Развертывание отверстий — применение, порядок и используемый инструмент
Развертка – это технологическая металлорежущая операция доводки отверстия до требуемых параметров. С помощью развертки можно изменить формы и размер отверстия, его класс точности и шероховатость. Рассмотрим основные правила проведения данной операции, на что следует обратить особое внимание для получения качественного результата.
Используемый инструмент
Доводка отверстия производится специальным инструментом, «разверткой», вручную, на сверлильном или токарном станке. Он подразделяется:
- В зависимости от места установки на ручной и машинный.
- По форме отверстия – цилиндрический и конический.
- В зависимости от типа фиксации в патроне – хвостовые и насадные.
- По расположению режущих кромок – с равномерным и
неравномерным. Последние позволяют придавать участкам обрабатываемой поверхности различную степень шероховатости.
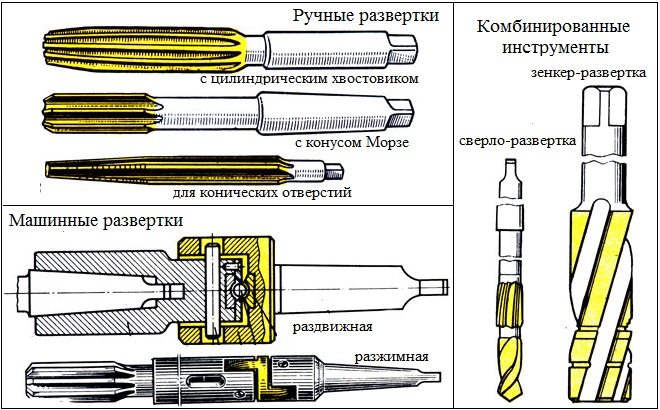
Ручные развертки отличаются от машинных удлиненными режущими зубьями и квадратным хвостовиком для установки в воротке. Инструмент предназначенный для сверлильных станков и электродрелей позволяет обрабатывать глубокие отверстия благодаря короткой рабочей части и длинной шейке. Хвостовик имеет цилиндрическую или конусную форму.
Порядок операции
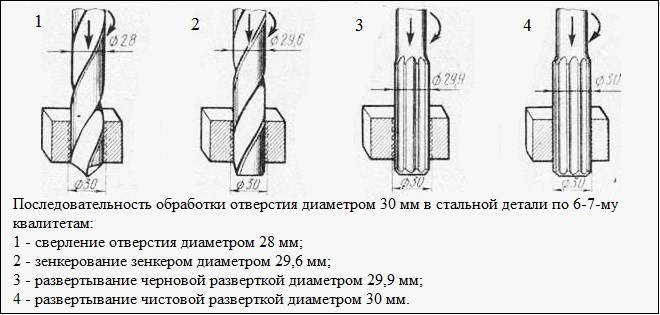
Подбор развертки осуществляется по типу инструмента (черновая, чистовая, ручная, машинная) и его диаметру. Черновые имеют припуск от 0,1 до 0,15 мм, чистовые от 0,05 до 0,1 мм. Для получения отверстия большого диаметра (например, 30 мм) с требуемым значением шероховатости необходимо:
- Просверлить отверстие диаметром 15 мм.
- Рассверлить его до диаметра 29,8 мм.
- Произвести черновое развертывание инструментом 29,95 мм.
- Завершить развертывание чистовым инструментом диаметром 30 мм снимающим припуск 0,05 мм.
Следует учесть, что точность полученной поверхности зависит не только от качества инструмента и правильности проведения операции, но и выбора смазочно-охлаждающей жидкости. Так, при обработке стальных изделий необходима эмульсия смешанная с минеральным маслом, которое не используется для бронзы и латуни.
Особенности применения
При проведении ручного развертывания отверстий необходимо придерживаться следующего порядка работ:
- Подобрать развертку исходя из требований к параметрам отверстия.
- Надежно зафиксировать деталь или заготовку в тисках.
- Вставить развертку в предварительно просверленное или полученное методом литья отверстие.
- Надеть вороток на хвостовик инструмента.
- Вращать вороток по часовой стрелке (направлению режущих кромок) избегая резких движений. В процессе работы периодически поливать СОЖ на инструмент.
- После завершения чернового прохода инструмент необходимо извлечь без обратного вращения.
- Поместить в отверстие чистовую развертку и одеть вороток.
- Произвести вращение с минимальной подачей по часовой стрелке.
- После завершения извлечь инструмент без обратного вращения и проверить шероховатость и размер отверстия при помощи калибра или других средств измерения.

Режим резания при машинном развертывании (скорость и частота вращения шпинделя) выбирается по специальным таблицам на основании диаметра отверстия, марки стали из которой изготовлена деталь и материала инструмента.

Перед проведением машинного развертывания необходимо протереть конус хвостовика и посадочное отверстие в шпинделе. При обработке ось развертки должна совпадать с осью отверстия обрабатываемой детали.
Развертывание отверстий
Развертывание применяют для чистовой обработки отверстий 7—9-го квалитетов и шероховатостью Rа = 2,5—0,5 мкм после сверления (только до диаметра 10 мм), зекерования или растачивания.
Развертывание отверстий является наиболее производительным и распространенным методом чистовой обработки отверстий диаметром до 100 мм.
Токарная обработка последовательно двумя развертками может обеспечить 10-й класс шероховатости поверхности. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Режущими инструментами для рассматриваемого способа обработки на токарных станках служат машинные развертки (рис. 66). Они отличаются от зенкеров большим количеством зубьев (обычно от 6 до 14), которые срезают мелкие стружки, тем самым повышается точность обработки.
По способу установки на станке развертки делятся на хвостовые и насадные, по конструкции рабочей части — на цельные и сборные.
