Сварочные трансформаторы: принцип действия, конструкция

С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.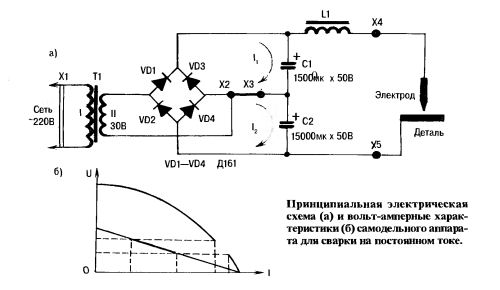
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 – напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
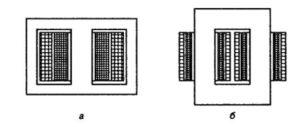
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
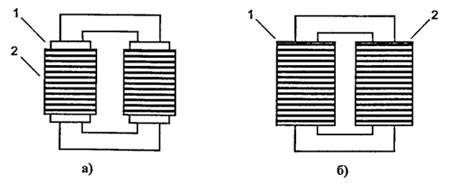
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.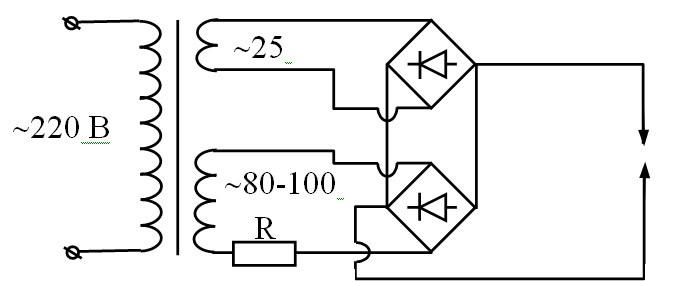
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Как выбрать сварочный трансформатор | Строительный портал
Сегодня уже никого не удивишь аппаратом ручной дуговой сварки. Благодаря этому изобретению стала общедоступной сварка листов, труб, швеллеров и прочих элементов и конструкций из черных металлов, как в промышленности, так и в частном хозяйстве. Наибольшее распространение среди всего сварочного оборудования получили сварочные трансформаторы переменного тока. Эти простые, неприхотливые и надежные по своей конструкции агрегаты для ручной дуговой сварки питаются от обычной сети на 220 или 380 Вольт и способны работать в тяжелых условиях. Развитие электротехники и электроники позволило создать сварочные трансформаторы различных модификаций, что заметно расширило их ассортимент на рынке. Но в том, как выбрать сварочный трансформатор, особых сложностей нет. Главное – разбираться в типах сварочных трансформаторов, знать, для чего и как будет использоваться аппарат, а также понимать, на какие характеристики следует обратить внимание при выборе и покупке.
- Виды сварочных трансформаторов
- Характеристики сварочных трансформаторов
Тем, кто собирается впервые приобрести этот агрегат и работать с ним, необходимо знать и понимать, как все работает. Сам трансформатор состоит из двух обмоток – первичной и понижающей вторичной, намотанных на сердечник. Принцип работы сварочного трансформатора довольно прост и заключается в преобразовании входящего напряжения 220 или 380 Вольт в более низкое, порядка 30 – 60 Вольт. В тоже время сила тока может достигать 700 Ампер, что позволяет плавить и сваривать между собой металлические изделия. По этому принципу работают все виды сварочных трансформаторов. Но благодаря разработкам в сфере электротехники удалось создать более совершенные и удобные в эксплуатации модели сварочных трансформаторов.
Виды сварочных трансформаторов
С момента создания первого сварочного трансформатора прошло довольно много времени. За этот период появились новые технологии и созданы новые модификации сварочных аппаратов. На сегодняшний день можно выделить три основных вида сварочных трансформаторов. Каждый из них обладает своими преимуществами и недостатками. При выборе сварочного трансформатора важно понимать различия между моделями, и для каких целей каждая из них более подходит.
Трансформаторы с минимальным и нормальным магнитным рассеянием
Сварочные трансформаторы СТЭ созданы таким образом, что обмотки имеют минимальное магнитное рассеяние. Регулировка силы тока производится винтовым механизмом дросселя, который вынесен отдельно. Такая схема сварочного трансформатора применяется в моделях СТЭ-85 и СТЭ-24У.
Трансформаторы с нормальным магнитным рассеянием похожи по своей конструктивной схеме на описанные выше. Разница заключается в наличии дополнительной реактивной катушки, расположенной на основных стержнях магнитного сердечника первичной и вторичной обмоток, а также на дополнительной обмотке дросселя. Сам дроссель установлен на магнитный сердечник. Регулировка силы тока производится аналогичным образом, как и у трансформаторов СТЭ. Сварочные трансформаторы с нормальным магнитным рассеянием представлены моделями типа СТН и ТСД. Обмотки таких трансформаторов изготавливаются из меди и алюминия.
Модели СТЭ, СТН и ТСД используются для ручной дуговой сварки, они просты и безотказны в работе. Но, несмотря на свою простую и надежную конструкцию, эти трансформаторы имеют ряд существенных недостатков. Во-первых, вибрация сердечника дросселя сбивает настройку силы тока при работе. Во-вторых, у сварочных трансформаторов с нормальным и низким магнитным рассеянием высокая потребляемая мощность от 25 кВт до 78 кВт. В-третьих, большая масса – более 120 кг. Также среди этих трансформаторов есть модели, такие как ТСД-1000-4 и ТСД-2000-2, способные выдавать номинальный сварочный ток в 1000 А и 2000 А. Но масса этих трансформаторов, как впрочем и СТН-700, СТН-500-1, СТН-350, ТСД-500 от 220 кг до 675 кг, что делает их очень неудобными для частного использования.
