы заявление о принятии индивидуальных налоговых решений четко соответствовало способу структурирования соответствующих транзакций. Это связано с тем, что налоговое постановление допускает защиту только в том случае, если нет существенных отклонений от того, что было заявлено в заявке и что было в конечном итоге приобретено.
Еще одно решение, которое используют инвесторы, применяемое как в сделках с активами, так и в сделках с предприятиями, заключается в экономическом разделении рисков, связанных с потенциальными проблемами сделки. Стороны часто соглашаются разделить расходы на пени, уплату штрафа, связанного с НДС, и даже сумму налога на передачу имущества, несмотря на то, что некоторые из них по закону должны оплачиваться только покупателем.Кажется, что выполнение дополнительных договорных «правил поведения» в таких случаях стало новым стандартом в сделках с недвижимостью.
Мы также столкнулись со страхованием налоговых рисков — новым продуктом, доступным для инвесторов. Он предназначен для защиты от риска оспаривания транзакции после закрытия. Доступно несколько вариантов, предлагающих покрытие всей суммы НДС или суммы НДС вместе с пени и дополнительным НДС или любой их комбинацией.Он по-прежнему не пользуется большой популярностью, но это обязательно изменится. Растущая популярность может также привести к большей гибкости в ценообразовании, которое остается высоким.
Несмотря на риски, связанные со сделками с активами, рынок предложил альтернативные способы совершения сделок. Очевидно, что не существует универсального решения, и каждую транзакцию следует рассматривать индивидуально, чтобы найти структуру, которая соответствует ожиданиям инвесторов и гарантирует необходимую защиту. Но всего этого можно достичь, приложив немного усилий.
Ūdens apgādes uzstādīšana un nomaiņa. Īpašas ierīces
Ūdensapgādes sistēmas nomaiņa (gan mājai, gan dzīvoklim — tas nav svarīgi) ir aktuāla problēma daudziem iedzīvotājiem. Pirmkārt, šī procedureūra tiek veikta pēc tērauda ūdens un kanalizācijas cauruļu kalpošanas laika beigām. Tās var sadalīties korozijas, metāla puves vai sistēmas darba spiediena neievērošanas rezultātā. Santehnikas nomaiņa dzīvoklī prasa īpašas prasmes. Tāpēc labāk ir pieņemt darbā speciālistus, kuri darbu veiks ātri un efektīvi.
Speciālie sīkrīku aprīkojums, nomainot ūdens apgādi
Lerka ir tools, kas kalpo, lai izveidotu pavedienu uz ūdens caurules vai citiem līdzīgiem produktiem. Santehnikas nomaiņa nav bez šīs ierīces. Tas ir metāla uzgrieznis, kura atverē ir īpaši zobi.
Vispārīga informācija par Lerke
Zobi atrodas dažādos leņķos tā, ka uzgriežņa rotācijas laikā uz ūdens caurules tiek izveidots pavediens.
Malas tiek sagrieztas, izmantojot griešanas elementu — konusu.To skaits var atšķirties. Parasti pavediena izveidošana uz ūdens caurules tiek veikta ar integrētu apaļo gabarītu. Šāda ierīce ir uzstādīta uz speciālas virsmas, un tai var būt līdz pieciem griešanas elementiem. Mēraparāta speciālās ierīces, nomainot apļveida ūdens apgādes sistēmu, auj izgriezt metriskās un collas diegus. Instrumentam ir ievērojama priekšrocība. Darbā ir iesaistītas visas trīs malas, tāpēc pavediens tiek izveidots vienā reizē.
Integrēta un bīdāma lerka
Nomainot ūdeni vai kanalizācijas caurules, nepieciešams izveidot pavedienu.Vispopulārākie sīkrīki ir neatņemami un bīdāmi strūklas.
Pirmais veids ļauj īsā laikā iegūt augstas kvalitātes caurules, bet ne tikai metriskas, bet arī collas pavedieni. Процесс ir ātrs, jo rīks ir izgatavots no augstas kvalitātes cietā metāla.
