Шабер – что это такое: назначение и виды инструмента
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.
Шабрение направляющих задней бабки токарного станка
Как выполняется шабрение
Само слово «шабрение», которое можно перевести как «скобление», пришло к нам из Германии. Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой.
Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. Чтобы придать рабочей части шабера требуемую степень твердости (64–66 единиц по HRC), ее подвергают закалке.
Шаберы изготавливают преимущественно стандартной длины (20–40 см), а ширина их режущей кромки зависит от типа выполняемой операции. Так, черновое шабрение выполняется инструментом, ширина рабочей части которого составляет 20–30 мм, для чистового этот интервал равен 15–20 мм.
Тип выполняемого шабрения оказывает влияние и на то, какой величины угол заострения наконечника должен быть сформирован на инструменте. Специалисты по слесарному делу рекомендуют использовать следующие углы заточки режущего наконечника:
- 75–90° – для черновой обработки;
- 90–100° – для отделочных операций.
Следует иметь в виду, что угол заострения режущей кромки шабера измеряется относительно его оси.
Заточка зависит от формы рабочей части шабера
Геометрические параметры инструмента для выполнения шабрения не регламентируются никаким ГОСТом, хотя многие по незнанию стараются найти такие данные в стандарте под номером 1465-80. Между тем ГОСТ 1465-80 относится к напильникам и никакого отношения к шаберам не имеет. Что касается самих шаберов, в соответствующих ГОСТах можно найти только требования к металлу для их изготовления, а также к правилам приемки такого инструмента, относящегося к слесарной группе.
Виды инструментов для выполнения шабрения
На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.
Шаберы с различными рабочими частями
Шабер трехгранный с деревянной рукояткой
Инструментом, рабочая часть которого имеет несколько граней, преимущественно обрабатываются поверхности цилиндрической и вогнутой формы, а плоские шаберы успешно справляются с обработкой различных канавок и пазов. На практике часто используются дисковые и изготовленные в форме кольца шаберы. При помощи первых выполняется обработка деталей с широкими поверхностями, а вторыми осуществляют шабрение изделий, имеющих круглую форму.
По конструктивному исполнению шаберы бывают цельными и разборными, одно- или двухсторонними. Более долговечными являются двухсторонние шаберы, которые отличаются от односторонних тем, что у них есть две рабочие части, расположенные по обеим сторонам рукоятки.
Устройство составного шабера
Рабочая часть инструмента для шабрения по своему расположению относительно рукоятки может быть плоской или изогнутой. Шаберы, рабочая часть которых имеет изогнутую форму, наиболее удобно использовать для обработки мягких металлов, а также деталей, имеющих острые углы.
Относительно недавно в слесарном деле использовались только ручные шаберы, а сегодня многие производители предлагают инструмент, оснащенный приводом пневматического или электрического типа. Манипулировать таким инструментом все равно приходится вручную, но для этого требуется прикладывать значительно меньше усилий, чем при использовании ручного шабера.
Универсальный шабер BIAX
Сферы применения шаберов
С помощью шабера специалист снимает с обрабатываемой детали тончайший слой металла, толщина которого может варьироваться в пределах 0,005–0,7 мм, что позволяет довести степень шероховатости поверхности до требуемого уровня. При помощи такой технологической операции часто выполняют обработку деталей, которые будут в дальнейшем сопрягаться и перемещаться относительно друг друга. Наиболее распространенными деталями, для финишной обработки которых применяют различные типы шаберов, являются:
- детали станков и высокоточных приборов;
- элементы подшипников скольжения;
- различные измерительные инструменты и приспособления для осуществления контрольных операций;
- лезвия режущих инструментов (для их заточки используется так называемое точило-шабер).
Шабрение — доводка направляющих суппорта токарного станка
Одно из преимуществ шаберов – универсальность, поэтому область их применения вышеперечисленными пунктами не ограничивается. При помощи таких инструментов выполняют гравировочные работы на поверхности мягких материалов, обрабатывают кромки деталей, удаляют старое покрытие. Они нашли применение и в косметологии, с их помощью свои манипуляции совершают мастера маникюра.
Используемые для решения различных задач шаберы можно отличить друг от друга даже по фото, поскольку они имеют разную конструкцию и геометрические параметры. Так, миниатюрный маникюрный инструмент выполнен в форме лопаточки с удобной ручкой, а приспособления для шабрения габаритных заготовок могут выпускаться в форме твердосплавных пластин. Догадаться о том, что такая пластина является шабером, неспециалисту достаточно сложно, даже если он увидите ее вживую, а не на фото. Чтобы задействовать этот инструмент, нужен специальный фиксатор, оснащенный удобной рукояткой для выполнения слесарных манипуляций.
Технология шабрения зависит как от размеров и конфигурации обрабатываемой детали, так и от твердости материала, из которого она изготовлена. Специалист, собирающийся выполнять такую технологическую операцию, должен правильно выбрать угол заточки рабочей торцевой части шабера по отношению к его оси. Этот угол при обработке разных материалов должен находиться в следующих пределах:
- при шабрении мягких металлов – 35–400;
- при обработке поверхностей деталей из стали – 75–900;
- при выполнении шабрения деталей из чугуна и бронзы – более 900.
Несколько рекомендаций по использованию шаберного инструмента
Чтобы инструмент для выполнения шабрения прослужил вам как можно дольше и позволял получать качественные поверхности, необходимо соблюдать несложные рекомендации по его эксплуатации. Основной из таких рекомендаций, конечно, является правильный выбор инструмента.
У многих специалистов слесарного дела имеются целые наборы шаберов, из которых они выбирают оптимально подходящий для решения конкретной технологической задачи. Можно поступить иначе и приобрести универсальный инструмент со сменными пластинами, которые быстро заменяются на необходимые в определенной ситуации.
Самодельная голова для шаберных пластин
После того как поверхность подготовлена к шабрению, необходимо выявить на детали участки, которым следует уделить особое внимание. Для этого надо нанести тонкий слой специальной краски на поверочную плиту и провести по ее поверхности обрабатываемую деталь. В результате такой несложной манипуляции все имеющиеся на поверхности обрабатываемой детали выступы окрасятся. С них и следует начать шабрение. Использовать поверочную плиту с краской нужно неоднократно, после окончания каждого цикла обработки.
Черновое (обдирочное) шабрение служит для снятия с плоскости нагортованного верхнего слоя
Для выполнения шабрения деталь надежно фиксируется в тисках, а крупногабаритные изделия обрабатываются по месту. Сам инструмент при этом держат двумя руками в средней части рукоятки и перемещают по направлению к себе. Очень важно выдерживать угол наклона шабера по отношению к обрабатываемой поверхности (он должен составлять порядка 800).
Приступая к шабрению, следует иметь в виду, что в первую очередь обрабатываются самые выпуклые участки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Шабер — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 13 мая 2018; проверки требуют 4 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 13 мая 2018; проверки требуют 4 правки.
Ша́бер (нем. Schaber, от нем. schaben — скоблить) — трёх- или четырёхгранный ручной или механический слесарный инструмент, заостренный с одного конца, служащий для точной обработки поверхностей металлических изделий, обработки кромок, нанесения рисунков и надписей в гравировальном и литографском деле. Во время ремонта узлов и агрегатов (в основном транспорта) для очистки поверхностей от старых прокладок и ранее нанесённого герметика, часто используется плоский заточенный перпендикулярно шабер и реже заточенный под углом около 45° сапожный нож.
На сегодняшний день в промышленности используют ручные, электрические и пневматические шаберы.
Шабер — металлорежущий инструмент в виде металлического стержня с режущими кромками на конце, применяется при шабрении. По форме режущей части различают плоские, трёхгранные и фасонные шаберы, по конструкции — цельные и со вставными режущими пластинами.
Шабрение, шабровка, срезание (соскабливание) тонких частиц металла с поверхности детали шабером. Шабрение обычно производится после отделочной обработки деталей на металлорежущих станках и используется для пригонки сопрягаемых поверхностей или герметичности их соединения.
Конструктивно шаберы — металлические стержни различной формы с режущими кромками. Изготовляют их из инструментальных углеродистых сталей У10 и У12А. Режущий конец шабера закаливают без отпуска до твёрдости HRC 64…66.
По форме режущей части шаберы делятся на плоские, трёхгранные, фасонные; по числу режущих концов (граней) — на односторонние и двусторонние; по конструкции — на цельные и со вставными пластинками.
Плоские шаберы применяют для шабрения плоских поверхностей — открытых пазов, канавок и т. д. Длина плоских двухсторонних шаберов составляет 350…400 мм. Ширина шабера для грубого шабрения принимается равной 20…25 мм, для точного — 5…10 мм. Толщина конца режущей части колеблется от 2 до 4 мм. Угол заострения у шаберов для чернового шабрения принимают равным 70…75°, для чистового — 90°.
Двухсторонний плоский шабер благодаря наличию двух режущих концов имеет большой срок службы. Трёх- и четырёхгранные шаберы принимают для шабрения вогнутых и цилиндрических поверхностей. Трёхгранные шаберы имеют длину 190, 280, 380 и 510мм (по ГОСТу).
Универсальный шабер со сменными режущими пластинками состоит из корпуса, держателя, рукоятки, зажимного винта, сменной режущей пластинки из быстрорежущей стали или твёрдого сплава.
Дисковый шабер используют для шабрения широких плоскостей. Диск диаметром 50…60 мм и толщиной 3…4 мм затачивают на круглошлифовальном станке. Таким образом используется весь диск шабера, что повышает производительность труда.
- Шаберы ручные // Товарный словарь / И. А. Пугачёв (главный редактор). — М.: Государственное издательство торговой литературы, 1960. — Т. IX. — Стб. 569
Слесарные ручные шаберы по металлу: трехгранные, плоские, фасонные
Шаберы по металлу – это немаловажный и необходимый инструмент в производстве. С помощью него металлическое изделие превращается в гладкую и ухоженную деталь, которую приятно брать в руки.
Чтобы до вести до такого состояния изделия нужны специальные знания и умения в шабрении. Что же такое шабрение? Под этим словом имеется ввиду снятие тонкого слоя материала. Таким образом удаляется любая шероховатость, которая бы помешала слаженной работе металлической детали с остальными механизмами, и достигается идеальная гладкость. Нередко такая обработка применяется при работе с деревом, но в этом деле используются совершенно другие приборы.
 Шаберы по металлу
Шаберы по металлуСфера применения шаберов
В любом производственном цехе, который напрямую работает с изготовлением металлический деталей и у каждого рабочего имеется шабер слесарный. С помощью этого инструмента выравнивается поверхность деталей, после чего они могут прилегать друг к другу, не создавая помех в работе механизма.
Шаберы применяются для заключительной подготовки изделий к выпуску. Направляющие станков, подшипники, для изготовления поверочных устройств, для придания ровной поверхности – это малая часть, где могут применяться они:
- Лезвия режущих инструментов.
- Подшипники скольжения.
- Детали высокоточных приборов.
Сферы использования безграничны, так как они универсальны и способны выполнять другие виды работ. К ним относятся гравировочные на поверхности мягких металлов, удаление старых покрытий, применяются в косметологии.
Электрические, при правильном подходе, подойдут для снятия краски, штукатурки с потолка и стен, полировки, помимо основной своей деятельности.