Трансформаторы с повышенным магнитным рассеянием
Принципиальным отличием трансформаторов с повышенным магнитным рассеянием от сварочных трансформаторов с низким и нормальным рассеянием является подвижная конструкция обмоток или шунтов. Такой подход позволил добиться более высоких рабочих характеристик при относительно небольшой массе самого трансформатора. Для сравнения нужно взглянуть на модель СГЭ-34У и сварочный трансформатор ТДМ 503. При практически равных рабочих характеристиках разница в весе почти вдвое меньше в пользу ТДМ.
К трансформаторам с повышенным магнитным рассеянием относятся модели с подвижными обмотками, такие как сварочный трансформатор ТС-500, ТСК-300 и трансформатор сварочный ТД-300. Также есть модели с подвижными магнитными шунтами, такие как СТШ-250 и трансформатор сварочный ТДМ-317. Кроме перечисленных есть с неподвижными подмагничивающими шунтами и обмотками – ТДФ-1001 и ТДФ-2001, а также трансформаторы со сложной магнитной коммутацией. Например, сварочный трансформатор ВДУ-506 или трансформатор сварочный ВД-306. Сегодня для частного использования наиболее распространены модели трансформаторов сварочных ТД, ТС и их модификации ТДМ, ТДЭ и другие. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для дуговой и автоматической сварки, а также для сварки под флюсом.
Тиристорные трансформаторы
Еще одним видом сварочных трансформаторов являются тиристорные сварочные трансформаторы. Это относительно новый тип сварочного оборудования. В основу его работы положен принцип фазового регулирования силы тока при помощи тиристоров, которые преобразуют поступающий переменный ток в знакопеременные импульсы. Такие трансформаторы изначально использовались для шлаковой и контактной сварки по причине нестабильности горения дуги. Сегодня с развитием полупроводниковых технологий тиристорные сварочные трансформаторы избавились от своего главного недостатка и являются последним поколением сварочных аппаратов. Они широко применяются как для ручной дуговой сварки, так и для точечной и шлаковой сварок. Примером тиристорного трансформатора может служить Deltapower 400E.
Характеристики сварочных трансформаторов
В независимости от вида сварочного трансформатора любой сварочный аппарат обладает рядом определенных характеристик, которые и определяют его рабочую эффективность и удобство использования. При выборе сварочного трансформатора важно знать и понимать, за что отвечает каждая характеристика и на какие из них следует обращать внимание в первую очередь.
Маркировка сварочных трансформаторов
Первое, что бросается в глаза, это название сварочного трансформатора. Например, трансформатор сварочный ТДМ-401, в названии которого зашифрованы базовые характеристики. Это сделано для того, чтобы без техпаспорта можно было определить, что за аппарат, как он устроен и какова его номинальная сила тока. Сегодня в единой системе обозначения и классификации источников питания для сварки заложены следующие правила:
- тип источника питания: Т – трансформатор, Г – генератор, А – агрегат, В – выпрямитель, У – специализированный источник–установка;
- вид сварки: Д – дуговая, П – плазменная;
- способ сварки: Г – в защитных газах, Ф – под флюсом, У – универсальный. Если всего две буквы, значит, сварка проводится покрытыми электродами;
- вид внешней характеристики: Ж – жесткая, П – падающая;
- количество постов сварки: М – многопостовой, без обозначения говорит об одном посте;
Важно! Иногда буква «М» обозначает механический способ регулировки силы тока. Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
- номинальная сила тока обозначается одной или двумя цифрами, округленными до десятков или сотен Ампер.
- последние одна или две цифры обозначают регистрационный номер в разработке;
- после цифр идет буквенное обозначение допустимого климатического использования: ХЛ – холодный климат, У – умеренный, Т – тропический;
- завершающая цифра обозначает допустимое размещение: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – отапливаемом помещении.