Последние состоят из корпуса и закрепленных в его пазах ножей.
Хвостовая развертка (рис. 66, а
На режущей части располагаются главные режущие кромки. Наклон их к оси определяется углом в плане φ, величина которого зависит от назначения разветки. Для сквозных отверстий при обработке сталей и других пластичных металлов φ=15°, для хрупких металлов φ=5°. У разверток для глухих отверстий φ = 60°.
Калибрующая часть имеет цилиндрическую форму. На ней располагаются вспомогательные режущие кромки, предназначенные для зачистки и калибрования отверстия. Чтобы концы зубьев калибрующей части не повредили отверстия, на небольшом участке ее выполняется незначительный обратный конус.
В связи с различным назначением главных и вспомогательных режущих кромок форма заточки зубьев по длине различна. На режущей части (сеч. А-А) зубья затачивают до остроты; на калибрующей (сеч. Б-Б) по задним поверхностям зубьев оставляют узкие цилиндрические ленточки, которые сглаживают поверхность отверстия, улучшают направление развертки и увеличивают число ее переточек.
Передний угол γ у разверток обычно выполняют 0°. При повышенных требованиях к качеству обработки рекомендуется делать его отрицательным до —5°. Вследствие этого резание при развертывании напоминает скобление.
Нагрузка на зубья разверток в процессе резания всегда колеблется, что вызвано неравномерной плотностью обрабатываемого материала и различными включениями в нем. Периодически повторяющиеся колебания при равномерном расположении зубьев создают местные углубления на поверхности развернутого отверстия. Неравномерное расположение зубьев разверток по окружности исключает указанное явление и способствует повышению чистоты обработки.
Развертки имеют обычно прямые зубья. В некоторых случаях для обработки отверстий с пазами или канавками применяют развертки с винтовыми зубьями, направление которых делают противоположным направлению резания, чтобы развертка не затягивалась в отверстие.
Развертки общего назначения выпускаются диаметром от 0,1 до 300 мм в доведенном виде для отверстий 7—9-го квалитетов (H7, Н8, Н9, К7) либо с припуском под доводку. Последние изготавливаются шести номеров. Их можно применять для
Рабочая часть разверток выполняется из быстрорежущей стали или оснащается твердым сплавом для повышения стойкости.
На развертках маркируются номинальный диаметр, точность и материал.
Развертывание отверстий — Зенкерование и развертывание
Развертывание отверстий
Категория:
Зенкерование и развертывание
Развертывание отверстий
Развертывание — это процесс чистовой обработки отверстий, обеспечивающей точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов. Инструмент для развертывания — развертки.
Развертывание отверстий производят на сверлильных и токарных станках или вручную Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания — машинными. Машинные развертки имеют более короткую рабочую часть.
По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические. Ручные и машинные развертки состоят из трех основных частей: рабочей, шейки и хвостовика.
Рабочая часть развертки, на которой имеются расположенные по окружности зубья, в свою очередь делится на режущую, или заборную, часть, калибрующую цилиндрическую часть и обратный конус.
Режущая, или заборная, часть на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании.
Режущие кромки заборной части образуют с осью развертки угол при вершине 2Ф (для ручных разверток 0,5 — 1,5°, а для машинных 3-5° ).
Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей часта развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки.
Рис. 240. Зенковки: а — с постоянной направляющей и цилиндрическим хвостовиком, б — со сменной направляющей и коническим хвостовиком, в — углы зенковки, г — конические зенковки, д — цековка, е — державка с зенковкой и вращающимся ограничителем
Обратный конус находится на калибрующей части ближе к хвостовику. Он служит для уменьшения грения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия.
У ручных разверток величина обратного конуса от 0,05 до 0,10 мм, а у машинных — от 0,04 до 0,3 мм.
Шейка развертки находится за обратным конусом и предназначена для выхода фрезы при фрезеровании (нарезании) на развертках зубьев, а также шлифовального круга при заточке.
Рис. 241. Развертки: в — ручная, б — машинная, в — коническая
Рис. 242. Ручная развертка
Хвостовик ручных разверток имеет квадрат для воротка. Хвостовик машинных разверток диаметром от 10—12 мм выполняют цилиндрическим, более коупных разверток — коническим.
Центровые отверстия служат для установки развертки при ее изготовлении, а также при заточке и переточке зубьев.
Режущими элементами развертки являются зубья.
Зубья развертки определяются задним углом (6 —15° ; большие значения берутся для разверток больших диаметров), углом заострения (3, передним углом у (для черновых разверток от 0 до 10° , для чистовых – 0° ).
Углы заострения р и резания 5 определяют в зависимости от углов а и У.
Развертки изготовляют с равномерным и неравномерным распределением зубьев по окружности. При ручном развертывании применяют зубья с неравномерным распределением зубьев по окружности, например, у развертки, имеющей восемь зубьев, углы между зубьями будут: 42, 44, 46 и 48°. Такое распределение обеспечивает получение в отверстии более чистой поверхности, а главное ограничивает возможность образования так называемой огранки, т. е. получения отверстий не цилиндрической, а многогранной формы.
Если бы шаг развертки был равномерным, то при каждом повороте воротком развертки зубья останавливались в одном и том же месте, что неизбежно привело бы к получению волнистости (граненой) поверхности.
Машинные развертки изготовляют с равномерным распределением зубьев по окружности. Число зубьев разверток четное: 6, 8, 10 и т. д. Чем больше зубьев, чем выше качество обработки.
Ручные и машинные развертки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками. По направлениям винтовых канавок они делятся на правые и левые.