Электрический шабер
Маникюрные — изготовлены в виде маленькой лопатки с ручкой. Поэтому человек не разбирающийся в видах не поймет, что имеет дело с шабером. Теперь давайте, рассмотрим какие бывают виды их на производственных заводах.
Виды инструмента
Типов приборов для создания гладкой поверхности металла много и все они подразделяются на два основных:
- Цельные.
- Составные.
Затем делятся по формам:
- Простые – состоят из пластины.
- Фасонные — имеют форму детали, которую предстоит обрабатывать.
- Шабер трехгранный.
Прибор для работы с металлом делится и по граням. Например, бывают двухсторонние и односторонние. Все зависит от того, сколько режущих металл граней имеет устройство.
Помимо вышеописанных разновидностей шаберы различаются по другим критериям. На сегодняшний день в строительных магазинах можно увидеть не только ручные для снятия шероховатостей с металлических деталей, но пневматические и электрошаберы для работы по металлу.
Обычно поверхность таких электроприборов изготавливается из твердой углеродистой стали. Шаберы по металлу трехгранные применяются для обработки цилиндрической и вогнутой поверхности. В то время, как плоские инструменты работают только с канавками и пазами, образующимися на изделии из металла.
Если трехгранные используются для работы над широкими поверхностями металла, то плоские предназначены для круглых форм.

Слесарный трехгранный шабер
Самыми долговечными приборами считаются двусторонние шаберы. Такой шабер хорош тем, что имеет две рабочие части и медленнее приходит в негодность.
Сейчас в магазина можно приобрести любой набор шаберов. Однако, если не позволяет бюджет, можно изготовить инструмент в домашних условиях.
Изготовление в домашних условиях
В домашних условиях изобрести шабер можно и своими руками. Главное знать несколько хитростей. Для изготовления данного прибора нам понадобятся следующие инструменты:
- Прут квадратный размером 15 мм.
- Пластинка Т5К10.
- Наждак.
- Тиски.
- Болгарка.
- Болт с шайбой.
Приготовив эти инструменты, берем в руки болгарку и отпиливаем от прута тридцать сантиметров. Данная деталь будет служить корпусом для нашего самодельного прибора. Далее мы его зажимаем в тисках и делаем пропил. Глубина его должна равняться трем сантиметрам. Затем делаем паз для режущей поверхности размером в один сантиметр и просверливаем отверстие под болт, который будет зажимать конструкцию.
Теперь срезы необходимо зачистить наждачкой и установить пластину в паз. И осталось только закрутить болт и прибор для удаления шероховатостей готов.
Теперь давайте рассмотрим, как изготовить шабер из напильника.
По ширине прибор из которого будет изготавливаться прибор должен быть не менее десяти миллиметров. Длина равняется длине ладони, а рукоятка должна удобно лежать в руке. Теперь приступаем к изготовлению устройства для снятия шероховатостей на металле.
Рабочую кромку превращаем деталь будущего прибора для работы с металлом. Если вы собираетесь делать им черновую работу при удалении, то необходимо сделать ровную линию, если же начистовую – вытачиваем округлую.
После этого затачиваем до появления насечки в 1 сантиметр. Торец делаем плоским, а бока закругленными. Теперь его необходимо закрепить в тисках. Затачивается на абразивном бруске. Предварительно его необходимо заправить алмазной пастой.
Рекомендации по использованию
Главным советом во время шабрения металла будет подбор правильного прибора. Только таким образом можно пришабрить деталь идеально и не загубить шабер. Многие профессиональные рабочие в этой сфере имеют целые наборы таких инструментов. Однако, если вы обычный любитель, то можно купить универсальный инструмент, который позволяет сменять пластины под каждую деталь.
Никогда не беритесь зачищать металл, который имеет серьезные дефекты по большой площади. Такая деталь подвергается грубой обработке на фрезере. Необходимо покрыть небольшим слоем краски, чтобы определить места, с которых нужно начинать шабрение металла. Окрашивать необходимо после каждого цикла шабрения.
Рекомендуемое заострение угла должно быть равным девяносто градусов. Если нужно угол можно делать меньшим или большим.
Инструмент шабер – как применять его максимально эффективно? + Видео
Слесарный инструмент шабер используется для обработки трущихся поверхностей с малой шероховатостью для получения точной формы и размера и обеспечения максимального прилегания и герметичности соединения. Как правило, шабером срезается мелкая стружка на поверхности, которая предварительно была обработана другими режущими инструментами.
1 Инструмент для шабрения – виды и функции
Шабрение является достаточно трудоемким процессом, который в отдельных случаях требует ювелирной точности. На практике слесарные работы по металлу, при которых применяется шабер, составляют около 25 процентов от общего числа. Именно поэтому на современном этапе происходит активная механизация работ и все чаще применяются станки или электрический инструмент.
Шабер состоит из заменяемых пластин в рабочей части, металлического корпуса, специального винта и рукоятки. Трехгранный шабер может быть цельным или составным (оснащенным пластинами из твердосплавной стали). При этом инструменты различаются между собой по форме кромки, которая может быть плоской (выполнена в виде прямой пластины с прямым или изогнутым концом), трехгранной или фасонной (под форму обрабатываемой детали). Режущие грани шабера бывают односторонними или двусторонними, их выбирают в зависимости от сложности работ и материала рабочей поверхности детали.
Шабер изготавливается из углеродной стали различных марок и прочности (У10, У12, У12а) или из легированной стали соответствующих марок. Его длина может варьироваться в пределах 190-550 миллиметров, а ширина зависит от способа шабрения (от 5 до 75 миллиметров). Трехгранный шабер в основном применяется для обработки цилиндрических поверхностей, а шаберы с пластинами из твердых сплавов – для обработки тяжелых металлов. Фасонные шаберы используются преимущественно для замкнутых контуров, канавок и других труднодоступных поверхностей.