Например, трансформатор сварочный ТДМ-401 говорит нам о том, что это трансформатор дуговой сварки с механическим регулированием и одним постом сварки, с номинальной силой тока в 400 А. Более старые модели, такие как сварочный трансформатор ТС или СТШ несут на себе более старую маркировку. Так «Ш» означает регулировку при помощи шунтов, а «С» – обозначает, что аппарат предназначается для сварки.
Также в техпаспорте сварочного трансформатора указывается класс защиты по международной системе IP. В приведенных ниже таблицах приведены подробные расшифровки.
Пределы регулирования сварочного тока, A (min-max)
Пожалуй, эта характеристика является основной для любого сварочного трансформатора. Регулировка силы сварочного тока указывает сразу на два важных момента. Во-первых, на то, что регулировка вообще возможна, а это значит, что можно использовать электроды различного диаметра. Во-вторых, можно увидеть максимально возможную силу тока, которая позволит использовать электроды большого диаметра, что в свою очередь влияет на производительность труда. Это особенно важно для тех, кто выбирает сварочный трансформатор для цеха или мастерской, где требуются высокие показатели силы сварочного тока, более 200 А. Для бытового использования будет достаточно и меньшей силы сварочного тока.
Диаметр электрода
Одной из второстепенных, но весьма важных характеристик, является применяемый диаметр электрода. В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.
Необходимо отметить такой важный момент как то, что следует использовать электроды несколько меньшего диаметра, несмотря на приведенные показатели. Как показывает практика, подобранный по максимуму электрод под свою силу тока, будет недостаточно качественно проваривать шов.
Напряжение сети и количество фаз
Эта характеристика одна из основных. Она указывает на требуемое напряжение в сети для нормальной работы сварочного трансформатора. Необходимо заранее знать о том, какое напряжение будет в месте работы сварочного трансформатора, чтобы подобрать подходящий. Также от этого зависит количество фаз самого трансформатора. Так для однофазного сварочного трансформатора будет требоваться ток в 220 В, для двухфазного 380 В, а вот сварочный трансформатор ТД-500, работающий как от сети на 220 В, так и от сети на 380 В, является трехфазным.
Номинальный сварочный ток трансформатора
Один из наиболее важных параметров при выборе сварочного трансформатора. Он указывает на максимальное значение сварочного тока, который способен выдать трансформатор. От его величины зависит, как возможность плавки и резки металла, так и используемые для работы электроды. Именно этот параметр указывается в той или иной модели сварочного трансформатора в виде двузначного числа, как, например, у сварочного трансформатора ТС-200, где «200» означает, что номинальный сварочный ток составляет 200 А.
Номинальное рабочее напряжение
Данный параметр указывает на выходное напряжение с вторичной обмотки, которое необходимо для поддержания стабильной сварочной дуги. Как отмечалось ранее, это напряжение находится в диапазоне 30 – 60 Вольт. Значение этого параметра влияет на возможность работы с металлом определенной толщины. Чем ниже номинальное значение, тем тоньше металлические элементы можно сварить между собой. Этот показатель будет особенно важен для тех, кто собирается варить кузова автомобилей.
Номинальный режим работы ПН %
Эта характеристика особо не влияет на выбор того или иного сварочного аппарата. Но знать и понимать, за что она отвечает все же надо, так как от этого зависит сохранность сварочного трансформатора во время работы. Номинальный режим работы или как его еще называют – продолжительность включения – указывает на то, сколько времени трансформатор может находиться в режиме сварки. Так, например, трансформатор сварочный ТД-300 имеет номинальный режим работы 40%. Это говорит о том, что из 10 минут 4 минуты можно работать без перерыва и 6 минут отдыхать, давая трансформатору остыть. В противном случае Вы рискуете повредить аппарат.
Мощность потребления и выходная (КПД)
С этим показателем все довольно просто. Он указывает, сколько энергии потребуется для часа работы трансформатора. Чем ниже этот показатель, тем лучше. Но при этом необходимо также обратить внимание на выходную мощность при сварке. Если разница между ними слишком большая, то лучше поискать другой трансформатор, коэффициент полезного действия которого значительно выше. Иначе рискуете тратить многие килловаты энергии, при этом выполнять мизерную часть требуемого объема работы. Многие производители сразу отображают КПД, а некоторые указывают лишь потребляемую и выходную мощность. Следует быть внимательным и, наткнувшись на второй вариант, помнить о минимальной разнице между потребляемой и выходной мощностью.
