Устройство и использование штангенциркуля
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.

С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Принципиальные конструктивные характеристики штангенциркуля
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.

Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как “верньер”, на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Составные детали и применение

Устройство штангенциркуля.
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая – на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ – 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ – 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ – 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ – 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
устройство и принцип работы, шкала измерения, классы точности и виды
 Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий — токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий — токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
 К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
 К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
 Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Принцип определения основан на простых математических и геометрических правилах кратности и пропорциональности. Как правильно пользоваться штангенциркулем, можно рассмотреть на примере образца с классом точности 0,05 мм.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.

При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Техника измерения ничем не отличается для размеров более 1 миллиметра — целая часть размера определяется по основной шкале, к ней добавляется дробная, определенная по описанному способу. Приведем несколько примеров подобных замеров.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.
 Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Для более точных измерений применяются инструменты более высокого класса точности — микрометры и микрометрические нутромеры с винтовой подачей рабочей измерительной головки и круговой шкалой с точностью 0,01 мм.
 Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h22. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h22. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Устройство и приемы измерения штангенциркулем.
План –конспект
открытого урока
по предмету технология в 6 классе
учителя МБОУ Каменно-Балковской СОШ
Моспанова В.Ф.
Тема: Устройство и приемы измерения штангенциркулем.
Цели:
1. Обучающая: Ознакомить обучающихся с устройством и назначением штангенциркуля с точностью измерений 0,1 мм. Обучить приемам работы штангенциркулем.
2. Развивающая: Развивать координацию движений, глазомера, способности сравнивать.
3. Воспитательная: Воспитывать внимательность, аккуратность, бережное отношение к инструменту.
Тип урока: Комбинированный
Методы обучения: объяснение, беседа, демонстрация изучаемого объекта, лабораторно-практическая работа.
Оборудование: верстак, штангенциркуль ШЦ-1, мультимедийный проектор, образцы для измерений .
Литература: Симоненко В.Д. Учебник «Технология » 6 класс. «Вента-Граф» 2014 год
ХОД ЗАНЯТИЯ:
1. Организационная часть (3 мин)
— приветствие;
-отметка отсутствующих;
— назначение дежурных;
-проверка готовности к уроку;
— объявление темы и цели занятия.
Вводное слово. Добрый день! Я рад приветствовать вас сегодня на уроке технологии. Рассчитываю на вашу поддержку и помощь. Уверен, что наше сотрудничество будет успешным. Я надеюсь, что мы успеем с вами подружиться за этот короткий промежуток времени.
При встрече здороваться: «Доброе утро!»
— Доброе утро солнцу и птицам!
— Доброе утро улыбчивым лицам!
И каждый становится добрым, доверчивым,
И доброе утро длится до вечера.
2.Повторение пройденного материала. ( 10 мин)
Тема прошлого урока: « Сотовой прокат».
Просмотр презентации. ( слайд 1……..14)
2.2. Анализ усвоения.
Молодцы ребята!
-Вы неплохо знаете изученный материал, затруднялись ответить на некоторые вопросы. Полученные отметки узнаете в конце урока.
Физкультминутка для глаз .
Один из древних философов говорил: «Не пренебрегай здоровьем своего тела».
И сейчас давайте позаботимся о своём здоровье, и дадим нашему организму отдохнуть
Сядьте удобно, расслабьтесь и послушайте музыку.
(Звучит музыка, демонстрируются слайды – художественные воздушные шары )
3.Изложение нового материла (15 мин)
Формирование новых знаний.
Тема урока на доске закрыта, штангенциркули находятся в чёрном ящике.
Проблемная ситуация.
1. показываю отрезок проволоки, прошу назвать основные размеры (длина, диаметр). Спрашиваю, как с помощью известных ребятам инструментов измерить эту заготовку (длина – линейкой, диаметр — ?)
2. Показываю тонкую пластинку, прошу измерить ее толщину (вызовет затруднение). Говорю, что измерить (толщину пластины) как, а также диаметр проволоки очень точно можно одним измерительным инструментом, спрашиваю, не известен ли он кому-нибудь. Показываю его. Объясняю тему урока, его цель, записываем в тетрадях – дату, тему.
История появления штангенциркуля.