Слесарный шабер из углеродной стали
Существуют также дисковые шаберы, у которых режущая часть выполнена в виде закаленного стального диска с закрепленной к корпусу гайкой, что позволяет экономить время при заточке, так как можно использовать последовательно и равномерно всю поверхность диска. Еще более эффективным ручным вариантом является инструмент с шестигранной пластиной, так как каждую грань можно подвергать универсальной заточке для работы с поверхностями различных металлов. Набор пластин для такого шабера изготовлен из твердой стали, а процесс замены не занимает много времени.
Следует понимать, что составные шаберы легче по весу и более удобны в работе за счет того, что в процессе шабрения они пружинят, а это позволяет повысить точность процесса.
Что касается норм ГОСТа, то для шабрения и шабера они не предусмотрены. Существуют определенные виды шаберов, которые принято считать универсальными, а в остальных случаях пластины для инструмента и его составные части изготавливаются по специальному заказу под конкретный вид шабровочных работ и нужды работников на производстве.
2 Как правильно пользоваться шабером?
Перед тем, как выбрать набор шаберов по металлу, составных, электрических или обычных, необходимо определить степень сложности работ. В первую очередь следует осмотреть поверхность на предмет необходимости более грубой обработки, например, фрезеровки или строгания. Если по краям металла обнаруживаются острые кромки, их необходимо предварительно зачистить напильником, после чего можно измерить уровень зазора, это можно сделать с помощью линейки, бруска. Поверхность готова к шабрению, в случае если зазор не превышает 0,05 мм.
Перед началом работ поверхность накладывается на проверочную слесарную плиту, на которую наносится тонкий слой шабровочной краски. Краска может быть изготовлена из разных материалов, однако чаще используется сочетание машинного масла с сажей или синькой. Далее поверхность передвигается по плите равномерными, поступательными движениями, после чего по пятнам краски, которые остались на поверхности, и определяются места шабрения.

Шабрение плиты
Процесс шабрения длится в несколько циклов, после каждого из которых проверку с помощью окрашенной пластины необходимо проводить снова до получения желаемого результата. Сам процесс может быть грубым, точным, тонким или чистовым (зависит от приема шабрения, инструмента и конечной цели работ). Сам трехгранный инструмент при этом должен быть максимально правильно заточен, а длину режущей кромки следует выбирать, исходя из твердости металла. Чем он тверже, тем уже должно быть лезвие.
Для эффективной работы этим инструментом важно соблюдать геометрию резки. Стандартная величина заострения угла равна 90 градусов, однако в некоторых случаях рекомендуется уменьшать или увеличивать угол путем заточки, особенно если речь идет о твердых металлах. Например, угол заострения для обработки чугуна должен быть в пределах 90-100 градусов, стали — 75-90, а для легких металлов не выше 45 градусов.
Трехгранный шабер затачивается на автоматических и полуавтоматических станках с помощью наждачного круга различной зернистости (от 30 до 60) и твердостью СМ1-3, а пластины из твердой стали точатся на специальных шлифовальных кругах с применением охлаждения. После заточки необходимо также проводить правку лезвий с помощью абразивных кругов, чтобы убрать все неровности и заусенцы, которые снижают качество шабрения.
3 Электрический вариант – универсальность и удобство
Для ускорения процесса шабрения поверхностей можно пользоваться механизированным оборудованием. Электрический шабер состоит из электромотора определенной мощности, редуктора, вала, шатуна и специальной насадки, которая легко затачивается и меняется. Качественный электрический инструмент способен в несколько раз ускорить процесс обработки, однако цена механизированной машины достаточно высока, поэтому многие слесари предпочитают работать «по старинке», тем более что в качестве плоского шабера можно использовать вышедший из строя напильник.

Электрическое оборудование для шабрения
Однако электрический шабер можно применять не только для обработки металлических поверхностей, при правильном подходе из него можно сделать универсальный инструмент для ремонта, который пригоден для шлифовки или снятия ненужного слоя краски, штукатурки с потолка или стен. Многие модели имеют набор пластин-насадок, которые можно использовать при работе с пластиком, древесиной, бетоном и другими поверхностями. В отличие от другого электрического оборудования, шаберы обладают небольшой массой и удобными креплениями для насадок различного диаметра и формы.
Шабер – узнаем его особенности и принцип использования! + видео
С виду ничем не примечательный инструмент – слесарный шабер – считается очень необходимым в большинстве сфер производства, где требуется доведение поверхности до идеальной гладкости. Что же это за приспособление и как им пользоваться, узнаем чуть ниже.
Что означает необычное слово шабрение?
Слово это обозначает как раз процесс использования выше названного инструмента. Как поговаривают бывалые слесари, работа это не из легких и требует ювелирной точности, скрупулезности, терпения и, конечно же, умения. Навык приходит не сразу, и много деталей остается подпорченными, прежде чем молодой слесарь освоит эту хитрую операцию, а она, кстати, занимает практически 20 % всех задач в слесарном деле. Так что в обход ее никак не обойдешь. О требуемой сноровке можно судить по тому, что за один проход можно удалить максимум 0,7 мм металла, а при среднем усилии и вовсе уйдет не более 0,03 мм.

Заключается шабрение в том, что снимается с обрабатываемой детали еле видный верхний слой. Чаще всего, работают с металлом, хотя нередко встречается такой же прием и при обработке дерева, но с этим более послушным материалом можно работать и другими режущими инструментами, достигая гладкой поверхности. С металлом же не все так просто, и только шабрение дает действительно нужный результат. Шабер по металлу способен снять даже почти неощутимые шероховатости, которые мешают трущимся поверхностям осуществлять стабильную работу механизмов.
После такой обработки детали могут идеально плотно прилегать друг к другу, хорошо взаимно смазываться и не терять смазку. Снятие тонкого шероховатого слоя дает возможность идеально подогнать размер детали под требующийся.

Набор шаберов есть в каждом слесарном цеху, такие инструменты необходимы даже при изготовлении поверочных приспособлений для придания им до скрипа гладкой поверхности. К тому же, успешно обработать можно и криволинейную поверхность, правда, задача эта еще сложнее и требует соответствующей квалификации и опыта, особенно, если в арсенале только ручная модель приспособления для шабрения. Так ровняются детали различных приборов, направляющие станков, и даже подшипники можно привести в идеальную форму с помощью таких инструментов.
Виды шаберов – чем может удивить такой простой инструмент?
Виды шаберов выделяют по нескольким критериям. Например, по конструкции можно разделить приспособления на цельные и составные. Про разницу между ними догадаться не сложно. Несмотря на внешнюю простоту, существуют различия и по форме кромки, которой осуществляется непосредственная работа. Так, выделяют плоские (самая простая форма – прямая пластина), фасонные (пластина имеет форму детали, которую планируется обрабатывать) и трехгранные. Также существуют разные количества режущих граней, их может быть две (двухсторонние инструменты для шабрения) или одна (односторонние).

Как видно, составных частей у данного режущего приспособления не много, но и в них можно заблудиться. А если осмотреться в современном строительном магазине, то вы увидите, что кроме этих критериев есть и еще один существенный нюанс – привод. Да-да, сегодня работать можно не только руками, вернее, контролировать все равно придется ими, но вот напрягаться вам не нужно, потому что есть уже другие виды инструментов – пневматический, электрический шабер по металлу и ручной, конечно же. Рабочая поверхность всех подобных приспособлений делается из углеродистой стали для инструментов, обычно это марки У10-У13, реже – из какого-нибудь твердого сплава.

Как выбрать тот самый шабер из огромного набора?
Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.

Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.

Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь.
Учимся пользоваться инструментом для шабрения
Много узнав о данном процессе и инструменте, пора посмотреть, как пользоваться шабером.