Напряжение холостого хода
Еще одной важной характеристикой является напряжение холостого хода, отвечающее за появление сварочной дуги. Чем выше эта характеристика, тем легче создать дугу. Но существуют определенные ограничения по безопасности для оператора. Так для сети с постоянный током порог составляет 100 В, для переменного 80 В.
Количество обслуживаемых рабочих мест
С этим параметром все довольно просто. Он указывает на количество одновременно работающих от трансформатора сварщиков. По сути, этот параметр важен для мастерских, где есть необходимость одновременной работы нескольких человек. Бытовые модели ограничены одним рабочим местом.
AC/DC
Эта аббревиатура указывает на возможность работы сварочного трансформатора на постоянном или переменном токе. Есть трансформаторы, которые работают только от переменного тока, а есть такие, которые только от постоянного. Например, сварочный трансформатор Fubag TR-300 работает от сети с переменным током. Или трансформатор сварочный ВД-306, который тоже потребляет переменный ток. Но оба эти аппарата выдают постоянный ток. Их второе название – сварочные выпрямители. Также необходимо выделить DECA MMA PRIMUS 250E AC/DC, который является ярким представителем среди сварочных трансформаторов с маркировкой AC/DC.
Тип охлаждения
Еще одной второстепенной, но в тоже время достаточно важной характеристикой является тип охлаждения трансформатора. Она ни на что не влияет, но может склонить чашу весов в сторону того или иного аппарата. Существуют сварочные трансформаторы с естественным охлаждением и принудительным. По сути, принудительное охлаждение лучше, так как позволяет более эффективно избавляться от излишка тепла во время работы. Но не все трансформаторы оснащены вентиляторами.
Mасса и размеры сварочного трансформатора
Не влияющими на производительность работы сварочного трансформатора являются его вес и габариты. Но, тем не менее, эти характеристики могут повлиять на выбор. Ведь именно от массы и габаритов трансформатора зависит, будет ли он передвижным или стационарным, будет он на колесах или же с ручками для переноски. Сегодня на рынке представлены различные модели и выбрать есть из чего. Но необходимо сразу оговориться, что высокомощные и производительные сварочные трансформаторы будут весьма громоздкими и тяжелыми, созданными для промышленных условий. В тоже время более компактные и легкие предназначены для простого обывателя. На сегодняшний день развитие технологий в сфере электротехники позволили создать сварочные аппараты с прекрасными рабочими характеристиками с относительно малым весом и с довольно скромными габаритами.
Выбор сварочного трансформатора для новичка в сварочном деле может показаться настоящим кошмаром. Особенно если нет понимания, за что отвечает та или иная характеристика. Чтобы принять правильное решение, следует пригласить на помощь специалиста, который сможет помочь в выборе. Но если заранее подготовиться, изучив все необходимые материалы о сварочных трансформаторах, выбор будет не таким уж и сложным делом.
Сварочный трансформатор: устройство, принцип работы аппарата
Сварочный трансформатор – одно из самых надежных и простых сварочных устройств. В статье расскажем о его устройстве, принципе работы, что стоит знать перед покупкой трансформаторного аппарата и на какие модели обратить внимание.
Тот, кто имеет свой дом, знает, как часто приходится заниматься ремонтом, что-то конструировать или строить. Поэтому в хозяйстве обязательно должны быть различные инструменты. Нередко приходится выполнять операции с металлом: отрезать, соединять его. Иногда можно обойтись простыми скрутками, болтовыми соединениями, но в некоторых случаях единственным вариантам остается сварка. Самый простой способ в этом случае – электродуговая сварка, а самый доступный и надежный аппарат – это сварочный трансформатор.
Трансформаторный агрегат хорош тем, что работает от любой розетки, где имеется стандартное переменное напряжение, а внутренняя схема сварочника настолько проста, что там абсолютно нечему ломаться.