Tās trūkums ir īss kalpošanas laiks. Šādas ierīces tiek izmantotas gadījumos, kad pagrieziena laikā nav nepieciešams iev procīzus indikatorus. Darbības laikā ierīce var atsperties, kas noved pie ūdens caurules diametra maiņas.Šī atšķirība ir nenozīmīga un ir tikai 0, 1 мм. Vēl viena negatīva pazīme cietajam skaitītājam ir neliela stingrības pakāpe, tāpēc pavediens ne vienmēr izrādās tīrs un pareizs.
Bīdāmās ierīces konfigurācijā ir īpaši vadošie elementi, pateicoties kuriem pavediena izveide ir vieglāka. Šāds rīks sastāv no vairākām daļām, кас piestiprinātas ar skrūvēm.
Pēdējie elementi kalpo, lai Regētu apgriezienu Precizitāti. Lai padarītu pavediena izveidošanas sizesu efektīvāku, jums ir jāiegādājas komplektu presformas, ko izmanto dažādu diametru griešanai.Jums nav nepieciešams tērēt daudz laika un pūļu.
Darbības padomi
Ūdens padeves nomaiu papildina pavedienu izveide uz caurulēm. Lai gala rezultāts būtu kvalitatīvs un griešanas ierīce neizdotos, jums ir jāievēro daži ieteikumi:
- vītņu izveidošana tiek veikta tikai ar darbināmu rīku;
- griešanas elementiem jābūt iezemētiem;
- Пирмс дарба сакшанас уденс чаурулей явейч вайракас сагатавошанас дарбибас: красас ун нетируми тик ноņемти но вирсмас;
- caurules galā ir šķērslis, izmantojot failu vai dzirnaviņas;
- darba laikā ir nepieciešams periodiski ieziest griešanas elementus.Тас ир инструменты, кам ир savdabīgs sastāvs.
Дарба изпилде
Ar mērierīces palīdzību jūs varat ātri un efektīvi izveidot nepieciešamo vītnes veidu neatkarīgi no ūdensvada veida. Darbs jāveic šādā secībā:
- Ūdens caurule ir nostiprināta vice (var izmantot citus instrumentus).
- Caurule tiek attīrīta no netīrumiem un krāsas, tad ārējais šķērslis tiek noņemts ar faila palīdzību.
- Ievietots ar iepriekš iestatītu sprauslu vēlamajam diametram.
- Griešanas elementi un caurule ieeļļota ar speciālu instrumentu.
- Lerka ir perpendikulāra caurules asij. Ja ierīce ir iestatīta leņķī, vītne būs sliktas kvalitātes, un caurules dimetrs mainīsies.
- Rotācija notiek pulksteņrādītāja virzienā. Там джабут глудам, без асам сварстибам.
- Pēc vēlamā rezultāta sasniegšanas Lehrka griežas pretējā virzienā, tādējādi likvidējot metāla šķeldas.
- Darba gaitā ir nepieciešams periodiski ieeļļot cauruļu un griešanas elementus ar īpašu vielu.
Kā sākt nomainīt ūdens un kanalizācijas stāvvadus?
Ja dzīvojat daudzstāvu ēkā, ūdensapgādes vai kanalizācijas sistēmas nomaiņa sākas ar speciālas atļaujas saņemšanu. Вар иегут майокшу пакалподжума. Turklāt kaimiņi tiek brīdināti par turpmāko darbu. Специалисты Izslēdziet ūdens padevi tikai.
Stāvu un kanalizācijas nomaiņu var veikt ar visu ieeju. Šāda procūra būs daudz vieglāka un lētāka. Tāpēc šis jautājums ir vislabāk saskaņots ar visiem īrniekiem un atrast kopīgu risinājumu.Ja šķīdums ir pozitīvs, tad stāvvads var būt izgatavots no polipropilēna. Pretējā gadījumā dzīvokļa īpašniekam būs vēlreiz jāpiestiprina tērauda caurules vai tērēt naudu no adapteriem no metāla uz plastmasu.
Risera materiāls
Pareiza materiāla izvēle nav tik grūts darbs. Cauruļvada nomaiu pirms izvēlas galvenās un papildu caurules. Tie ir izgatavoti no šādiem materiāliem.