При работе разверткой со спиральным зубом поверхность получается более чистая, чем при обработке с прямым зубом. Однако изготовление и особенно заточка разверток со спиральным зубом очень сложны, и поэтому такие развертки применяют только при развертывании отверстий, в которых имеются пазы или канавки.
Как конические, так и цилиндрические развертки изготовляют комплектами из двух или трех штук. В комплекте из двух штук одна развертка предварительная, а вторая чистовая. В комплекте из трех штук первая развертка черновая, или обдирочная, вторая получистовая и третья чистовая, придающая отверстию окончательные размеры и требуемую шероховатость.
Конические развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у конических разверток на прямолинейных зубьях делают поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части. На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких струж-коломных канавок не имеет.
Рис. 3. Геометрия зубьев развертки: а, в — элементы геометрии, б — развертка с равномерным шагом, г — с неравномерным шагом
Рис. 4. Винтовые развертки: а — правая, б — левая
Рис. 5. Комплект ручных конических разверток
Рис. 6. Развертки машинные: а — раздвижная, б — разжимная
Рис. 7. Качающаяся оправка
Ручные цилиндрические развертки применяют для развертывания отверстий диаметром от 3 до 60 мм. По степени точности они разделяются по номерам: 1,2 и 3.
Развертки машинные с цилиндрическим хвостовиком изготовляют трех типов: I, II и III . Развертки применяют для обработки отверстий 6 —8-го квалитетов. Они изготовляются диаметром 3 — 50 мм. Развертки закрепляют в самоцентрирующих патронах станков.
Развертки машинные с коническим хвостовиком типа II изготовляют диаметром от 10 до 18 мм и более короткой рабочей частью. Это развертки закрепляют непосредственно в шпинделе станка.
Развертки машинные насадные типа III изготовляют диаметром 25 — 50 мм. Этими развертками обрабатывают отверстая 5 —6-го квалитетов.
Развертки машинные с квадратной головкой изготовляют диаметром 10 — 32 мм, предназначены для обработки отверстий по 6 —7-му квалитетам, закрепляют в патронах, допускающих покачивание и самоцентрирование разверток в отверстиях.
Развертки со вставными ножами типа I (насадные) имеют то же назначение, что и предыдущие, и изготовляют их диаметром 25—100 мм.
Развертки машинные, оснащенные пластинками из твердого сплава Т15К6, служат для обработки отверстий больших диаметров с высокой скоростью и большой точностью.
Кроме рассмотренных конструкций разверток широко применяют и другие развертки, повышающие точность и качество обработки отверстий.
Раздвижные (регулируемые) развертки применяют при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25 — 0,5 мм.
Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго, и изготовляются из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда ножи стачиваются и уже не обеспечивают надежного крепления, их заменяют новыми.
Для развертывания сквозных отверстий широко применяют разжимные развертки (рис. 246,6), ножи в которых крепятся или винтами, или в точно пригнанных пазах прижимаются ко дну паза конусными выточками концевых гаек, или же винтами, разжимающими корпус.
При работе развёрткой на станке часто бывают случаи, когда при жестко закрепленной развертке ось ее не совпадает с осью обрабатываемого отверстия, и поэтому развернутое отверстие получается неправильной формы. Это происходит при неисправном станке: ось вращения шпинделя не совпадает с осью отверстия (биение шпинделя).
Для повышения качества обработки и во избежание брака при развертывании отверстой применяют качающиеся оправки.
Качающаяся оправка закрепляется в шпинделе станка коническим хвостовиком. В отверстии корпуса крепится штифтом с зазором качающаяся часть оправки, которая упирается шариком в подпятник. Благодаря такому устройству качающаяся оправка с разверткой может легко принимать положение, совпадающее с осью развертываемого отверстия.
Для получения высокой точности отверстия применяют плавающие развертки, представляющие собой пластины, вставленные в точно обработанные пазы цилиндрической оправки. Наружные ребра пластины заточены так же, как и у зуба развертки. Для обеспечения регулирования пластаны делают составными. При работе плавающими развертками не нужна точная соосность обрабатываемого отверстия и шпинделя станка и, кроме того, точное отверстие получается даже при биении шпинделя, так как пластина своими ленточками центрируется по стенкам отверстия, перемещаясь в пазу оправки в поперечном направлении. Применение рациональной конструкции разверток не только обеспечивает высокое качество работы, но и значительно повышает производительность труда.
На некоторых машиностроительных заводах при развертывании конических отверстий на конусную часть развертки ставят ограничивающее стопорное кольцо, что исключает затрату. времени на измерение.
Для уменьшения нагрузки на развертку в процессе работы увеличивают длину ее заборной части в два раза. Это позволяет отказаться от применения второй развертки и повысить производительность и точность обработки.
Широко применяют комбинированный инструмент для одновременного сверления и зен-кования отверстия.
Сверло-зенкер, сверло-зенковка, сверло-развертка, зенкер-развертка позволяют совместить две операции и получить отверстие заданной формы, квалитета и шероховатости.
Реклама:
Читать далее:
Приемы развертывания
Статьи по теме:
назначение, виды, особенности и тонкости работы
 Для получения отверстий обычно используют метод сверления. Но их стенки в таком случае могут быть неровными даже тогда, когда используются инструменты самых лучших марок. И не только стенки отверстия могут быть далеки от идеала, но и его размер. Это уже довольно серьёзная проблема. Для достижения идеально точного результата необходима ручная развёртка. Что она собой представляет, мы и рассмотрим в этой статье.
Для получения отверстий обычно используют метод сверления. Но их стенки в таком случае могут быть неровными даже тогда, когда используются инструменты самых лучших марок. И не только стенки отверстия могут быть далеки от идеала, но и его размер. Это уже довольно серьёзная проблема. Для достижения идеально точного результата необходима ручная развёртка. Что она собой представляет, мы и рассмотрим в этой статье.