Виды сварочных трансформаторов
В продаже можно встретить такие сварочные аппараты трансформаторного типа, выпускаемые серийно:
- Агрегаты с регулированием амплитуды, у которых нормальное магнитное рассеяние, а дроссель имеет воздушный зазор.
- Сварочники на переменном токе с регулированием амплитуды, у которых увеличенное магнитное рассеяние – обмотки в подвижном состоянии или разнесенные, имеющие реактивный характер, магнит подвижный или шунт, который подмагничивается, со стабилизацией конденсаторной или импульсного типа.
- Тиристорные модели, где регулируется фаза – стабилизация выполнена по импульсному типу либо методом подпитки.
В первых двух категориях сварочных трансформаторов бытовой или профессиональной комплектации регулировка амплитуды осуществляется за счет изменения трансформаторного сопротивления или при помощи регулировки напряжения, когда холостой ход. Форма однофазного сигнала, а именно синусоида, остается неизменной.
Сварочные трансформаторы-тиристорники имеют в своей схеме фазорегулирование. Основные типы таких агрегатов работают по принципу преобразования синусоиды сигнала в форму, близкую к импульсам разных чередующихся полярностей.
Устройство оборудования
При классическом устройстве сварочного трансформатора с подвижной обмоткой он содержит следующие элементы:
- Металлический корпус прямоугольной формы, где по всем сторонам имеются продольные отверстия для циркуляции воздуха при охлаждении.
- Крышку, на которой расположен элемент регулировки сварочного тока.
- Сам трансформатор с двумя обмотками первичного и вторичного назначения с магнитопроводом или сердечником замкнутой конструкции, регулировочным винтом, по ленточной резьбе которого перемещается ходовая гайка с закрепленной на ней обмоткой.
- Рукоять, связанную с регулировочным винтом и служащую для управления зазором.
- Клеммы или зажимы для подключения к сварочному агрегату силовых кабелей с держателем электрода и общей клеммой.
Магнитопровод
Так как магнитопровод в сварочном трансформаторе является одним из главных элементов, следует поговорить о нем отдельно. Основная задача магнитопровода состоит в передаче магнитного поля от первичной обмотки ко вторичной. При этом сам замкнутый сердечник не является элементом, который каким-либо образом может повлиять на силу тока. Материал, из которого он изготовлен, – это сталь электротехническая. Сердечник не имеет цельнометаллической формы, а собран из отдельных пластин, изолированных друг от друга специальным лаком.