Как пользоваться инструментом для шабрения — пошаговая схема
Шаг 1: Оценка и подготовка поверхности
Важно взвесить степень несовершенства вашего объекта шабрения. Если есть грубые царапины и забоины, или износ почти достиг отметки 0,5-1 мм на площади в 1 мм2, то нужна сначала более грубая обработка, например, строгание и фрезерование. Следует острые кромки по краям поверхности затупить напильником, а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности. Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка.
Шаг 2: Окрашивание поверхности
Берется поверочная плита, по ней проходятся краской, оставляя тонкий слой. Будущую «подопытную» деталь кладут поверхностью, которую предстоит шабровать, и тянут по плите. Все выпуклости, которые вам и нужно будет потом удалить, окрасятся. Краски имеют особую рецептуру, вариантов много, но, чаще всего, это машинное масло с лазурью или синькой. Ожидаемое требование – отсутствие крупных частиц в краске, идеальное состояние поверочной плиты. Проверять деталь на краску придется много раз за шабрение, только последняя чистовая стадия будет производиться уже «на блеск».
Шаг 3: Шабрение
Осуществлять данный шаг следует с хорошо заточенным и заправленным инструментом. После небольшого шабрения следует опять проверять состояние поверхности, причем наносить краску на поверочную плиту нужно каждый раз все более тонким слоем. При работе заготовку не ленитесь хорошо закреплять в тисках или других приспособлениях. Если деталь маленькая, то делать это стоит осторожно, используя какие-нибудь прокладки под тиски. Шабрение нужно делать равномерно, а значит, двигаться следует во всех направлениях. Причем начинать с удаления больших пятен, заканчивая малыми.

Что называют шабером — виды конструкций и как пользоваться
 Шабер. Знакомо ли вам это слово? Большинство из нас, возможно, услышали его впервые. Но знаете ли вы, что это слово одновременно представляет инструменты из разных сфер и отраслей человеческой деятельности? Какие? Давайте вместе узнаем.
Шабер. Знакомо ли вам это слово? Большинство из нас, возможно, услышали его впервые. Но знаете ли вы, что это слово одновременно представляет инструменты из разных сфер и отраслей человеческой деятельности? Какие? Давайте вместе узнаем.
Вконтакте
Google+
Мой мир
Шабер: что это такое?
В первую очередь посмотрим, как этот прибор используют в слесарных работах. Итак, шабер в этом случае — это инструмент, который слесаря в наше время широко и активно применяют для финишной обработки поверхностей механических деталей.
Какую пользу приносит этот строительный инструмент? На самом деле, он играет важную роль в таких работах. Он успешно выполняет свою основную функцию. Также он хорошо очищает металлическую поверхность от имеющихся неровностей. Таким образом, поверхность становится гладкой и удобной для дальнейших работ.
Конструкция слесарного прибора
Конструкция выглядит следующим образом:
- Рукоятка. Рукоятка может быть как с трехгранной, так и четырехгранной формы.
- Режущая часть.
 Все эти нужные приборы для выполнения слесарных работ принято изготавливать из инструментальной стали. Они имеют стандартную длину, а именно 20 – 40 см. А вот ширина режущей части напрямую зависит от вида исполняемой работы. Также вид работ влияет на то, какой вид угла заточки будет использован специалистами. Например, при отделочных операциях принято пользоваться заточкой 90 градусов. А вот, для черновой обработки лучше вооружиться прибором с заточкой в 75 градусов.
Все эти нужные приборы для выполнения слесарных работ принято изготавливать из инструментальной стали. Они имеют стандартную длину, а именно 20 – 40 см. А вот ширина режущей части напрямую зависит от вида исполняемой работы. Также вид работ влияет на то, какой вид угла заточки будет использован специалистами. Например, при отделочных операциях принято пользоваться заточкой 90 градусов. А вот, для черновой обработки лучше вооружиться прибором с заточкой в 75 градусов.
Зачастую угол заострения кромки измеряется с учётом его оси.
Сферы использования
Такие слесарные устройства в наши дни успешно используют для разных металлических конструкций. В большинстве случаев их используют для:
- Лезвий режущих инструментов. Для лезвий подходит точило — шабер.
- Изготовления станочных деталей и деталей высокоточных приборов.
- Изготовление самых разнообразных измерительных инструментов.
- Изготовления элементов подшипников скольжения.
- Изготовления специальных приспособлений, которые осуществляют контрольные операции.
Для упомянутых работ опытные специалисты используют разные виды устройства. Поэтому давайте познакомимся с существующими видами этого слесарного инструмента.
Виды слесарных шаберов
Существует несколько видов. Отличаются они между собой внешним видом. Различия между ними определяют следующие параметры:
- Форма режущая часть. По форме режущей части различают такие виды:
- Трехгранные.
- Плоские.
- Фасонные.
Каждая форма режущей части применяется в конкретных случаях и имеет свои особенности. Так, к примеру, в отличие от плоских трехгранных шаберов, фасонные способны полностью повторить форму поверхности, которая обрабатывается. Поэтому её можно считать более удобной.
 Расположение рабочей части относительно рукоятки. Расположение бывает двух видов: изогнутое и плоское. Инструменты с изогнутым расположением зачастую используют для работы с мягкими металлами или с деталями, имеющими острую форму.
Расположение рабочей части относительно рукоятки. Расположение бывает двух видов: изогнутое и плоское. Инструменты с изогнутым расположением зачастую используют для работы с мягкими металлами или с деталями, имеющими острую форму.- Количество граней на рабочей части. Граней может быть несколько. Инструменты с несколькими гранями принято использовать для обработки цилиндрических поверхностей, а также поверхностей с вогнутой формой.
- Другие формы. Также существуют дисковые инструменты и инструменты, имеющие форму кольца. Оба этих вида успешно применяются на практике. Например, кольцевыми шаберами слесаря осуществляют шабление круглых изделий. Дисковыми же инструментами предпочтительно пользоваться в момент работы с деталями, имеющими широкую поверхность.
- Внешний вид и конструкция. Существуют и другие видимые различия между видами этого важного инструмента. Так, шабер может быть двухсторонним или односторонним. Более надёжными и практичными в этом случае считают именно двухсторонние. А все потому, что у них не одна, а сразу целых две рабочих части. Эти части располагаются по обеим сторонам рукоятки описываемого слесарного инструмента. Также специалисты выделяют сборные и разборные модели.
- Способ работы инструмента. На сегодняшний день известны два вида приборов в отношении способа работы: ручные и электрические. Если ещё недавно слесаря пользовались лишь ручными, то сегодня многие специалисты предпочитают заниматься работой с помощью электрического инструмента. Электрические более просты и легки в использовании. Хотя манипуляция инструментом, как в случае и с ручным видом, по большому счету происходит вручную, все же управлять им удобней. Работая с электрическим видом специалист тратит меньше энергии и сил. Поэтому логично заключить, что электрические инструменты популярней сегодня ручных слесарных устройств.
Что же касается нужных преимуществ, то у шабера их немало. Главным из них считают универсальность. Как было показано, его можно использовать для работы с самыми разными металлическими поверхностями и конструкциями.
Шабёр как выглядит
Однако, шабером называют не только такой слесарный инструмент. Подобное слово часто встречается и в других областях. Например, в маникюре.
Шабер для маникюра
Как известно, именно благодаря хорошему маникюру и последующему уходу возможно поддерживать свои ногти в хорошем состоянии. Подобные процедуры некоторые способны выполнять самостоятельно. Другие же предпочитают обращаться за помощью в специальные салоны. Но в независимости оттого, где, как и кем осуществляются маникюрные процедуры, необходимо иметь при себе определённые инструменты.
Сегодня продаются специальные маникюрные наборы. Зачастую такой набор состоит из следующих инструментов:
 Пилочек.
Пилочек.- Кусачек.
- Ножниц.
- Шабера.
Из всех вышеперечисленных менее известным является шабер. Давайте познакомимся с ним поближе.
Что такое шабер в маникюрном деле?
В первую очередь маникюрный шабер, конечно же, отличается от слесарного инструмента. Причём отличается не только внешним видом, но и целью использования. Если слесарный инструмент предназначен дляметаллических и деревянных поверхностей, то с помощью маникюрного шабера удаляют птеригию (тонкая кожица, которая нарастает и появляется под ногтевой пластиной), а также шабер помогает отодвинуть кутикулу. Благодаря таким процедурам питательные вещества могут лучше и глубже поникнуть непосредственно в корень. Кроме того, удаление птеригии и кутикулы предотвращает образование заусениц. Да и сами руки выглядят довольно красивыми и что не менее важно ухоженными.
Из чего изготавливают маникюрный прибор? Такой важный инструмент в большинстве случаев создают из высоколегированной нержавеющей медицинской стали. Внешне шабер похож на небольшую палочку с металлической конструкцией на конце.
Виды маникюрного инструмента
Известно несколько видов маникюрных шаберов. Отличаются они между собой не только формой, но и размером. Обратим внимание на некоторые известных параметров, по которым один вид отличается от другого:
- Форма режущего лезвия. По форме лезвия инструменты могут быть плоскими, полукруглыми, овальными и квадратными.
- Материал изготовления. Шаберы для маникюра может быть сделан как из дерева, так и из пластика.
 Односторонние и двухсторонние. Как слесарные инструменты, в маникюрные могут быть двухсторонними и односторонними. Более практичными считаются двухсторонние инструменты. У них сразу две рабочих поверхности. У каждой поверхности своё функциональное предназначение.
Односторонние и двухсторонние. Как слесарные инструменты, в маникюрные могут быть двухсторонними и односторонними. Более практичными считаются двухсторонние инструменты. У них сразу две рабочих поверхности. У каждой поверхности своё функциональное предназначение.- Форма режущей кромки. Режущая кромка может иметь форму топорика, лопатки и даже заострённого копья.
Чем отличается шабер от пушера?
Пушер — это ещё один инструмент, который используется в маникюре. Нередко его путают с шабером. Важно понимать, что это два разных инструмента. Поскольку производители нередко заменяют одно понятие другим, необходимо понять, чем они отличаются. Главное отличие в их предназначении. Пушер помогает только отодвинуть кутикулу. Шабёр же предназначен для окончательного удаления кутилы. Пушером нельзя пилить или соскабливать. Это безопасный инструмент. Тогда как шабером не рекомендуется пользоваться тому, кто плохо разбирается в маникюре.
В то же время, без шабера не обойтись.
Вконтакте
Google+
Мой мир
Шабрение. Способы, инструменты для шабрения
Содержание страницы
Шабрением называют обработку поверхности детали режущим инструментом – шабером, с помощью которого с детали последовательно срезают тонкий слой металла (0,005– 0,01 мм). Шабрение обычно применяют для окончательной доводки вручную поверхностей при изготовлении или ремонте точных деталей: направляющих станин и суппортов металлорежущих станков, вкладышей подшипников, контрольно-измерительных плит, деталей приборов и инструмента и т.п, т.е. в тех случаях, когда нет необходимого оборудования или оно не может обеспечить обработку с требуемой точностью и шероховатостью.
Шабрение применяют, как правило, после обработки поверхностей деталей фрезой, резцом или напильником для лучшей отделки и получения более точных размеров, формы и расположения поверхностей детали.
Шабрению подвергают как широкие, так и узкие прямолинейные и криволинейные поверхности различных деталей. Шабрение осуществляют обычно с подгонкой обрабатываемых поверхностей по плитам, линейкам, эталонам и сопрягаемым деталям. Чтобы выявить, какие места необходимо шабрить, деталь кладут обрабатываемой поверхностью на поверочную плиту, покрытую тонким слоем краски, легко нажимая на деталь, перемещают ее по плите в различных направлениях. В результате выступающие места на поверхности детали покрываются слоем краски. Эти места и обрабатывают шабером. Шабрением можно обеспечить точность обработки по плоскостности и прямолинейности до 0,02–0,005 мм на длине 1000 мм. Качество шабрения определяется по числу точек соприкосновения сопрягаемых поверхностей в квадрате со сторонами 25 мм. Для станков нормальной точности достаточно 6–8 точек. Для шабрения различных поверхностей применяют шаберы цельные, составные, односторонние с деревянной ручкой и двусторонние без ручки, плоские, трехгранные, с прямолинейной и криволинейной кромкой.
1. Шаберы
Шабер изготовляют из инструментальной стали У10 и У12А или ШХ15, с термообработкой до твердости 56–64 HRC.
Форма шабера в основном определяется формой обрабатываемой поверхности с соблюдением общих закономерностей.
Для шабрения плоских поверхностей, а также открытых плоскостей, пазов, канавок и т.д, применяются плоские шаберы. По наличию режущих лезвий плоские шаберы могут быть двусторонними (рис. 1, а) и односторонними (рис. 1, б).