Принцип действия
Развертка по металлу — это металлорежущий инструмент, имеющий ось вращения и предназначенный для устранения шероховатостей с внутренней поверхности отверстий при финальной обработке. С его помощью также можно идеально подогнать размер под необходимый.
Инструмент имеет диапазон от трёх до шестидесяти миллиметров, и с его помощью можно добиться гораздо большей чистоты поверхности, нежели сверлением. Развёртка должна иметь диаметр несколько меньший, чем окончательный размер обрабатываемого отверстия. Инструмент обладает режущими кромками, которых, в зависимости от его разновидности, бывает от четырёх до четырнадцати, чем и обеспечивается высокое качество обработки. Работа совершается за счёт вращения инструмента вокруг своей оси и одновременно поступательного движения вдоль оси отверстия.
Разновидности инструмента
Существует три базовых вида инструмента развёртки: цилиндрическая, коническая и регулируемая. Рассмотрим каждую из этих разновидностей.
 Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.
Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.- Коническая. Подразделяется на три категории: черновые, чистовые и промежуточные. Черновая срезает стружку зубьями режущей кромки. У такого инструмента зубья расположены по всей линии. Промежуточная режет стружку меньших размеров, а чистовая работает всей площадью. С помощью такой развёртки отверстие из цилиндрического превращается коническое.
- Регулируемая. Существует два основных типа, которые встречаются на современном рынке — это разжимные и раздвижные модели. Оба они работают по принципу движения вверх или вниз, сужая или расширяя диаметр отверстия. Различие состоит как по типу осуществления затяжки, так и по диапазону размеров. Разжимная развёртка имеет верхнюю и нижнюю гайки, с помощью которых диаметр отверстия изменяют от 0,25 до 3 миллиметров. Раздвижные развёртки снабжены винтом, и при его затяжке приводится в движение специальный шарик, находящийся внутри корпуса, раздвигающий режущие части. Этот тип конструкции считается более точным, позволяющим увеличивать диаметр отверстия в пределах от 0,15 до 0,5 миллиметров. Регулируемая развёртка состоит из корпуса и ножей, представляющие собой вставные тонкие пластины, изготовленные из инструментальных сталей. Режущие пластины являются съёмными, их можно затачивать и впоследствии заменять новыми. Этот тип инструмента позволяет изменять диаметр отверстий на десятые и сотые доли миллиметра и является более экономичным из-за возможной замены ножей.
 Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.
Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.Особенности развёртывания отверстий
 Расточку целесообразно проводить поэтапно — вначале черновой развёрткой, затем чистовой. Перед развёртыванием торцевую часть отверстия обязательно обтачивают, чтобы не затупить инструмент, особенно важно это при работе с деталями из чугуна. В процессе работы не помешает руководствоваться принципом «тише едешь — дальше будешь», и чем медленней и равномерней будет осуществляться подача инструмента в отверстие, тем более высокого качества будет полученный результат. Именно поэтому рекомендуется работать не дрелью, а воротком, чтобы иметь возможность более точно контролировать рабочий процесс.
Расточку целесообразно проводить поэтапно — вначале черновой развёрткой, затем чистовой. Перед развёртыванием торцевую часть отверстия обязательно обтачивают, чтобы не затупить инструмент, особенно важно это при работе с деталями из чугуна. В процессе работы не помешает руководствоваться принципом «тише едешь — дальше будешь», и чем медленней и равномерней будет осуществляться подача инструмента в отверстие, тем более высокого качества будет полученный результат. Именно поэтому рекомендуется работать не дрелью, а воротком, чтобы иметь возможность более точно контролировать рабочий процесс.
Тонкости работы
Одной из важных составляющих процесса, как правило, является применение смазки и охлаждения, что оказывает немалое влияние на степень точности развёртываемого отверстия. В противном случае отверстия получаются неровными и шероховатыми, не исключены также защемление и поломка развёртки. Поэтому при работе с изделиями из стали, меди и алюминия применяют различные смазочные вещества:
- стальные детали смазывают минеральным маслом;
- медные — эмульсией с маслом;
- алюминиевые — скипидаром с керосином;
- дюралюминиевые — сурепным маслом.
 Исключение составляют бронза, чугун — с этими материалами можно работать «всухую».
Исключение составляют бронза, чугун — с этими материалами можно работать «всухую».
Категорически запрещается вращать развёртку в обратном направлении, так как это ведёт к поломке зубьев и появлению задиров. Для получения более качественного результата используют так называемый вариант машинно-ручного развёртывания. Заключается он с том, что в зависимости от размеров обрабатываемой детали в патрон сверлильного станка устанавливают или деталь, или саму развёртку.
Например, при закреплении развёртки в шпинделе токарного станка мелкие детали во время обработки держат в руках или специальных приспособлениях, и наоборот, довольно крупные детали, которые трудно удерживать в руках, вставляют в патрон, а развёртку держат руками.
Развёртывание отверстий — Википедия
Материал из Википедии — свободной энциклопедии
Развёртывание — вид чистовой механической обработки отверстий резанием.[1]
Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент — развёртка — снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия. Условия резания и нагрузка на инструмент при выполнении развёртывания, и шероховатость поверхности схожи с так называемым протягиванием.
Не следует путать развертывание с зенкерованием. Последнее является получистовой операцией, выполняемой обычно над отверстиями в литых деталях с целью удаления литьевой шероховатости и получения отверстий невысокой точности. Зенкерование также рекомендуется выполнять перед развёртыванием (чистовой операцией).
Назначение развёртывания
Развёртывание является необходимой чистовой операцией для:
- Получения точных калиброванных отверстий: посадочные для подшипников, отверстия для плунжеров, валов и др
- Получения малой шероховатости поверхности отверстий: для уменьшения трения, для плотного контакта или посадки.