Целью объединения пластин в одну группу является способ предотвращения появления в сердечнике токов, противодействующих магнитной индукции и таким образом ослабляющих ее.
Как снизить шумы сварочного трансформатора? При прохождении токов большой величины в обмотках трансформатора за счет сильного магнитного поля пластины сердечника начинают издавать гул. Чтобы его уменьшить, необходимо как можно сильнее стянуть пластины.
Принцип работы сварочного трансформатора
Трансформатор сварочного типа является прибором понижающего типа. Он преобразует высокое напряжение в более низкое. За счет этого увеличивается сила тока во вторичной обмотке, которая способна плавить металл во время сварки. В самом физическом процессе – принципе работы в трансформаторе с подвижной обмоткой – нет ничего сложного:
- При подаче на обмотку первичного типа высоковольтного переменного напряжения в ней образуется поток магнитного поля, который имеет переменный характер.
- Этот магнитный поток пронизывает сердечник. Последний в свою очередь передает поле на вторую обмотку, при этом снижая потери магнитной индукции в пространстве.
- Магнитная индукция наводит во вторичной обмотке электродвижущую силу (ЭДС), которая заставляет электроны металла перемещаться, то есть получается электрический ток.
- Так как витков во вторичной обмотке меньше, чем в первичной катушке, напряжение на выходе трансформатора падает, а ток возрастает.
- При замыкании электрода о заготовку возникает электрическая дуга, которая и переносит частицы металла с электрода на свариваемые детали.
Кроме режима сварки, когда сварочный трансформатор находится под нагрузкой, схема сварочного трансформатора может быть в режиме холостого хода.
Холостой ход
Холостой ход не означает, что нет протекания тока в проводе вторичной катушки. За счет магнитных потоков рассеяния он может возникать. Это не всегда безопасно для сварщика, так как напряжение на зажимах вторичной обмотки трансформатора при холостом ходе увеличивается сильнее, нежели под нагрузкой, и можно получить электрический удар.
Чтобы этого избежать, металлический корпус агрегата всегда должен быть заземлен. Также в некоторых моделях сварочных трансформаторов ставят блок защиты от возрастающего тока холостого хода. Включение этого блока происходит сразу по завершении сварочной операции.
Какие характеристики учитывать при покупке
Помните! При покупке сварочного аппарата на базе трансформатора нужно осознавать, что этот прибор хорош своей простотой, но редко можно получить на нем красивый сварной шов. Поэтому недорогие аппараты такого типа подойдут только для бытовых нужд без претензий на профессиональную сварку. Если же брать серьезные трансформаторные агрегаты с системой стабилизации дуги, то они будут прилично стоить и должны себя оправдывать.
Осуществляя выбор сварочного оборудования, смотрят на следующие параметры:
- Величину сварочного тока, которая у слабых бытовых моделей не более 200 ампер, у полупрофессиональных будет доходить до 300 ампер, у мощных производственных моделей превышает отметку в 300 ампер.
- Толщину электрода и тип, с которым способен работать аппарат. Для сварки тонкостенных и средних по толщине металла заготовок подойдет сварочник, работающий с 2- и 5-миллиметровыми электродами, для сварки толстых стенок агрегат должен иметь возможность плавить электроды диаметром свыше 5 мм.
- Мощность потребления и выходная КПД. Более мощные трехфазные агрегаты чаще используют как промышленное оборудование.
Популярные модели
ЗУБР ЗТС-200 – компактный трансформатор, которым можно варить сталь низкоуглеродистой марки. Установка может брать питание как от трехфазной, так и от однофазной сети, что выбирается специальным переключателем. Прибор обеспечивает сварной ток в диапазоне от 60 до 200 ампер, чего достаточно для решения бытовых задач при работе с металлами толщиной не более 6 мм. Во избежание перегрева модель снабжена тепловым предохранителем.