Рис. 1. Шаберы плоские: а – двусторонние, б – односторонние
Длина шабера (вместе с рукояткой) выбирается 500–600 мм, толщина лезвия 3–5 мм и ширина лезвия 20–25 мм (или с учетом ширины пазов или канавки). Большое значение имеет форма режущего лезвия шабера.
Весьма рациональной является выпуклая форма лезвия (рис. 2, а). Ее рекомендуют для получистового шабрения очерчивать дугой радиуса 30–40 мм или 40–55 мм – для чистового шабрения.
При отсутствии такого закругления лезвия (рис. 2, б) шабер применяют для тонкого чистового шабрения. Следует учитывать, что острые углы шабера при малейшем отклонении режущей кромки от обрабатываемой плоскости врезаются в металл и вызывают появление царапин. Этот шабер работает всем лезвием, что требует приложения больших усилий при предварительной обработке, но он эффективен при грубом шабрении. В целях повышения производительности режущее лезвие желательно делать по возможности более широким. При получистовом шабрении длину прямолинейного режущего лезвия несколько уменьшают, а также применяют шаберы с односторонней радиусной заточкой (рис. 2, в).
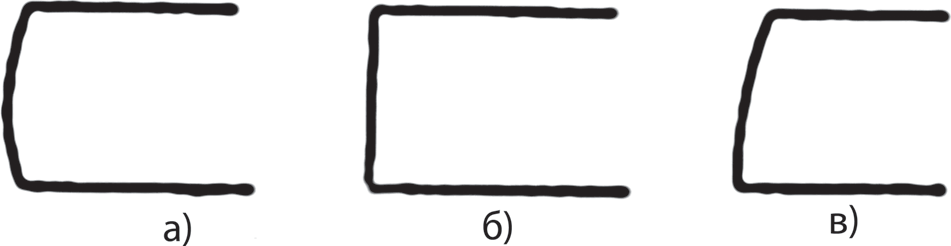
Рис. 2. Форма лезвия шабера
Для обработки стенок пазов, канавок и смежных плоскостей, а также мягких металлов (алюминия, цинка, баббита и др.) применяют шаберы с отогнутым концом (рис. 3).