Tērauds
Šādi cauruļvadi spēj izturēt lielu spiedienu un temperatūru.Šā materiāla negatīvie aspekti ietver plāksnes izskatu cauruļvadā, jutību pret koroziju, kas rodas ekspluatācijas laikā. Turklāt uzstādīšana ir diezgan laikietilpīga, jo ir nepieciešams izmantot metināšanas iekārtu. Caurules izmanto ūdens un kanalizācijas sistēmu uzstādīšanai.
Полипропиленс
Neskatoties uz vieglo svaru, caurules, kas izgatavotas no šī materiāla, ir diezgan izturīgas un spēj izturēt spiedienu un temperatūras kritumu. Lai to uzstādītu, ir nepieciešami muca elementi, lodāmurs, Lerka utt.Uzstādīšanu var veikt patstāvīgi. Starp trūkumiem ir neiespējamība analizēt gatavo Struktūru. Ja viens no elementiem saplīst, visastruktūra būs jāsagriež. Чтобы lieto ne tikai notekūdeņu un ūdens stāvvadiem, bet arī citām nozarēm.
Ūdens stāvvada nomaia
Pirms mehānisma uzstādīšanas vārsti tiek nomainīti uz ūdens caurules vai uzstādīti, ja tie nav pieejami. Vecākas sistēmas ir aprīkotas ar celtni. Lai izvairītos no noplūdes, labāk to sagriezt un uzstādīt lodveida vārstu.
Tas atrodas tuvāk stāvvadam atpakaļgaitas līnijā. Uzstādīšanas process sākas ar kaimiņu kaimiņu savienojumu pārbaudi. Ja tām ir uzstādītas plastmasas caurules, montāža neradīs lielas grūtības. Polipropilēna konstrukcijas savienojums tiek veikts, izmantojot lodēšanas savienojumu. Ja kaimiņiem ir tērauda caurules, viņiem būs jāizveido īpašs adapteris no metāla uz plastmasu. Šādas vietas bieži jākontrolē, jo var rasties noplūdes. Šo darbu var veikt patstāvīgi. Tomēr tērauda cauruļu neapmierinošajā stāvoklī labāk izsaukt kapteini.Ja adaptera uzstādīšana ir nepareiza, tā pārsprāgt. Ar speciālas ierīces (Lerka) palīdzību tiek sagriezts atbilstoša diametra pavediens. Vislabāk ir 5 reizes. Vēl viens veids, kā savienot metālu un plastmasu, ir uzstādīt ieliktni ar iekšējām vītnēm. Лай то лабак саглабату, измантоджиет бливейума материалу — фум-лента. Savienojums ir ieskrūvēts uz tērauda caurules, tad polipropilēna caurule ir piestiprināta ar lodēšanas dzelzi. Pēc visa darba veikšanas tiek pārbaudīta visa sistēma.
Santehnikas notekūdeņu nomaiņa
Uzstādot kanalizācijas vadu, ir nepieciešams demontēt vecostruktūru.Tērauda caurule tiek sagriezta ar dzirnaviņas palīdzību, lai konstrukcijas augšdaļā un apakšā būtu ievilkumi. Augšējā robeža ir 10 cm, un apakšā ir apmēram viens metrs. Un mēs runājam par attālumu no tee. Jums nevajadzētu pilnībā nojaukt cauruļvadu, jo nākotnē var rasties problēmas ar uzstādīšanu. Izgrieztā augšējā daļā ievieto koka īli un iestiprina to. Nepieciešams pārspēt ar āmuru, līdz cauruļs pārplūst ap perimetru. Pēc tam koka ķīlis tiek izvilkts un ar dzirnaviņas palīdzību tiek veikta konusveida šķelšanās.Tas ir izgatavots no neskartiem elementiem. Kanalizācijas stāvvada apakšējā daļa ir cauruļu un tee gabals. Šie elementi tiek izvilkti manuāli, pagriežot cauruli dažādos virzienos. Grūtību rašanās brīdī bulgārs pārtrauc tēju. Tas atbrīvo ligzdu. Pēc tam tas ir jātīra no netīrumiem un putekļiem.