Первые штангенциркули появились уже в начале XVII века, то есть существуют уже около 4-х столетий. Были они деревянные и имели невысокую точность, но жизнь требовала настоятельно более точных размеров в технике, особенно военной. Уже тогда выпускали огнестрельное оружие, пушки и в конце XVIII века в Англии в Лондоне появились металлические штангенциркули, которые вместе с основной шкалой содержали и дополнительную, изобретенную португальским математиком Педро Нуниушем и в честь его названную шкалой Нониуса. Ими можно было измерять с высокой точностью.
В настоящее время существует 3 вида и 8 шиноразмеров штангенциркулей. Они отличается своими возможностями, пределов измерений и степенью точности. На современном промышленном производстве любой уважающий себя рабочий, техник, инженер обязательно пользуются ими, а работа станочников по металлу – токарей, фрезеровщиков, инструментальщиков без него вообще немыслима.
При разметке заготовок и в процессе изготовления изделий постоянно возникает необходимость определить тот или иной размер заготовки или готовой детали. Для этих целей используют, например, измерительную линейку. Но она позволяет определить размеры деталей с точностью до 1 мм. Для более точных измерений служит штангенциркуль.
Образован от немецкого слова «штанге» — стержень и «циркулус» — круг, т.е «стержень для измерения круга».
С его помощью измерения можно производить измерения с точностью до 0,1 мм.
Наряду с измерением толщины деталей, уступов, выступов штангенциркуль широко используют для измерения диаметров цилиндрических отверстий и цилиндрических деталей.
Удобному и точному измерению диаметров цилиндрических деталей и отверстий способствует само устройство штангенциркуля.
Устройство штангенциркуля ШЦ- 1
1. Штанга с основной шкалой в мм.
2. неподвижные губки расположены на штанге.
3. рамка с подвижными губками и жестко соединенным с ней глубинометром.
4. Зажимной винт.
5. Нижние измерительные губки – для наружных размеров.
6. Верхние измерительные губки – для внутренних размеров.
Шкала «нониус» — расположена на скошенной грани рамки
Для измерения десятых долей миллиметра служит вспомогательная шкала, называемая нониусом, длина которого равна 19 мм и поделена на десять делений.
Приемы измерения штангенциркулем
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги, а десятые доли миллиметра по шкале Нониуса, начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской шкалы штанги. Это и будет число десятых долей миллиметра.
Приемы измерения и уход за штангенциркулем
Перед измерением штангенциркуль проверяют на точность показаний:
1. Плотно совмещают измерительные губки инструмента.
2. Нулевые риски обеих шкал должны совпасть.
3. Десятая риска шкалы нониуса должна совместиться с девятнадцатой риской шкалы штанги.
Точность измерений штангенциркулем зависит от соблюдения правил пользования им и ухода за этим инструментом.
Штангенциркуль – точный, дорогостоящий инструмент и требует бережного отношения к нему.
1. Штангенциркуль должен располагаться на рабочем месте отдельно от рабочего инструмента.
2. На него не должны попадать пыль, стружка, опилки.
3. При измерении деталей нельзя сильно зажимать их, так как может возникнуть перекос рамки, и показания будут неверными.
4. Измерения выполнять чистыми, сухими руками.
5. Измеряемые детали должны быть чистыми, сухими, без задиров и заусенцев.
6. Нельзя зачищать инструмент шлифовальной шкуркой или напильником.
7. После работы штангенциркуль нужно протереть и уложить в футляр.
3.Закрепление изученной темы:
1. С какой целью применяют штангенциркуль?
2.Из чего состоит штангенциркуль?
3. Сколь шкал имеет штангенциркуль?
6.Назовите основные правила обращения с штангенциркулем.
7. В чем секрет точности измерений?
8.Как устроена шкала нониуса?
4.Вводный инструктаж по лабораторно-практической работе.
5.Лабораторно-практическая работа: «Проведение измерений штангенциркулем» (см.приложение№1) ( 12 мин)
6.Текущий инструктаж. (целевые обходы учащихся, контроль и исправление ошибок).
7.Заключительный инструктаж:
— анализ выполненных работ
— подведение итогов: указать школьникам на успехи в работе и недостатки, объяснить их причины и пути преодоления. Объявить ученикам оценки. Назвать лучших учеников.
(Приложение № 1)
ЛАБОРАТОРНО-ПРАКТИЧЕСКАЯ РАБОТА
Тема: Проведение измерений штангенциркулем.