Рис. 3. Шаберы плоские с отогнутым концом: а – двусторонний, б – односторонний
Трехгранные шаберы выполняются прямыми и изогнутыми. Они применяются для шабрения криволинейных поверхностей, например, отверстий во вкладышах подшипников (рис. 4).
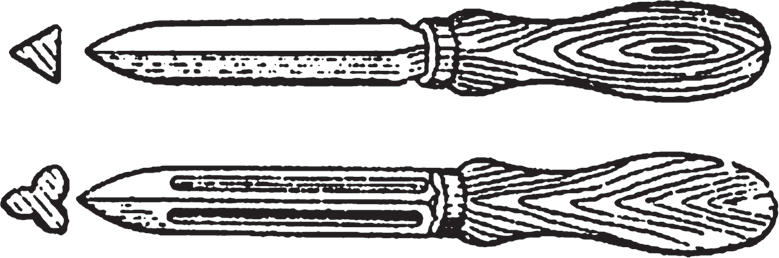
Рис. 4. Трехгранные шаберы
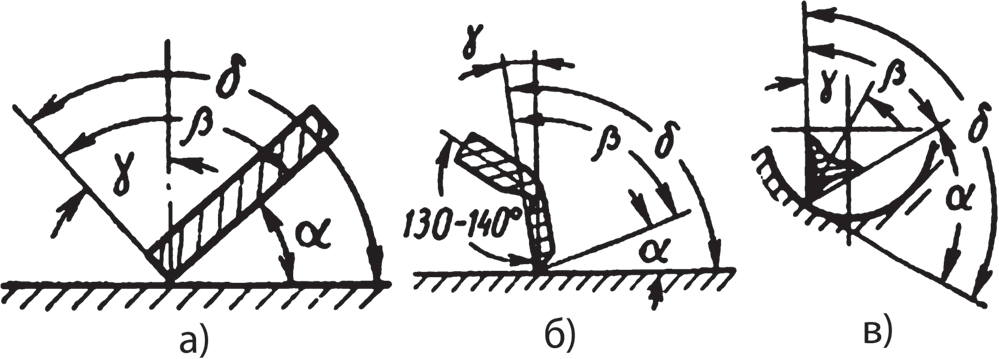
Рис. 5. Основные геометрические параметры шаберов: а – плоского; б – с изогнутым концом; в – трехгранного
Производительный труд при шабрении обеспечивают заточкой шабера и нужным уклоном шабера при работе.
При шабрении шабером следует различать следующие углы (рис. 5).
- α – угол установки шабера, определяемый положением рук слесаря;
- β – угол заострения шабера, получаемый при заточке;
- δ – угол резания, равный сумме двух указанных углов;
- γ – передний угол.
Значения углов для чугуна и стали приведены в табл. 1.
Таблица 1. Значения геометрических параметры шаберов
| Шабер | Углы, град. | |||
| α | β | δ | γ | |
| Плоский | 20-30 | 75-100 | Св.90 | 0 до -40 |
| С отогнутым концом | 30-40 | 70-90 | Св.90 | 0 до -40 |
| Трехгранный | 60 | 60 | 120 | 0 до -40 |
2. Заточка шабера
Режущие кромки шабера затачивают на заточном станке с мелкозернистым кругом. Сначала затачивают боковые грани, затем торцовую поверхность и потом производят доводку. Стачивают у шабера только один конец, а не всю плоскую часть. При заточке штрихи от круга должны располагаться вдоль или по диагонали плоской части шабера. Для этого шабер 1 при заточке располагают вдоль наружной поверхности, по ходу вращающегося круга (рис. 6, а).
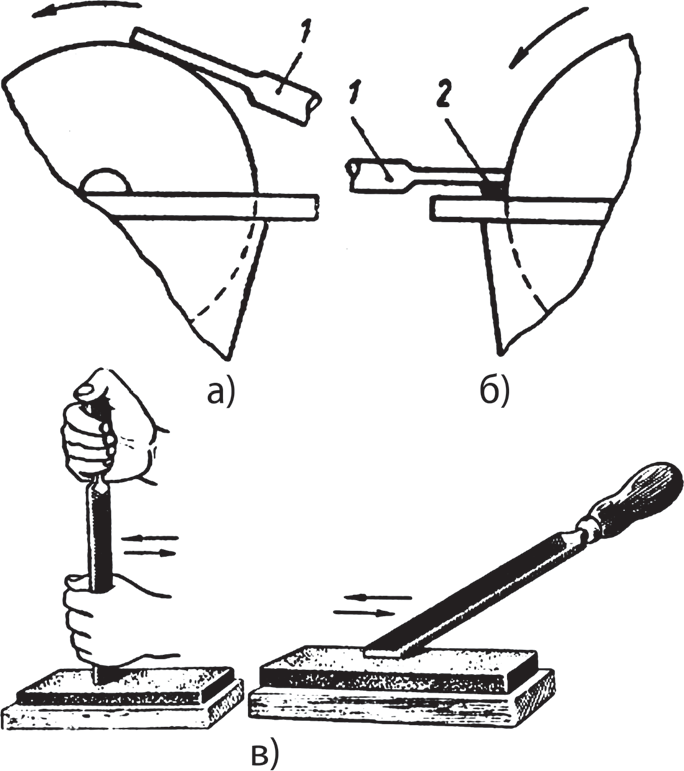
Рис. 6. Заточка (а, б) и доводка (в) шабера
Торцовую часть затачивают на круге, используя прокладку 2 (рис. 6, б). При заточке лезвия шабер располагают по центру, перпендикулярно к поверхности круга. Давление на шабер должно быть незначительным, чтобы не было прижогов. Допускается периодически охлаждать шабер холодной водой.
Доводят или правят шабер после заточки на абразивных брусках зернистостью №12 и ниже, покрытых тонким слоем машинного масла. Хорошие результаты дает доводка шаберов на чугунной плите, покрытой жидкой пастой из наждачного порошка с машинным маслом. Торцовая и боковые поверхности шабера должна быть гладкими, без штрихов, а режущая кромка – без завалов, заусенцев и без штрихов от заточки.
Шабер при доводке на абразивном бруске ставят в строго вертикальное положение (рис. 6, в). Сначала доводят режущую торцовую поверхность, перемещая вдоль узкой стороны. При этом нельзя наклонять шабер вправо или влево по направлению хода. Торцовая поверхность в поперечной части должна быть гладкой без штрихов. Плоские стороны шабера (боковые грани) доводят после доводки торцовой поверхности. Это позволяет уничтожить полученные завалы при заточке торцовой поверхности и предупредить возможные закругления на режущей кромке. Перемещать шабер при доводке нужно интенсивно, делая около 60 движений в минуту так, как при медленном движении образуются закругленные режущие кромки.
При шабрении доводят или правят шабер периодически через каждые 1,5–2 ч работы, а через 4–5 правок шабер затачивают.
3. Поверочный инструмент
Эталоны. При шабрении проверкой “на краску” выявляют выступающие места на плоскости детали, подлежащей обработке. Для этого сравнивают обрабатываемую поверхность с эталоном, точность которого известна. Такими эталонами являются поверхности контрольных или поверочных плит, линеек, призм и угольников и т.д.
Плоскости, образующие прямой угол, пришабриваются с проверкой «на краску» детали 2 по точному поверочному угольнику (рис. 7, а), устанавливаемому на плите 3. Деталь перемещают по плите вдоль угольника.
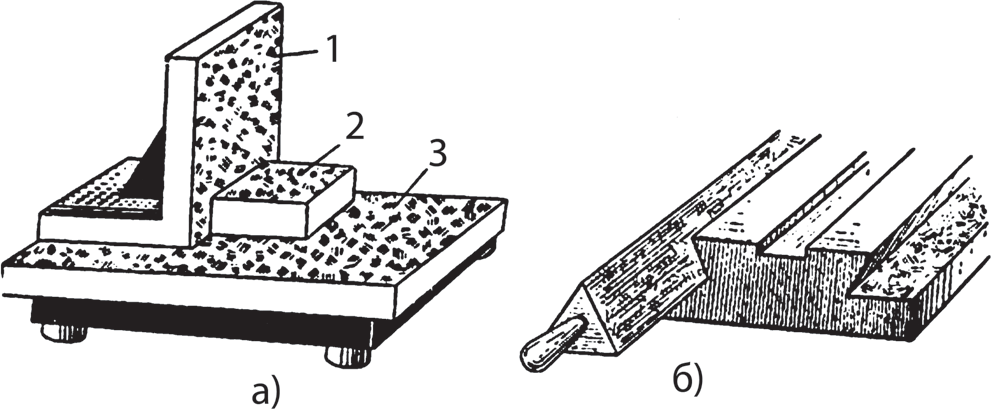
Рис. 7. Эталоны: а – угольник; б – трехгранная линейка
Шабрение плоскостей, расположенных под острыми углами (суппортов, кареток, консолей, станин и других частей металлорежущих станков) и представляющих собой сопряжения типа «ласточкин хвост», выполняют трехгранными шаберами. Перед шабрением направляющих типа «ласточкин хвост» (рис. 7, б) проверяют трехгранной линейкой, покрытой краской, выявляют выступающие места. Затем шабрят плоскости, расположенные под острыми углами, так же, как и параллельные.
Поверочные плиты изготовляют из чугуна (рис. 8). Применяют плиты размером от 150 х 150 мм до 600 х 1000 мм и снабжают рукоятками и ребрами жесткости.
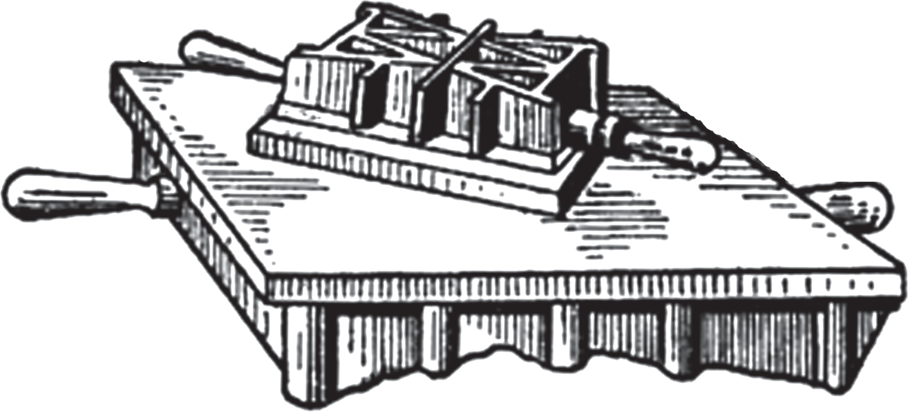
Рис. 8. Поверочные плиты
Для облегчения и повышения производительности труда при шабрении неудобных мест рекомендуется применять легкие силуминовые плиты. Стойкость таких плит ниже стойкости чугунных, но это окупается повышением производительности и облегчением труда рабочего.
Поверочные линейки чугунные (рис. 9, б) изготовляют длиной до 3000 мм. После отливки их подвергают естественному старению, выдерживая на открытом воздухе до 6 месяцев, или применяют искусственное старение при режиме: нагрев в печи до t – 550° С со скоростью 80–150° С в час, выдержка при этой температуре от 4 до 8 ч, медленное охлаждение до 300–250° С со скоростью 20–50° С в час.