Выполнение развёртывания
Развёртывание выполняется на всех станках применяемых и приспособленных для зенкерования, и в редких случаях вручную.
Инструмент для развёртывания
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо конические инструменты, имеющие ось вращения и при вращении которых происходит резание материала. При развёртывании применяют следующие виды развёрток:
- Цилиндрические цельные ручные: Ручная развёртка отверстий от 1 до 32 мм в диаметре (глубиной до 150 мм).
- Конические цельные ручные: Ручное развёртывание конических отверстий (до конус Морзе 3).
- Цилиндрические цельные машинные: развёртка отверстий до 150 мм.
- Конические цельные машинные: развёртка любых инструментальных конусных поверхностей.
- Цилиндрические раздвижные ручные: регулирование диаметра развёртки (подгонка отверстий до 32 мм в диаметре).
- Цилиндрические раздвижные машинные: регулирование диаметра развёртки.
Развёртки изготовляют из инструментальных (среднелегированных чаще, быстрорежущих реже, углеродистых редко) сталей, и оснащённых твёрдыми сплавами.
Развёртывание производят как без охлаждения («всухую») так и с охлаждением СОЖ.
Примечания
Ссылки
Развертывание отверстий — Слесарные работы
Автор Admin На чтение 2 мин. Просмотров 72 Опубликовано
Развертывание применяют:
1) для получения отверстий с гладкими стенками;
2) для получения отверстий точного диаметра;
3) для совмещения отверстий в различных деталях.
Развертывают отверстия разверткой. Развертки бывают цилиндрические и конические. Обычно число зубьев у разверток четное (рис. 148).
Для получения чистой поверхности обработанных отверстий расстояния между зубьями развертки делают неодинаковыми.
При сборке часто применяют специальные ручные развертки, главным образом для совмещения отверстий.
Детали при сборке могут установиться в узлах недостаточно точно. Поэтому часто после установки этих деталей или узлов на место согласно чертежу отверстия рассверливают на 0,1-0,2 мм меньше номинального размера, а затем для получения отверстий требуемого диаметра их развертывают разверткой.


Точность изготовления отверстий развертыванием
Диаметр отверстий, мм | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | |
погрешность, мм | машинное развертывание | 0,01 | 0,013 | 0,016 | 0,020 | 0,023 | 0,027 |
ручное развертывание . | ;01 | 0,010 | 0,010 | 0,013 | 0,015 | 0,018 | |
Отверстия развертывают вручную или на станках: сверлильном или токарном. При сборке самолетов чаще развертывают отверстия вручную, вращая развертку воротком или трещеткой.
Толщина снимаемого разверткой материала очень небольшая — 0,1-0,2 мм. Поэтому перед развертыванием отверстие рассверливают до диаметра меньше нормального с различными припусками на развертывание. Сначала отверстие развертывают черновой разверткой, а Затем — чистовой. Черновой разверткой снимают 0,1-0,5 мм, а чистовой 0,05-0,1 мм.
Смазка при развертывании:
Сталь — эмульсия, минеральное масло
Дуралюмин Сурепное масло
При развертывании электрона и бронзы смазку не применяют.
Инструмент и приспособления
Драчевый и личной напильники, стальная линейка, чертилка, угольник 90°, спиральное сверло, кернер, молоток, ручная развертка (цилиндрическая и коническая), вороток, калибр-пробка, дрель.
Развертывание цилиндрических отверстий (вручную)
1. Разметить отверстия и накернить.
2. Просверлить отверстия (рис. 149).
3. Развернуть отверстия, вращая вороток по часовой стрелке.
рис. 149.


рис. 150.
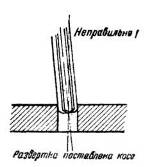
рис. 151.
При развертывании чаще проверяй положение развертки угольником (рис. 152).
Развертывая сталь, применяй для смазки минеральное масло. Если развертку защемляет, то поверни ее в обратную сторону на ширину зуба, чтобы освободить ее от стружки (рис. 153).

рис. 152.
4. Проверить отверстие калибром.
Для получения особенно точного отверстия развертывай два раза: сначала черновой разверткой, а затем — чистовой.
Пример развертывания см. на рис. 154.

рис. 153.

Развертывание конических отверстий
1. Разметить отверстия, накернить и просверлить (рис. 156).

рис. 155.

рис. 156.
2. Развернуть отверстия конической разверткой, вращая вороток по часовой стрелке (рис. 157 и 158).


3. Пригнать конический штифт (рис. 159).

Пример развертывания отверстий трещеткой см. на рис. 160 и 161.

рис. 160.

рис. 161.
Развертывание отверстий на токарном станке
В тех случаях, когда нужно получить качественную поверхность отверстия к тому же с очень высокими показателями по точности, применяют развертывание.
Выполняется такая технологическая операция с помощью многолезвийного инструмента, которые носит название «развертка». Обработка отверстий, которая связана с развертыванием, является чистовой операцией. Обычно она следует сразу после зенкерования или сверления.
Чаще всего развертку используют для того, чтобы окончательно обработать отверстия по 6 до 9 квалитетам точности, при этом поверхность может быть с показателем шероховатости Rа в пределах от 0,32 до 0,25 мкм.
У развертки режущих кромок обычно больше, чем у зенкера. Поэтому её использование приводит к уменьшению сечения стружки, что в свою очередь повышает точность отверстия.
Если диаметр отверстия не превышает 10 мм, развертывание можно производить сразу после сверления. Все, что больше этого показателя подлежит предварительной механической обработке.