Цель: Познакомиться с технологией измерения штангенциркулем ШЦ-1
Оснащение: штангенциркуль ШЦ-1, образцы для измерений.
Порядок выполнения работы:
1.По изображению штангенциркуля проставьте номер позиции.
Номер позиции
Наименовании детали
1. Подвижные губки
2. Неподвижные губки
3. Глубиномер
4. Штанга
5. Рамка
6. Шкала нониус
7. Зажимной винт
2.Измерить образец детали прямоугольной формы и заполнить таблицу, где
Н 1 – длина детали
Н 2- ширина детали
Н 3 – высота детали
№ деталей
Н 1
Н 2
Н 3
Деталь № 1
Деталь № 2
3.Измерить образец детали цилиндрической формы и заполнить таблицу, где
А 1- внутренний диаметр детали
А 2-наружный диаметр детали
А 3- высота детали
№ детали
А 1
А 2
А 3
Деталь № 3
Деталь № 4
Ответы
(Приложение № 1)
ЛАБОРАТОРНО-ПРАКТИЧЕСКАЯ РАБОТА
Тема: Проведение измерений штангенциркулем.
Цель: Познакомиться с технологией измерения штангенциркулем ШЦ-1
Оснащение: штангенциркуль ШЦ-1, образцы для измерений.
Порядок выполнения работы:
1.По изображению штангенциркуля проставьте номер позиции.
Номер позиции
Наименовании детали
3
5
6
1
4
7
2
1. Подвижные губки
2. Неподвижные губки
3. Глубиномер
4. Штанга
5. Рамка
6. Шкала нониус
7. Зажимной винт
2.Измерить образец детали прямоугольной формы и заполнить таблицу, где
Н 1 – длина детали
Н 2- ширина детали
Н 3 – высота детали
№ деталей
Н 1
Н 2
Н 3
Деталь № 1
79.2
39.7
10.1
Деталь № 2
59.3
19.7
19.7
3.Измерить образец детали цилиндрической формы и заполнить таблицу, где
А 1- внутренний диаметр детали
А 2-наружный диаметр детали
А 3- высота детали
№ детали
А 1
А 2
А 3
Деталь № 3
54.8
68.8
59.5
Деталь № 4
20.0
39.5
19.6
Штангенциркуль.Измерение деталей штангенциркулем
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком??? НЕТ? Тогда читайте мою статью и все станет понятно 🙂
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК????
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
Как устроен штангенциркуль, он же колумбик, все в этом видео:
Измерение деталей штангенциркулем. Как пользоваться?
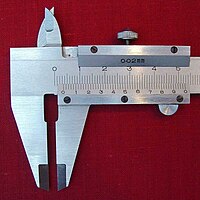
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
- Это так называемые губки (но целовать их не стоит) они предназначены для измерения внутренних поверхностей.
- Эту часть называют рамка ведь на нее она и похожа 🙂 .
- Зажим с помощью которого можно надежно зафиксировать рамку (п.2).
- Называют штанга, по ней рамка перемещается и позволяет производить измерения штангенциркулем.
- Под номером 5 у нас линейка глубиномера с помощью которого очень удобно измерять глубину фрезеровки или отверстий деталей.
- Шкала штанги. Тут вроде все понятно.
- Нониус. С помощью него собственно и удается производить измерения с точностью от 0,01 до 0,1 мм (в зависимости от точности вашего штангенциркуля).
- И завершают наш список губки для измерения наружных поверхностей. Иногда оснащаются вставками из твердого сплава для меньшего износа при частом использовании.
Как пользоваться штангенциркулем.
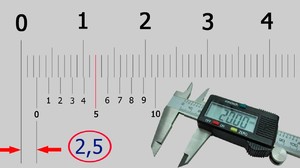
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил???
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру):
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ!!!
С вами был Андрей !
Штангенинструменты — штангенциркули, штангенглубиномеры и штангенрейсмасы.
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты — измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею.
В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы — Челябинский (ЧИЗ) и Кировский (КРИН). Среди зарубежных фирм можно отметить Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия).
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
***
Шкала нониуса или верньер
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения — на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента.