Рис. 9. Поверочные линейки: а – лекальные, для контроля прямолинейности “на просвет”; б – поверочные линейки “чугунные мостики”
Поверхность М линейки шабрят с проверкой «на краску» по контрольной плите. Количество пятен на квадрат со стороной 25 мм должно быть не менее 25.
При отсутствии контрольной плиты поверхность проверяют методом стройки плоскостей, т.е. три линейки, которые шабрят, взаимно проверяют «на краску» методом перестановок. Таким же методом проверяют и шабрят плиты.
Твердость рабочей поверхности линейки НВ 150–210 (при d=10 мм и Р=3000 кг). Разница в твердости не более 15 единиц на любых участках линейки.
Поверочные линейки стальные (5.79, а). Поверочные линейки лекальные изготовляют длиной до 500 мм. Лекальные линейки применяют для контроля прямолинейности поверхности детали “на просвет”.
Поверочные линейки угловые или поверочные клинья служат для проверки прямолинейности плоскостей, расположенных под углом друг к другу. Линейки изготовляют с углами равными 45, 50, 55 и 60°.
Уровни изготовляются двух типов: с неподвижно установленной ампулой и с регулируемой относительно основания ампулой. Уровни каждого типа бывают рамные и брусковые с длиной рабочей поверхности – 100, 150, 200 и 300 мм, с ценой деления от 0,02 до 0,2 мм. Применяются для измерения малых угловых отклонений от вертикального и горизонтального положения (рис. 10).
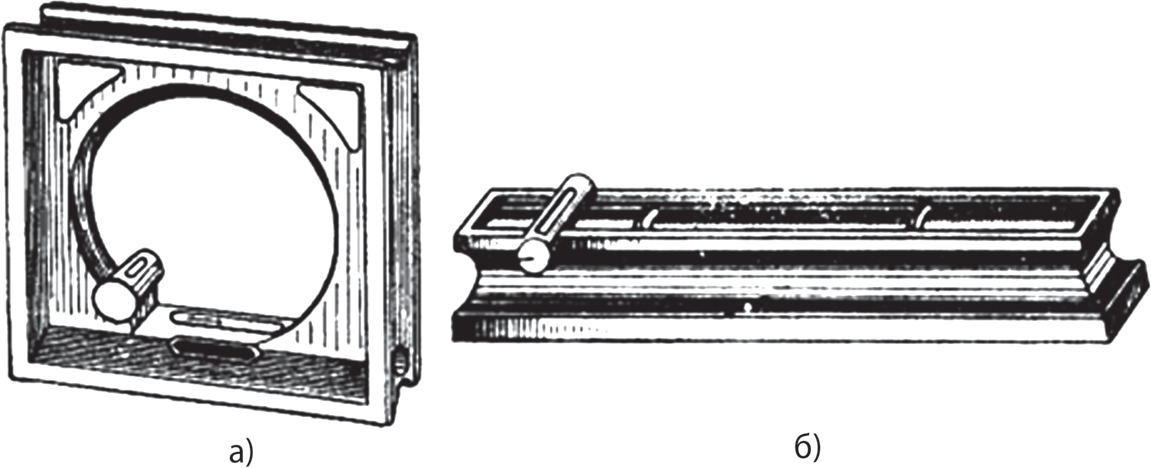
Рис. 10. Уровни: а – рамные; б – брусковые
Материалы для краски. Контрольно-проверочные поверхности при шабровке покрывают тушующими материалами – красками. Для этой цели применяют голландскую сажу, железный сурик, индиго, берлинскую лазурь и парижскую красную, реже ультрамарин (синьку). В сухом виде не употребляют, а смешивают их с мелом и минеральным маслом.
Перед смешиванием с маслом краску растирают в мельчайший порошок. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишки масла в краске искажают показания, так как под давлением плиты жидкая краска расплывается и заполняет все мелкие впадины, отчего проверяемая поверхность получает сплошную тушевку без ясно выраженных выступающих частей. Смачивать керосином краску нельзя. Смоченная керосином краска дает сплошную тушевку и скоро высыхает, образуя твердые крупинки. Краска, смоченная маслом, не должна иметь сухих крупинок и не быть жидкой.
Разведенную краску наносят тонким равномерным слоем при помощи тампона, сделанного из чистой ветоши, на рабочую поверхность контрольной плиты или линейки кругообразными движениями (рис. 11).
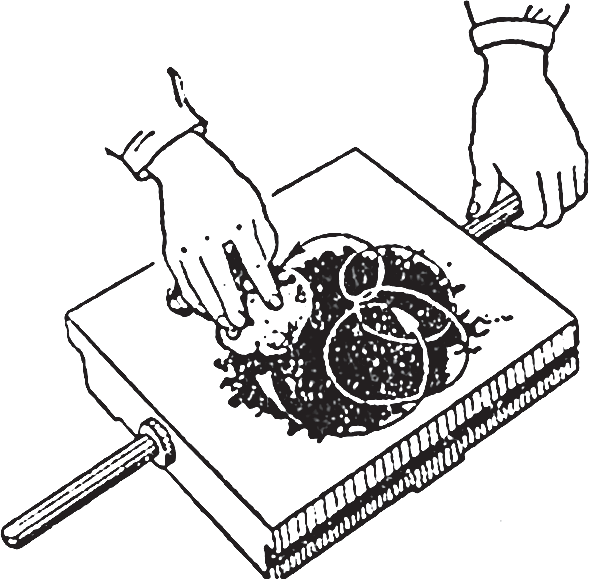
Рис. 11. Нанесение краски на поверочную плиту
Первую проверку шабруемой поверхности можно делать при наличии более толстого слоя краски. Но по мере шабрения и приближения поверхности к сплошной тушевке в виде мелких пятен, следует накладывать все более тонкий слой.
Для окончательной проверки краску наносят в виде легкого налета по всей контрольной поверхности. Употреблять скипидар для тушевки не рекомендуется, так как он сильно разжижает краску.
Независимо от того, какую поверхность проверяют, краску наносят только на контрольную поверхность, а не на проверяемую поверхность.
4. Способы и приемы шабрения
При работе плоским прямым шабером рабочим ходом является движение вперед от работающего (шабрение от себя), плоским шабером с отогнутым вниз концом – движение на работающего (шабрение на себя), а трехгранным шабером – боковое движение.
При обработке плоской поверхности от себя шабер, удерживаемый правой рукой за рукоятку, устанавливают под углом 20–30° к поверхности (рис. 12), а левой рукой нажимают на конец шабера вблизи режущей кромки и двигают его вперед (рабочий ход) и назад (холостой ход). Для работы плоским прямым двусторонним шабером в правую ладонь руки берут жгут ветоши такой величины, чтобы пальцы могли смыкаться с большим пальцем, и в эту ветошь по центру ладони упирают при работе лезвие шабера, удерживая его в рабочем положении под углом 20–30° к поверхности пальцами правой руки. Левой рукой держат шабер за стержень, за цевье, прижимают к обрабатываемой поверхности и направляют его движение.
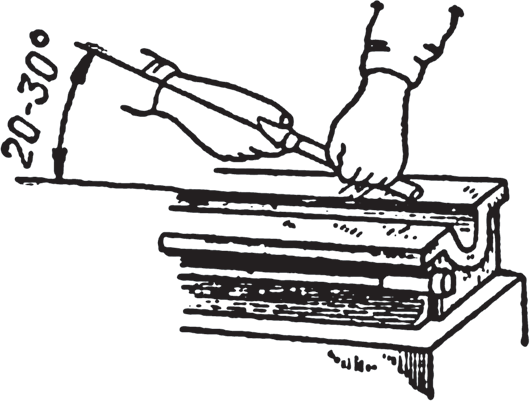
Рис. 12. Приемы шабрения плоским прямым шабером
Шабрение на себя выполняют при отделочной обработке точных поверхностей. При таком способе шабер менее склонен к заеданию и задирам, поверхность получается более чистой, легче регулировать давление. В конце каждого рабочего хода шабер отделяют от обрабатываемой поверхности, только при этом условии удается получить гладкую и точную поверхность. Если шабер остается в конце рабочего хода под стружкой, на обрабатываемой плоскости остаются уступы, заусенцы и поверхность получается неровной.
Подготовка поверхности. Перед шабрением деталь обрабатываемой поверхностью необходимо выставить по высоте на уровне бедра рабочего, выровнять в горизонтальной плоскости, необходимо обеспечить устойчивость детали к прилагаемым усилиям рабочего (без колебаний и вибраций) и возможность обхода детали с разных сторон, а также хорошую освещенность обрабатываемой поверхности.
Поверхность изделия, предназначенная для шабрения, не должна иметь выступов, так как их очень трудно и долго удалять шабером.
Припуск на шабрение должен быть в пределах 0,1–0,5 мм, в зависимости от длины и ширины обрабатываемой поверхности. Чем длиннее и шире поверхность, тем больше должен быть припуск.