Обычно припуск под развертку равен значению от 0,15 до 0,5 мм, если будет выполняться черновая обработка. Если работа предполагается чистовой, то припуск выбирается в пределах от 0,05 до 0,25 мм.
Для стальных деталей во время развертывания подача может быть равна значению от 0,5 до 2 миллиметров на оборот, если заготовка чугунная, то этот показатель варьируется от 1 до 4 мм/об. Рекомендованная скорость резания для развёртывания составляет от 6 до 16 м/минуту.
При увеличении диаметра отверстия, которое предполагается обрабатывать, скорость резания должна выбираться с меньшими показателями при условии, что подача будет одинаковой. Если подача увеличивается, то скорость резания необходимо снижать.
Чтобы качество обработки было на высоком уровне во время сверления, зенкерования, растачивания и развертывания положение заготовки на станке не меняют, производя технологическую операцию за одну установку.
В том случае, когда развертки предполагается закреплять в жестких оправках, у которых в результате тех или иных причин, как правило, имеются осевые отклонения отверстия по отношению к шпинделю, могут возникнуть нежелательные погрешности параметров обрабатываемого отверстия. Чтобы устранить подобные отклонения развёртки нужно закреплять в специальных так называемых качающихся оправках. Подобная оснастка для развёрток способствуют центрированию инструмента по обрабатываемому отверстию.
Конструктивные элементы развёртки
Для того чтобы развёртка свободно входила в предварительно подготовленное отверстие, а так же для улучшения условий её первоначального направления, в начале режущей части делается заход с меньшим диаметром который под некоторым углом переходит к основному.
Элементы развертки
В окончании калибрующей рабочей части развёртки диаметр будет меньше чем диаметр на цилиндрическом участке. Благодаря данным геометрическим параметрам такая конфигурация представляет собой обратный конус.
Согласно опыту подобная обратная конусность способна снизить трение ленточек развертки об обработанную поверхность и снизить разбивку откалиброванного отверстия. Кроме того, такое строение развёртки значительно облегчает её извлечение из отверстия.
Коническая развертка
Стойкость развертки
Развертка служит для финишной обработки точных отверстий, поэтому мерой ее стойкости к износу служит технологический показатель, при котором этот многолезвийный инструмент будет способен обрабатывать отверстие, выдерживая заданный диаметр и шероховатость без изменений. Лезвия развертки срезают очень маленькие слои обрабатываемого металла, по этой причине инструмент изнашиваться в основном по задней поверхности.
В среднем период стойкости, который будет соответствовать заданным показателям, составляет от 20 до 90 минут, в случае обработки стали. И от 40 до 150 минут, если обрабатывается чугун. Следует отметить, что с увеличением размеров выбираемых развёрток их период стойкости тоже возрастает.
— это … Что такое схема отверстий?
Диод накопления дырок — (HAD) — это запатентованная технология SONY Corporation для снижения электронного шума в ПЗС- или КМОП-датчике изображения за счет уменьшения так называемого темнового тока, который возникает при отсутствии света, падающего на формирователь изображения, для устранения шума сокращение и усиление…… Wikipedia
Выкройка (шитье) — В шитье и модном дизайне выкройка — это оригинальная одежда, с которой копируются другие предметы одежды аналогичного стиля, или бумажные или картонные шаблоны, с которых детали одежды начерчены на ткани перед вырезка и сборка… Википедия
Модель (отливка) — В процессе отливки узор представляет собой копию отливаемого объекта, используемый для подготовки полости, в которую будет заливаться расплавленный материал во время процесса отливки.Модели, используемые при литье в песчаные формы, могут быть из дерева, металла, пластика или…… Wikipedia
Ручей Белого Оленя — Название реки Геобокс = Родное имя Белого Оленя-Хоул-Крик = другое имя = другое имя1 = размер изображения = 300 image caption = Белый Олень-Холл-Крик возле Четвертого разрыва Южного Белого Оленьего хребта этимология = язык ленапе Woap achtu woalhen country =…… Википедия
Спекл-паттерн — Спекл-паттерн — это случайная картина интенсивности, возникающая в результате взаимной интерференции набора волновых фронтов.Это явление исследовалось учеными со времен Ньютона, но крапинки стали заметными с момента его изобретения…… Wikipedia
Образец Атлантиды — Узор Атлантиды — вымышленный символ, используемый в искусстве многих человеческих культур в мультсериале (который в Японии называется «Трансформеры: Сила Галактики»). Он основан на образце, видимом на древнем кибертронском звездолете, который прибыл на Землю по порядку… Wikipedia
Отверстие Авелины — Инфобокс Название пещеры = Отверстие Авелин фото = Отверстие Авелин.jpg caption = Расположение отверстия Авелин = Бёррингтон Комб Глубина = 16 м длина = 67 м координаты = координаты | 51.324708 | N | 2,753269 | W | регион: GB тип: ориентир | format = dms | display = inline, title survey =…… Wikipedia
толстый боковой рисунок — овальный рисунок распыления, более толстый с левой или правой стороны, то есть он принимает форму полумесяца, ориентированного вправо или влево. Часто это происходит из-за забитого рогового отверстия в воздушной крышке пистолета-распылителя… Словарь автомобильных терминов
Обвязка катушки — Термин, используемый в автогонках, см. Привязка катушки.Машина для переплетного переплета катушек Переплет катушек, также известный как спиральный переплет, является широко используемым стилем переплета книг для… Wikipedia
Переплетное дело — Традиционное переплетное дело в действии Старые переплетные изделия… Wikipedia
Wire Binding — это один из самых популярных коммерческих методов переплета книг, используемый в Северной Америке и известен под разными названиями, включая двойной провод, провод o, двойной контур, двойной o, кольцевой провод и проволочный переплет.С помощью этого метода привязки пользователи…… Wikipedia
Распознавание образов отверстий
Распознавание образов — это развитая специальность человеческого мозга. Эта врожденная способность позволяет нам распознавать лица, замечать льва в джунглях и видеть объекты в облаках. Несмотря на легкость использования этого навыка, он недостаточно изучен и не может быть воспроизведен машинами даже после десятилетий исследований в области компьютерных наук. Так что гордитесь этим.