Т. е. если на основной шкале 10 делений соответствуют 10 мм, то на шкале нониуса, рассчитанной на точность измерения 0,1 мм, 10 делений будут соответствовать 9 мм. При выполнении измерений сдвиг между шкалами, обусловленный преднамеренной погрешностью нониуса, позволяет считывать результат в 10 раз точнее.
Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название «нониус» это устройство получило в честь менее известного португальского математика П. Нуниша (1502 — 1578), который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют «верньер».
Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i. Сначала определяют число делений нониуса n = c/i, где c — интервал деления основной шкалы.
Тогда интервал деления шкалы нониуса b = γc — i, где γ — натуральное число 1, 2, 3…., служащее для увеличения интервала деления нониусной шкалы.
Затем находят общую длину шкалы нониуса l — bn = (γc — i)×n.
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
***
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали.
Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
Кроме обычных штангенциркулей существуют еще и электронные модели инструмента, которые выводят значение замера на табло.
***
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2. На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3.
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки — верхние губки.
Некоторые конструкции штангенциркулей оборудованы глубиномером — тонкой, очень узкой линейкой (щупом), конец которой прикреплен к рамке. Глубиномер (7) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы).
***
Штангенглубиномеры
Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер — это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений — нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом), с отсчетом по циферблату и с цифровым отсчетом.
***
Штангенрейсмасы
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Принципиально штангенрейсмасы аналогичны штангенинструментам — основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
***
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
***
Погрешности измерений штангенинструментом
Штангенциркуль – как устроен, его виды, как провести измерения? + видео
Штангенциркуль получил название благодаря основному элементу своего корпуса – штанге, а вот привычный нам циркуль немного далек от этого инструмента своим устройством. Разобраться в предмете, полном загадок, постараемся с помощью данной статьи, рассмотрим его устройство и принцип работы.
Устройство штангенциркуля – основные узлы и их назначение
Устройство штангенциркуля внешне не кажется сложным, но его части так компактно и оптимально составлены, что делают это приспособление простым и удобным в использовании. А умеет оно немало, причем измерения, которые выполняются с его помощью, очень важны во многих сферах промышленности и строительства. При использовании штангенциркуля мы получаем линейные размеры предметов, как внешние, так и внутренние. А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным.
Назначение штангенциркуля – измерение длины, диаметров, глубины, а вот что обеспечивает эту возможность, разберем на примере самого простого вида этого приспособления. Основным узлом является линейка, которая и называется штангой, давая часть названия инструменту. Деления на ней обычно равны 1 мм, а общая длина обычно составляет 15 см, но отдельные модели могут быть длиннее. Линейка определяет максимальный размер, который сможет измерить данный инструмент. А значит, максимальная длина или диаметр предмета должен быть не более 15 см.
На конце линейки находятся губки, вернее их половинки, а вторые половинки расположены на подвижной рамке, которая перемещается по линейке, отмеряя размер обследуемого предмета. Губки есть внутренние и внешние, у первых резцы смотрят наружу, у вторых – друг на друга. Следовательно, первые вставляются в предмет и раздвигаются, чтобы зафиксировать внутренний геометрический параметр, а вторые раздвигаются широко, а потом сближаются, чтобы зафиксировать исследуемый предмет между собой. Чтобы точно снять размер или перенести его на другую поверхность, подвижная рамка может фиксироваться специальным винтом, который находится на ней же.
На основной линейке мы можем посмотреть целочисленное значение искомого размера, а вот уточнить результат поможет нониусная шкала, которая нанесена на нижнюю часть рамки, чтобы быть ровно под основной разметкой линейки. На нониусе имеется десять делений, каждое из которых отмеряет 1,9 мм, вся шкала 1,9 см длиной. Это параметры обычного хозяйственного штангенциркуля, на других моделях это соотношение меняется. Найдя деление нониуса, которое совпадает с каким-либо делением основной шкалы, можно уточнить искомое значение до десятых долей миллиметра. Пользование штангенциркулем не ограничивается внутренним и внешним размером, можно отмечать и глубину отверстий, для этого имеется хвостик, который выдвигается из линейки. Это шкала глубиномера.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам. Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Как измерять штангенциркулем – инструкция для начинающих
Большинству технически развитых людей интуитивно понятно, как пользоваться штангенциркулем, поэтому мы тезисно напомним основные моменты.