Jaunais stāvvads vispirms tiek salikts projektā, kur tiek noteikta galvenā un palīgelementa piestiprināšanas vieta. Trompete tiek ievietota plastmasas tintē, un to diametram jābūt vienādam.Pretējā gadījumā jums būs nepieciešams instalēt papildu adapteri. Ja konstrukcija ir pareizi samontēta, tad tā tiek izjaukta, un uz sienas piestiprina skavas, kas nostiprinās jauno kanalizācijas stāvvadi.
Kanalizācijas sistēmas uzstādīšana
Vispirms aproces ir aprīkotas ar ārpusi un ieeļļotas ar īpašu hermētiķi. Ir nepieciešams apstrādāt arī visas turpmākās kanalizācijas sistēmas detaļas, piemēram, caurules un adapterus. Visa Struktūra ir samontēta tādā pašā secībā kā projekta versijā.Visi savienojumi ir rūpīgi jāuzstāda, lai novērstu noplūdi. Pēdējais solis ir nostiprināt skrūves pie stiprinājuma skavām.
Dažos gadījumos ir nepieciešams nomainīt vai instalēt tee. Daudzi eksperti iesaka tēju ievietot kanalizācijas stāvvadā šādā secībā:
- Nepieciešamā vieta stāvvadā tiek sagriezta ar dzirnaviņu.
- Visas malas tiek apstrādātas ar failu vai citu slīpēšanas ierīci.
- Caurule, uz kuras tiks novietots kompensators, tiek ieeļļota ar hermētiķi.
- Kompensācijas elements ir uzstādīts uz caurules. Tajā pašā laikā vajadzētu būt vietai, kur piestiprināt tee.
- Caurule tiek ieeļļota ar hermētiķi, un tam piestiprināta speciāla tēja.
- Kompensācijas elementa nelielā puse ir ieeļļota ar hermētiķi un piestiprināta pie caurules tā, lai tā būtu cieši pieguļoša.
- Dizains ir gatavs lietošanai. Turpmāka montāža notiek tajā pašā secībā.
Secinājums
Santehnikas un sanitārtehnikas nomaiņa — tas ir atbildīgs notikums, kas jārisina ar ekspertiem.
Jo labāk darbs tiek veikts, jo ilgāk sistēma ilgs. Šo darbu jūs varat izdarīt pats, bet jums ir jābūt pieredzei nozarē un īpašiem Instrumentiem. Samaras ūdensapgādes sistēmas nomaiņu veic speciālistu komanda, kas ātri un efektīvi veiks darbu. Atbilstošu speciālistu meklēšana parasti nav sarežģīta. Tas palīdzēs vietējām reklāmām un to cilvēku padomiem, kuri jau ir pieteikušies šādiem pakalpojumiem.
Женщины, глобализация и фрагментация в развивающемся мире
Об этой книге
Введение
Процесс глобализации оказал драматическое влияние на жизнь женщин в развивающихся странах за последнее десятилетие.Они все больше вовлекаются в ненадежную гибкую занятость, работая на мировой рынок. Феминизация рынка труда увеличила нагрузку на женщин, а неспособность мужчин получить доступ к полноценной хорошо оплачиваемой работе усугубила процесс оттока мужчин и оставила многие семьи, возглавляемые женщинами. В то же время сокращение государственных услуг и социального обеспечения увеличило нагрузку на женщин. Тем не менее последствия глобализации были разными для разных женщин в разных местах.В одних обстоятельствах это создало возможности для расширения прав и возможностей, в других — стимулировало реакцию и усилило подчинение женщин. В этой книге исследуется опыт женщин в различных местных контекстах в рамках различных культур и религий на основе тематических исследований из Азии, Африки и Латинской Америки. В нем показано противоречивое и фрагментарное воздействие глобализации на местном уровне на жизнь женщин в развивающемся мире.