Если подлежащая шабрению плоскость имеет большие неровности или износ достигает 0,5–0,8 мм на длине 1000 мм, ее предварительно обрабатывают на строгальном, фрезерном или шлифовальном станке или опиливают напильником. Поступающие на шабрение детали после механической обработки на станках обязательно опиливают. При этом снимают по контуру обрабатываемой поверхности острые кромки и заусенцы и высокие места, доступные напильнику после первой проверки «по краске».
Для опиливания и при шабрении громоздких деталей поверочную линейку или плиту с нанесенной краской накладывают на обрабатываемую поверхность и передвигают вдоль и поперек без нажима; при обработке легких деталей их накладывают на плиту с нанесенной краской и передвигают вдоль и поперек без нажима. Накладывать и снимать линейку (плиту) надо в строго отвесном направлении. Поверхность считают подготовленной к шабрению, если при наложении на нее лекальной линейки образуется ровный просвет не более 0,05 мм.
Шабрение плоских поверхностей состоит из трех переходов:
- предварительного (чернового), при котором удаляют наиболее выступающие места и риски предшествующей обработки;
- чистового (местного), служащего для увеличения количества точек, лежащих в одной плоскости;
- окончательного (разбивки), при котором отделывают выступающие места на шабреной поверхности.
Качество шабрения проверяют подсчетом количества пятен на площади 25 х 25 мм путем наложения на проверяемую поверхность квадратной рамки (рис. 13). Рамку делают из тонкого листового металла или тонкого картона. Количество пятен берут как среднее из нескольких проверок на различных участках обработанной поверхности.
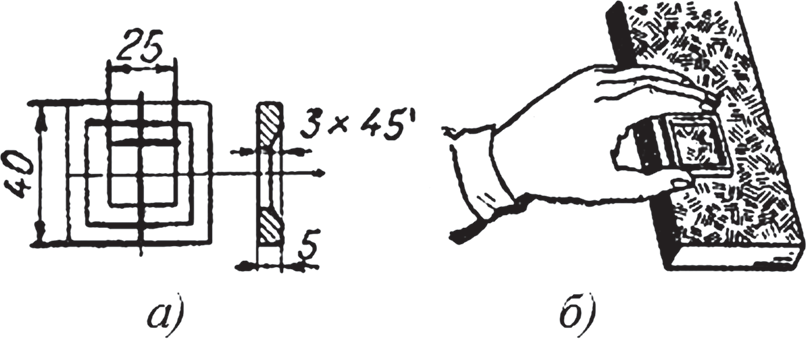
Рис. 13. Проверка поверхности после шабрения при помощи рамки: а – рамка; б – метод проверки
Предварительное (черновое) шабрение. При этой операции вначале снимают следы и риски предшествующей механической обработки длинными ходами шабера, гонят стружку, под углом 35–45° к направлению этих следов.
Чугун шабрят всухую. При шабрении стали или других твердых металлов применяют мыльную воду или керосин, в которые периодически погружают шабер. Длина рабочего хода шабера 10–15 мм.
Направление шабрения необходимо изменять так, чтобы штрихи последующего шабрения были под углом 90° к направлению штрихов предыдущего шабрения. Когда риски предшествующей обработки не будут видны простым глазом, на обрабатываемую поверхность накладывают поверочную плиту или линейку, предварительно покрытую тонким слоем краски. Отметки краски (тушевки) выявляют выступающие места поверхности. Эти места необходимо снова шабрить.
Повторение этой схемы шабрения приведет к постепенному выравниванию поверхности. Предварительное шабрение заканчивают, когда вся поверхность при нанесении на нее краски покрывается крупными пятнами краски – до четырех пятен на площади 25 х 25 мм.
Чистовое шабрение, называемое также местным или точечным, увеличивает количество несущих точек на обрабатываемой поверхности.
При чистовом шабрении поверхность обрабатывают шаберами шириной не более 15 мм при длине рабочего хода oт 5 до 10 мм. После этой операции число пятен на обрабатываемой поверхности площадью 25 х 25 мм должно быть от 8 до 16. Это достигается тем, что глубина резания меньше, чем при черновой обработке и количество точек увеличивается за счет срезания вершин предшествующей обработки. Это может привести к слиянию отдельных пятен в массивы, которые примерно равномерно будут расположены по обрабатываемой поверхности.
Окончательное шабрение (разбивка пятен) заключается в том, что все наиболее крупные пятна делят коротким неглубоким ходом шабера на мелкие. При этом мелкие пятна остаются нетронутыми.
Процесс шабрения необходимо вести так, чтобы поверхность, приближаясь к окончательному виду, имела в среднем равное число пятен на квадрат 25 х 25 мм как посередине, так и по краям. После ряда проверок при разбивке пятен на поверхности появляются блестящие пятнышки, соответствующие выступающим частям, которые при трении о контрольную плиту приобретают металлический блеск. По мере улучшения поверхности в результате шабрения одновременно с увеличением числа затушеванных пятен увеличивается также число блестящих пятен, а величина их приближается к величине затушеванных. Наличие блестящих пятен указывает на наиболее высокие части поверхности, поэтому при разбивке пятен краска не имеет такого важного значения, как при предварительном шабрении. Но ее присутствие на контрольной поверхности является обязательным, так как она уменьшает трение и служит смазкой. Кроме того, на проверяемой поверхности краска создает фон, на котором легко выделяются пятна, имеющие металлический блеск.
Разбивают главным образом блестящие пятна, снимая их в первую очередь. Чем больше на поверхности блестящих пятен, тем точнее шабрение.
После окончательного шабрения поверхность должна иметь на площади 25 х 25 мм от 20 до 25 пятен.
Отделочное (декоративное) шабрение, часто называемое нанесением “мороза”, выполняют для улучшения внешнего вида поверхности. Точность в результате этой операции не повышается. Производят его шаберами с изогнутым концом. Так как такой шабер врезается на глубину 3 мкм, по истиранию мороза на направляющих плоскостях можно судить о величине их износа.
Просмотров: 1 717