Как измерять штангенциркулем – пошаговая схема
Шаг 1: Закрепление детали
Проверьте сначала инструмент на исправность, для этого сведите губки без детали к нулю, посмотрите на просвет, насколько правильно они соединились, а также гляньте на шкалу, совпали ли нули на двух шкалах. После положительного результата можно приступить к работе с деталью. Удобнее всего работать в тех случаях, когда инструмент находится у вас в правой руке, а измеряемая деталь – в левой, либо вовсе неподвижно закреплена где-нибудь. Если вы левша, то соотношение, конечно, обратное. Для измерения внешнего размера разведите губки штангенциркуля, поместите между ними предмет и соедините их. Они должны упереться в края обследуемой детали. Если она твердая, можно слегка сжать губки для плотного прикосновения. Если же деталь мягкая, не делайте этого, результаты будут искаженными.
Усилие контролируется просто, если попробовать сдвинуть губки относительно предмета, то они должны делать это неохотно, но если нужно еще и усилие для этого, то вы явно пережали.
Перемещать рамку удобнее большим пальцем правой руки, остальными придерживая штангу. Проверьте положение штангенциркуля относительно предмета, нет ли перекосов (губки должны быть на одинаковом расстоянии от края предмета с обеих сторон), лучше поднять конструкцию на уровень глаз. Чтобы яснее видеть, левой рукой предмет лучше держать в плоскости за инструментом, а не перед. Теперь аккуратно следует закрутить крепежный винт, указательным и большим пальцем, остальные же должны продолжать держать штангу. Когда значение зафиксировано, деталь можно отложить и приступить к изучению следующего этапа, как измерить штангенциркулем полученное число.
Шаг 2: Снимаем значение
Считывать показания лучше всего тоже на уровне глаз. Первым делом записываем значение главной шкалы, т.е. целочисленное. Для этого ищем штрих на основной штанге, который расположился ближе всего к нулевому значению нониуса, это и есть целое число миллиметров. Можно запомнить, а можно где-то пометить себе на черновике. Теперь ищем на нониусе штрих, который ближе всего к его нулю, но еще и точно совпадает с каким-нибудь делением на штанге. Его порядковый номер следует умножить на цену деления используемого нониуса (как правило, 0,1 мм). Если не уверены, что знаете это значение, посмотрите в паспорте данного штангенциркуля.
Теперь дело за малым, просто следует суммировать эти числа, и результат готов. Например, по штанге у вас было значение 35 мм, а по нониусу насчитали еще 4 деления, тогда общее значение равно 35,4 мм (3,54 см). После работы инструмент протирают (обезжиривают), чуть-чуть раздвигают губки (на пару мм), ослабляют зажим и укладывают в чехол. Если хранение планируется длительное, то можно смазать его против коррозии.
Штангенинструмент — Википедия
Материал из Википедии — свободной энциклопедии
Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие») — общее название для средств и приборов для измерения и разметки внешних и внутренних размеров[1].
Представляет собой две измерительные поверхности, между которыми устанавливается размер. Одна из поверхностей инструмента, базовая, составляет единое целое со штангой-линейкой. Другая поверхность соединяется с двигающейся по линейке рамкой. На линейке нанесены деления, а на рамке установлен или выгравирован нониус.
В целях повышения надёжности штангенинструмент изготавливается из материалов с высокой износостойкостью и не подвергающихся коррозии, для чего используются закалённые стали, хромирование и армирование рабочих поверхностей твёрдым сплавом. Иногда штангенинструмент, предназначенный для грубых измерений, изготавливают из пластмассы.
- Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных и внутренних размеров деталей и изделий; а также глубин отверстий.
- Штангенрейсмас — имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отсчёту по шкале.
- Штангенглубиномер — прибор для измерения глубин отверстий, пазов, высоты уступов.
- Штангензубомер — предназначен для измерения толщины зубьев.
- ГОСТ 166-89 «Штангенциркули. Технические условия»
- ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
- ГОСТ 162-90 «Штангенглубиномеры. Технические условия»
- Секацкий, В.С., Мерзликина Н.В. Методы и средства измерений и контроля: Учебное пособие. — Красноярск: ИПЦ СФУ, 2007. — 286 с.
- Штангенинструмент // Товарный словарь / И. А. Пугачёв (главный редактор). — М.: Государственное издательство торговой литературы, 1960. — Т. IX. — Стб. 761—766 — 890 с.