PRORAB FORWARD 180 – дешевый маломощный сварочный трансформатор для работы с чугуном и сталью. На нем применяют электроды диаметром не более 4 мм, мощность сварного тока не превышает 180 ампер. Запитывать устройство можно от 380 и 220 В. Производитель укомплектовал сварочник силовыми проводами с крокодилом и держателем электродов, щитком для защиты лица, щеткой по металлу и удалителем шлака.

ELITECH АС 200Т – сварочный трансформатор полупрофессиональной категории с питанием от сети любого типа. Мощная модель (в пределах 10 кВт), которая рассчитана на продолжительную непрерывную работу с выдачей максимального тока 200 ампер. Допустимо работать тонкими электродами от 1.6 до 4 мм толщины. Пользователи отзываются о сварочнике как об очень неприхотливом устройстве.
Изучите продукт! Самое лучшее при выборе сварочного трансформатора – изучить наиболее удачные технические параметры для такой категории устройств и сопоставить их с параметрами реальных моделей, предлагаемых на рынке.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
Трансформаторы сварочные
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Сварочное оборудование — Трансформаторы сварочные
Общие сведения
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Принцип действия
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 6) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
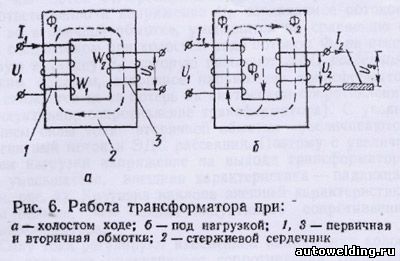
Режим холостого хода трансформатора (рис. 6, а) устанавливают (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток I1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит, и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина — напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации k) равно отношению количества витков первичной W1 и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60…90 В. Такие трансформаторы называются понижающими.
Режим нагрузки (см, рис, 6, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равном напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток, который стремится уменьшить величину магнитного потока, создаваемого первичной обмоткой. Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии — потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в k раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сварочном трансформаторе благодаря большому рассеянию магнитного потока. С этой целью первичную и вторичную обмотки располагают на значительном расстоянии друг от друга. При нагрузке (см. рис. 6, б) часть магнитного потока трансформатора замыкается по воздуху, образуя поток рассеяния Фр. Поэтому поток Ф2, пронизывающий вторичную обмотку, при нагрузке меньше, чем поток Ф1, пронизывающий первичную обмотку. Соответственно и напряжение U2, создаваемое потоком Ф2 во вторичной обмотке, уменьшится по сравнению с U0, создаваемом при холостом ходе потоком Ф1 на некоторую величину Ер, которую называют ЭДС рассеяния. Таким образом, вторичное напряжение трансформатора снижается из-за потерь на внутреннем сопротивлении (индуктивное сопротивление трансформатора). С увеличением силы тока вторичной обмотки увеличиваются магнитный поток и ЭДС рассеяния. Поэтому с увеличением нагрузки напряжение на выходе трансформатора U2 уменьшается, внешняя характеристика – падающая. Крутизна наклона внешней характеристики тем больше, чем больше индуктивное сопротивление трансформатора.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).

Напряжение холостого хода трансформатора U0=U1W2/W1. Если дугу подключить к крайним контактам вторичной обмотки (см. рис, 7, а), то число витков W2, участвующих в работе, увеличится. При этом увеличится напряжение холостого хода, а следовательно, и сила сварочного тока. Очевидно, что при увеличении числа витков первичной обмотки W1 сила тока уменьшится. Секционированные обмотки позволяют регулировать силу тока только ступенчато. В трансформаторах с подвижными катушками винтовым механизмом 4 плавно регулируют силу тока (см. 7, б), перемещая по сердечнику 3 подвижные обмотки. Если увеличить расстояние между первичной 1 и вторичной 2 обмотками, то возрастут магнитный поток и ЭДС рассеяния, т. е. увеличатся потери энергии внутри трансформатора. Это вызовет уменьшение силы тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора.
Подобным же образом при введении магнитного шунта 5 между обмотками (см, рис. 7, в) уменьшится магнитное сопротивление на пути потока рассеяния, а сам поток увеличится, что приведет к увеличению индуктивного сопротивления трансформатора и уменьшению силы тока. В трансформаторах с подвижными магнитными шунтами, изменяя регулятором 6 положение шунта 5, плавно регулируют силу тока. Силу тока можно регулировать и неподвижным шунтом, подмагничиваемым обмоткой управления постоянного тока. Если увеличить силу тока в обмотке управления, то магнитное сопротивление шунта возрастет. При увеличении магнитного сопротивления шунта поток рассеяния уменьшится, что приведет к увеличению силы сварочного тока. Этот способ плавного регулирования силы тока использован в трансформаторах, регулируемых подмагничиванием шунта.
В тиристорных трансформаторах формирование требуемых внешних характеристик и регулирование режима сварки осуществляется полууправляемыми вентилями — тиристорами, включаемыми встречно — параллельно, и системой управления фазой их включения. Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуду и длительность которых определяют углом (фазой) включения тиристоров.
Источник: Александров А.Г. «Эксплуатация сварочного оборудования»
Сварочный трансформатор в аппарате для дуговой сварки: применение, характеристики и обслуживание
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.
![]()
Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).
![]() Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
![]() Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
![]() В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
![]()
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
Сварочный трансформатор — устройство и принцип работы
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.

Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).

Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.

Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
Устройство сварочного трансформатора: принцип действия, работы

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.

Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.

Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
 Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение – число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 – число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 – первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 – вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 – подвижная часть магнитопровода;
- 4 – система подвеса трансформатора внутри корпуса агрегата;
- 5 – механизм управления воздушным зазором;
- 6 – ходовой винт. Основной элемент управления воздушным зазором;
- 7 – рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.

Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока – величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока – величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
 Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения – не более 12 В.