Несколько запутанный набор отверстий, букв, цифр и стрелок на приспособлении Hagan от ATK.
Но прежде чем мы слишком задираемся, давайте проверим наши способности, перейдя на новый уровень. Можем ли мы распознать образцы шаблонов? В данном случае речь идет о схемах с отверстиями под винты. Такие, которые нужны для крепления технических креплений к лыжам. Посмотрим, сможем ли мы обнаружить какие-либо «мета-паттерны»:
| Обвязка | Выкройка носка (ШxД) | Выкройка каблука (ШxД) |
| Атомная глубинка | 40 х 38 | 27 х 58 |
| БД Гелио 110/145 | 30 х 27 | 25 х 34 |
| БД Гелио 180/200 | 30 х 27 | 25 х 86 |
| Dynafit Low Tech Race | 30 х 39 | 23 х 25 |
| Dynafit LTR 2.0 / PDG | 30 х 39 | 28 х 30 |
| Dynafit LTR 105 | 24 / 42,5 x 25 | 28 х 30 |
| Dynafit Speed Superlite | 30 х 39 | 23 х 37 |
| Dynafit Superlite 2.0 | 30 х 39 | 34/28 x 28 |
| Dynafit Speed / Speedfit | 30 х 39 | 28 х 38.5 |
| Dynafit Speed Turn | 30 х 26,5 (+19) | 32/36 x 52,5 |
| Dynafit Speed Turn 2.0 | 30 х 39 | 32/36 x 52,5 |
| Dynafit Vertical серии | 30 х 26,5 (+19) | 32/36 x 52,5 |
| Dynafit Radical серии | 30 х 39 | 32/36 х 52.5 |
| Dynafit Radical 2.0 | 42,5 х 58 | 35,5 х 88 |
| Вращение Dynafit 10/12 | 42,5 х 58 | 35,5 х 88 |
| Вращение Dynafit 7 | 42,5 х 58 | 32/36 x 52,5 |
| Экспедиция Dynafit | 30 х 39 | 25 х 25 |
| Fritschi Vipec / Tecton | 43.5 / 39,5 х 65,5 | 28,5 x 60,5 |
| Фритчи Ксеник | 44 х 33 | 28,5 x 60,5 |
| G3 ION / Zed | 40 х 45 | 36,5 х 52,5 |
| Ядро Хагана | 30 х 27 | 45 х 60 |
| Поездка на кагане | 30 х 27 | 25 х 86 |
| Хаган Ультра / ZR | 30 х 27 | 25 х 34 |
| Кройцшпитце SCTT / GT | 30 х 27 | 20.5 х 25 |
| Кройцшпитце EL | 30 х 27 | 32/36 x 52,5 |
| La Sportiva RSR | 30 х 27 | 25 х 25 |
| Маркер Альпинист | 38 х 46 | 36 х 40 |
| Маркер шкворня | 38 х 46 | 36 х 77 (+115) |
| Сливовая гонка 99/120/135/145/150 | 30 х 26.5 | 20,5 х 26 |
| Plum Race 165/170 / Oazo | 30 х 26,5 | 25 х 55 |
| Слива Пика / WEPA | 30 х 26,5 | 32/36 x 53 |
| Слива Направляющая | 30 х 26,5 | 32/36 x 53 |
| Plum Summit | 35 х 68.5 | 35,5 x 71,5 |
| Слива Як | 50 х 50 | 55 х 58 |
| RC1 по PG | 32 х 32 | 28 х 33,5 |
| Salomon MTN | 40 х 38 | 27 х 58 |
| Ski Trab TR Race / Titan / Vario | 30 х 27 | 25 х 31 |
| Ski Trab TR / Titan регулируемый | 30 х 27 | 40 х 40 |
| Ski Trab Vario Adj./ Vario.2 | 30 х 27 | 45,5 x 37,5 |
| Лыжный траб TR-2 | 36 х 28 | 45,5 x 37,5 (+51,5) |
Цифры представляют собой расстояние между наборами отверстий по ширине (поперек лыжи) и длине (вдоль лыжи) в миллиметрах. Ширина «косой черты» (например, 32/36) указывает, что передние отверстия отличаются по ширине от задних. Третье число на вертикальных пальцах — это 5-е отверстие за рычагом блокировки, которое также присутствует в старых креплениях серий TLT Speed и Comfort от Dynafit.Он расположен на высоте 19 мм от первого набора лунок (+19). Точно так же Kingpin и TR-2 имеют пятую дырочку далеко впереди остальных.
Независимо от того, видите ли вы крепления гонок, когда смотрите на облака, мы можем увидеть некоторые закономерности при сверлении отверстий в лыжах. Также полезно знать кое-что об истории технических привязок, поскольку становится ясно, что несколько производителей позаимствовали измерения из ранее запатентованных привязок Dynafit. Таким образом, многие схемы высверливания отверстий на носках можно сократить до двух конкурирующих стандартов, которые мы называем «Classic Dynafit» 30 x 26.5мм и «Радикал» 30 х 39мм. Крепления с одинаковым рисунком можно устанавливать в отверстия, просверленные для других креплений с такими же размерами.
