Сварочный трансформатор — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 февраля 2014; проверки требуют 14 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 февраля 2014; проверки требуют 14 правок.Сварочный трансформатор — трансформатор, предназначенный для различных видов сварки.
 Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушками
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушкамиСварочный трансформатор преобразует напряжение сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочные трансформаторы классифицируются следующим образом:
- По количеству обслуживаемых рабочих мест
- По фазности напряжения в сети: однофазные, трехфазные.
- По конструкции: с регулировкой вторичного напряжения магнитным рассеянием, регулировкой переключением количества витков, с регулируемым выходным напряжением посредством дросселя насыщения.
К характеристикам сварочных трансформаторов относятся:
- Коэффициент мощности
- Напряжение сети
- Вторичное напряжение
- Мощность
- Пределы регулирования тока
Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должна быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В.
Для сварки переменным током широко применяют однофазные трансформаторы, которые понижают напряжение с 220 В до величины не более 70 В. В промышленности чаще всего используют трехфазные сварочные трансформаторы, где напряжение с 380 В понижается до величины не более 70 В. Бывают и двухфазные (с объединенными в две фазы по 220 в) сварочные трансформаторы, которые понижают напряжение с 380 в до 70 В. Они отличаются между собой только величиной коэффициента преобразования напряжения и тока, вследствие разницы во входных напряжениях и, соответственно, в построении первичной обмотки; в трехфазных есть три первичные обмотки, а в однофазных и двухфазных есть только одна первичная обмотка, только с той разницей, что витков на этой обмотке в двухфазных больше, соответственно с напряжением, в первых 220 В, а во вторых 380 В.
Вольт-амперная характеристика вторичной цепи трансформаторов, должна обеспечивать ведение устойчивого сварочного процесса, учитывает статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частой смене полярности переменного тока.
- Источники питания сварочной дуги: Учебник. — М.: Высш. школа, 1982. — 182 с, ил. 40 к.
- Алексєєв Е. Д., Мельник В. І. Зварювання в промисловому будівництві. — Стройиздат, 2000. — 377 с.
- Альошин Н. П., Щербинский В. Г. Контроль якості зварювальних робіт. — М.: Вища. школа, 2006. — 167 с.
- Безпека виробничих процесів/Под ред. С. В. Бєлова — М.: Машинобудування, 1995. — 448 с.
- Блінов A. H., Лялін К. В — Організація і виробництво зварювально-монтажних робіт, — М: Стройиздат, 1998. — 343 с.
- Думова С. І. Технологія електричного зварювання плавленням. — Л.: Машинобудування, 2007. — 468 с.
https://web.archive.org/web/20140226095245/http://www.sibelektrod.ru/publ/svarochnye_transformatory/svarochnyj_transformator_prakticheskij_spravochnik/2-1-0-71
http://www.autowelding.ru/index/0-27
что это такое и зачем он нужен?
Время чтения: 7 минут
Сварочный трансформатор — это классическая разновидность сварочного аппарата, применяемая уже более ста лет. Трансформаторы зарекомендовали себя как надежные и неприхотливые аппараты, которые способны сварить даже самый толстый металл за счет большой сили сварочного тока. Сейчас трансформаторы используются нечасто, поскольку производители предлагают недорогие функциональные инверторы. Но для профессионалов и сварщиков старой закалки трансформаторы все еще играют большую роль.

В этой статье мы подробно расскажем, что такое сварочный трансформатор, как он устроен, какие существуют типы сварочных трансформаторов и для чего служит сварочный трансформатор. Этот материал создан специально для тех, кто только изучает азы сварки и выбирает сварочный аппарат для себя.
Содержание статьи
Общая информация
Сварочный аппарат трансформаторного типа — это один из классических представителей сварочного оборудования. Основная функция сварочного трансформатора — преобразование напряжения сети 220В или 380В в низкое, а также преобразование тока от низких до высоких значений. Любой трансформатор (будь он современный или выпущенный 30 лет назад) предназначен для ручной дуговой сварки с применением покрытых электродов.

С помощью трансформатора возможна как бытовая, так и профессиональная или промышленная сварка. В 20 веке сварочные трансформаторы широко использовались для профессиональных сварочных работ, пока их не вытеснили компактные инверторы нового поколения. Тем не менее, трансформаторы все еще используются многими сварщиками.
Достоинства:
- Низкая стоимость самого аппарата, а также его запчастей и технического обслуживания
- Неприхотливость к хранению и эксплуатации
- Высокая ремонтопригодность
- Большая мощность
- Возможность сварки толстых металлов
Недостатки:
- Большой вес и габариты, затрудняющие транспортировку
- Не интуитивная регулировка силы тока (отсутствуют ручки и кнопки, регулировка осуществляется путем изменения величины индуктивного сопротивления или вторичного напряжения холостого хода)
- Часто нестабильное горение дуги, затруднительный поджиг
Устройство и принцип работы
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.

Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
Читайте также: Выбираем лучший сварочный аппарат для гаража
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше. Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Вместо заключения
Трансформаторы — это надежные и неприхотливые аппараты, зарекомендовавшие себя при выполнении любых задач: от бытовых до промышленных. Сейчас они практически не используются из-за большого разнообразия аппаратов инверторного типа, но это не значит, что трансформаторы исчезнут. У них есть свои неоспоримые преимущества, которыми вряд ли смогут похвастаться даже самые современные инверторы.
С помощью трансформатора можно варить толстый металл, ему под силу сварка любой сложности. Но учтите, что для работы с трансформатором необходимо обладать навыками сварки. Только так вы сможете добиться достойного качества швов. С другой стороны, если вы изучите азы сварки на трансформаторе, то потом сможете качественно выполнять работу на любом типе сварочного оборудования. Желаем удачи в работе!
Сварочный трансформатор — устройство, принцип работы и виды
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.

Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
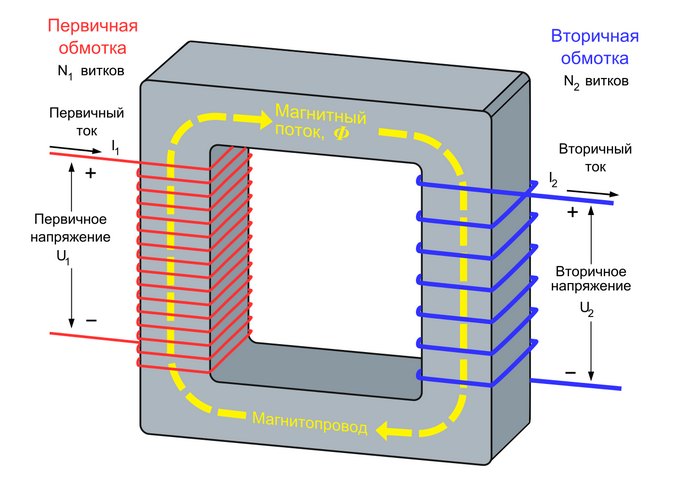
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Поделись с друзьями
1
0
0
0
Сварочные трансформаторы: устройство и принцип работы
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
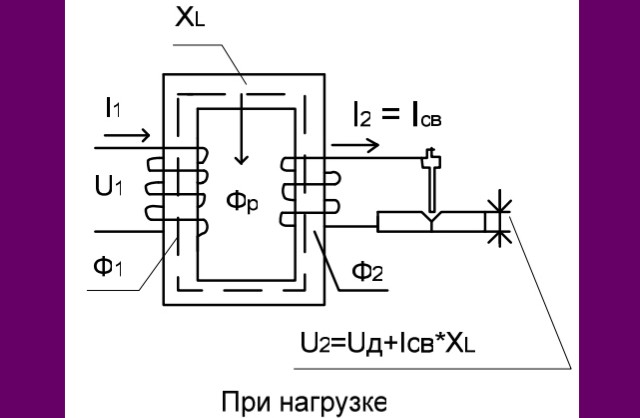
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
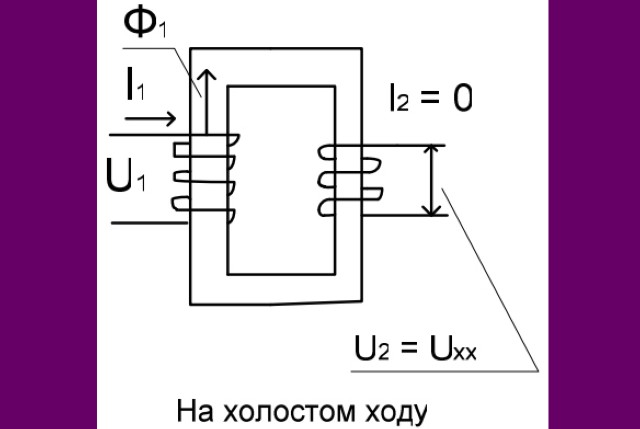
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста. - Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста. После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
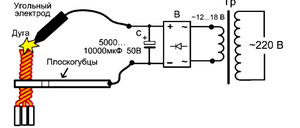
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Хорошая реклама
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
 Точечная контактная сварка
Точечная контактная сваркаВиды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.

Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.

Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.

Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.

Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
различные сварочные аппараты постоянного и переменного тока
 Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Конструкция устройства
Схема устройства не является сложной. Многие пользователи способны самостоятельно заняться сборкой такой конструкции. Самая простая схема сварки будет работать на одной фазе. Но этого более чем достаточно.
Она состоит из трёх составляющих:
- магнитный привод или сердечник;
- первый слой обмотки;
- второй слой обмотки.
Таким элементом, как магнитный привод или сердечник, является деталь из ферромагнитного сплава с замкнутым контуром. Первый слой обмотки соединяется с сетью, а второй направляется на массу и держатель электрода, которым непосредственно осуществляется сварка. При этом контур теряет сопротивление, а электромагнитная связь повышается.
Но это конструкция самой простой модели. Более профессиональные модели имеют и дополнительные элементы, такие как дроссель и другие.
Полная конструкция обыкновенного сварочного трансформатора состоит из следующих элементов:
- сердечник;
- держатель коробки;
- зажим для сцепки проводов;
- металлический ящик;
- жалюзи для охлаждения;
- рукоятка;
- болт;
- крышка конструкции;
- вертикальный винт;
- винтовая гайка;
- первичная и вторичная обмотка трансформатора.
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
 Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
К примеру, первая обмотка имеет 200 витков, а вторая 10. Коэффициент в этом случае выходит 200:10 = 20. Когда такое оборудование подключаем к обычной сети, то на выходе мы получим примерно одиннадцать ватт.
Для смены нагрузки сварки зачастую меняют зазор магнитного привода. Если зазор увеличить, то сила тока уменьшится. Если уменьшить зазор, то, соответственно, увеличится. Подобрать нужное напряжение можно, узнав количество витков.
Из чего состоит сварка
Такое устройство, как сварка, позволяет понизить напряжение и в этот же момент увеличить силу тока. Это и даёт возможность нагревать металл до нужной для его плавления температуры. Параметры силы и напряжения определяются в момент проектирования и создания трансформаторной сварки. Под определённые функции аппарат оборудуется специальными деталями, которые и определяют назначение работы конструкции.
Кроме первой и второй обмоток и магнитного привода, трансформатор имеет такие детали, как винт с вертикальной резьбой и рукоятка, позволяющая ему вращаться, винтовая гайка и зажимы. Также сварка оборудована корпусом с вентиляцией и подвесной системой, которая защищает сварку от внешних повреждений.
В трансформаторах, работающих по принципу переменного тока, есть и другие детали, позволяющие облегчить работу мастера.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Различные виды конструкции
Принцип действия бытового или профессионального образца определяет то, какими техническими характеристиками владеет определённый прибор. В связи с этим образовалось множество принципов и факторов классификации подобной аппаратуры. Например, на многопостные и однопостные. Последние предназначены исключительно для бытового использования. Они рассчитаны на инвертор в 3−9 кВт. Домашние сети не рассчитаны на мощность более 10 кВт.
В отличие от предыдущих, многопостные конструкции имеют сложное строение. Они считаются профессиональными и применяются с мощностью более 10 кВт. С одним таким аппаратом может одновременно работать до десяти человек.
Также можно разделить трансформаторы по фазному принципу на однофазный и трёхфазный аппарат. Существуют модели, которые могут переключаться на различное напряжение в сети.
Для применения в домашних условиях могут подойти однофазные агрегаты, а для профессионального уровня трёхфазные. По этому фактору можно определить и напряжение на выходе. Толстые детали можно сварить исключительно трёхфазным аппаратом, так как однофазные не смогу этого сделать.
Классифицировать можно также и по типу аппарата. В основном выделяют три лидирующие группы сварок:
- Аппараты с минимальным рассеиванием магнитного поля. Характерно для такого аппарата наличие дросселя.
- Конструкции с большим рассеиванием магнитного поля. Они имеют довольно сложную схему. Основные её детали — это несколько обмоток, конденсаторов и стабилизаторов. Не исключено присутствие и других дополнительных элементов.
- Тиристорные конструкции. Оборудованы фазорегулятором. Характерные особенности и преимущества — это маленький вес, большая сила тока.
Такую классификацию можно применять только к устройствам с переменным током. Сварочные трансформаторы постоянного тока к этому не относятся. Для подобных конструкций характерными особенностями являются большие габариты, сложная схема и наличие выпрямителя. Самодельный сварочный аппарат постоянного тока своими руками может сделать только профессионал.
Они являются более надёжными и удобными в работе. Такой сварочный аппарат считается профессиональным при условиях использования его на постоянном токе. Этим прибором можно работать с различными видами цветных металлов. Их стоимость довольно высока, и в связи с этим применяются для сварки только профессиональными мастерами. Домашние требования может исполнить и сварочный трансформатор переменного тока.
Все модели переменного тока можно сделать самостоятельно, как и трансформатор для полуавтомата своими руками. В качестве исходного материала можно использовать трансформаторы советского производства с двойной намоткой.
Холостой ход
Сварочные конструкции могут работать как под напряжением, так и в режиме холостого хода. Когда создаётся сварочный шов, между электродом и непосредственно объектом сварки замыкается второй слой обмотки. С помощью электрического тока металл плавится и соединяет две детали в одну конструкцию. Когда детали связаны между собой, аппарат прекращает работу и включает состояние ожидания (холостой ход).
Сборка конструкции своими руками
Все элементы будущей конструкции должны быть на отведённых местах и состоять из металла и текстолита.
 По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
Можно использовать и приобретённый корпус для аппарата, например, основы для системного блока компьютера или т. п. Но главное — это прочность и надёжность конструкции.
Важно и то, что тиристоры должны размещаться на отдельной плате и далеко от трансформатора. Далеко от него также должен быть расположен выпрямитель.
Причиной такому расположению является сильное нагревание дросселя и непосредственно трансформатора.