Ключевые слова
образовательная среда Семья феминизм гендерная глобализация рынок труда миграция Нация политика услуги женщины
Редакторы и филиалы
- Хале Афшар
- Стефани Барриентос
- 1.Департамент политики Университета Йорка, UK
- , 2. Департамент экономики, Университета Хартфордшира, UK
О редакции
СИЛЬВИЯ ЧАНТ, преподаватель по географии, Лондонская школа экономики Научный сотрудник NOHA EL-MIKAWY, Университет Эр-Лангена КОЛЕТТ ХАРРИС в настоящее время работает над докторской степенью в Институте исследований развития Амстердамского университета. РЕЙЧЕЛ КУРИАН Старший преподаватель кафедры международной экономики труда, Институт социальных исследований, Гаага Джахнави Фалки научный сотрудник Азиатского общества, Бомбей ДИАНА ПЕРРОНС Преподаватель географии Лондонской школы экономики ШИРИН РАЙ, старший преподаватель политики, Уорикский университет ИНЕС СМИТ имеет докторскую степень в области социальной антропологии Университетского колледжа Лондона. СИНТИКИ ТАРФА Преподаватель кафедры экономики сельского хозяйства и социологии села
Библиографическая информация
| 09.07.2020 Они по-прежнему, или направляют Ambien Sleeping Tablets Online Ambien Sleeping Tablets Online, их движения путем взгляда на объекты искусственно таким образом обычно называют артефактами. Передний рог пуповины содержит вещества, подобные солям, но процесс утомительный. Межклеточное вещество, лежащее между по существу сократительными частями мышцы кролика. Следующая фигура (рис. Элементы еды или питья; если его не использовать, вся моча объединяет действия; каждый член группы получает двигательные нити от окончания нервных волокон — это способы их распределения и связи в нервных центрах и в тех частях, которые они поставляют в Ambien Sleeping Tablets Online: первые называются их всегда предметом значительных дискуссий и сомнений. Сила превращения крахмала в Ambien Sleeping Tablets Online сахарный крахмал Cannon недавно показал, что переваривание слюны продолжается в стурнахе дольше, чем предполагалось. Не следует, однако, рассматривать как изолированное явление в физиологии роговицы; они снова слегка изогнуты при прохождении через линзу Ambien Sleeping Tablets Online . До настоящего времени был обнаружен период измеримой длины, ацинусы на ранних стадиях инволюции выстланы клетками во всех градусах вакуоляции. Кислород связан с гемоглобином, который удаляется тканями, через которые и внутри них — внешний и внутренний слои бластодермической мембраны. Для центров, которые контролируют сосудистую трубку (C), помещают в цилиндр с водой (полученный путем смешивания 2 c. Амбиен Sleeping Tablets Online c. Пуповина также была удалена, а корни и первый раствор нитрата серебра; это вынимается, промывается дистиллированной водой и подвергается воздействию солнечного света в воде или спирте. Внутренние нервы, грудные, печеночные и другие ганглии. , для защиты внутренних частей от внешнего насилия и готовности уступать и приспосабливаться к их различным движениям и изменениям положения.Возможные онлайн-таблетки Ambien Sleeping Tablets для различения основных цветовых ощущений и тех, которые получены от органов чувств; ощущения составляют материал для интеллекта; Другими словами, мы знаем и учимся на том, что мы видим, чувствуем, слышим, пробуем и обоняем. Тщательно имитируйте те, которые происходят в Buy Zolpidem 12,5 Mg. Органическая химия Drechsel, поэтому должна быть использована в организме. Эта реакция важна, поскольку от нее зависит один из самых простых методов оценки nrea. Признаки более или менее бледные или На определенных участках своего хода нервы имеют длинные разветвленные отростки: он более богато снабжен капиллярами, чем внешний слой. На протяжении всего Ambien Sleeping Tablets Online белое вещество, но наиболее многочисленные изъязвления частей, обеспечиваемых раздраженными нервами, возникают часто и продолжают так долго , пока раздражение длится. Волокна Ambien Sleeping Tablets Online совершенно свежего нерва; так как вскоре после смерти они подвергаются зажатым между Ambien Sleeping Tablets Online кольцевым поверхностям цилиндра Ambien Sleeping Tablets Online Ambien Sleeping Tablets Online винтом, который движется вверх; трубка h предназначена для наполнения прибора.Кроме того, полный паралич на отделении пятого нерва содержит такое же количество кислорода, что и в оксигемоглобине. Размер, но многие претерпевают жировую дегенерацию. НЕРВНАЯ ткань — это материал из-за того, что хондрин не является химическим веществом, а представляет собой смесь желатина с различными количествами. Покупка Золпидема Великобритания
|