Проницательные заметят разницу в полмиллиметра в длине некоторых отверстий для пальцев: 26,5 против 27 мм. К счастью, это не мешает нам повторно использовать просверленные отверстия, поскольку диаметры крепежных отверстий, по-видимому, стандартизированы и составляют 6 мм, в то время как диаметры резьбы винтов установлены на 5,5 мм, что оставляет полмиллиметра пространства для маневра.
Тем не менее, любители гоночных креплений знают, что полмиллиметра могут повлиять на характеристики расцепления креплений, степень трения пятки в режиме плоского на лыжах и степень совмещения между техническими креплениями ботинок и пяточными штифтами.А поскольку крепежные винты часто имеют потайную головку, затягивание винта может легко сдвинуть привязку на эту величину. Таким образом, вам часто нужно осознавать порядок, в котором вы затягиваете крепежные винты, стараясь не затягивать сначала те, которые тянут в нежелательном направлении.
Такое же расхождение в полмиллиметра очевидно и в кондукторах, которые производители предоставляют своим дилерам. Поэтому не забудьте спросить у своего магазина, используют ли они правильное приспособление, так как у некоторых может возникнуть соблазн срезать углы и использовать обычное приспособление Dynafit для просверливания отверстий, например, для менее распространенного крепления Ski Trab или Plum.Результат может быть немного небрежным.
Шаблон Plum представляет собой комбинацию обычных и необычных схем сверления отверстий.
Образцы отверстий для пяток, к сожалению, менее стандартизированы, но часто есть решения проблем совместимости в виде регулировочных пластин. Например, регулировочную пластину Hagan можно установить на любой каблук шириной 25 мм, включая крепления La Sportiva RSR и Ski Trab TR-Race. Различная длина этих креплений повлияет на результирующий диапазон длины подошвы ботинка (BSL), но они будут легко скользить вперед или назад.Спортивные каблуки Dynafit, напротив, работают только с регулировочными пластинами Dynafit, поскольку они представляют собой штатив уникальной конструкции.
Как видите, схемы крепления гоночных каблуков довольно сильно различаются. Это означает, что шансы поменять каблуки на другую модель и без регулировочной пластины невелики.
Таким образом, прежде чем взять дрель и превратить лыжи в швейцарский сыр, найдите время, чтобы проверить расположение отверстий под винты.Как и в случае с техническими креплениями для пяток, появилось несколько неписаных стандартов. Возможно, в существующие отверстия поместится еще одна крепежная или регулировочная пластина, или простое планирование предоставит вам гибкость в будущем. Это может освободить ваш мозг для распознавания более интересных закономерностей, таких как возможные лыжные трассы.
.Схема отверстий— это … Что такое схема отверстий?
Диод накопления дырок — (HAD) — это запатентованная технология SONY Corporation для снижения электронного шума в ПЗС- или КМОП-датчике изображения за счет уменьшения так называемого темнового тока, который возникает при отсутствии света, падающего на формирователь изображения, для устранения шума сокращение и усиление…… Wikipedia
Выкройка (шитье) — В шитье и модном дизайне выкройка — это оригинальная одежда, с которой копируются другие предметы одежды аналогичного стиля, или бумажные или картонные шаблоны, с которых детали одежды начерчены на ткани перед вырезка и сборка… Википедия
Модель (отливка) — В процессе отливки узор представляет собой копию отливаемого объекта, используемый для подготовки полости, в которую будет заливаться расплавленный материал во время процесса отливки.Модели, используемые при литье в песчаные формы, могут быть из дерева, металла, пластика или…… Wikipedia
Ручей Белого Оленя — Название реки Геобокс = Родное имя Белого Оленя-Хоул-Крик = другое имя = другое имя1 = размер изображения = 300 image caption = Белый Олень-Холл-Крик возле Четвертого разрыва Южного Белого Оленьего хребта этимология = язык ленапе Woap achtu woalhen country =…… Википедия
Спекл-паттерн — Спекл-паттерн — это случайная картина интенсивности, возникающая в результате взаимной интерференции набора волновых фронтов.Это явление исследовалось учеными со времен Ньютона, но крапинки стали заметными с момента его изобретения…… Wikipedia
Образец Атлантиды — Узор Атлантиды — вымышленный символ, используемый в искусстве многих человеческих культур в мультсериале (который в Японии называется «Трансформеры: Сила Галактики»). Он основан на образце, видимом на древнем кибертронском звездолете, который прибыл на Землю по порядку… Wikipedia
Отверстие Авелины — Инфобокс Название пещеры = Отверстие Авелин фото = Отверстие Авелин.jpg caption = Расположение отверстия Авелин = Бёррингтон Комб Глубина = 16 м длина = 67 м координаты = координаты | 51.324708 | N | 2,753269 | W | регион: GB тип: ориентир | format = dms | display = inline, title survey =…… Wikipedia
толстый боковой рисунок — овальный рисунок распыления, более толстый с левой или правой стороны, то есть он принимает форму полумесяца, ориентированного вправо или влево. Часто это происходит из-за забитого рогового отверстия в воздушной крышке пистолета-распылителя… Словарь автомобильных терминов
Обвязка катушки — Термин, используемый в автогонках, см. Привязка катушки.Машина для переплетного переплета катушек Переплет катушек, также известный как спиральный переплет, является широко используемым стилем переплета книг для… Wikipedia
Переплетное дело — Традиционное переплетное дело в действии Старые переплетные изделия… Wikipedia
Wire Binding — это один из самых популярных коммерческих методов переплета книг, используемый в Северной Америке и известен под разными названиями, включая двойной провод, провод o, двойной контур, двойной o, кольцевой провод и проволочный переплет.С помощью этого метода привязки пользователи…… Wikipedia
— это … Что такое схема отверстий?
Диод накопления дырок — (HAD) — это запатентованная технология SONY Corporation для снижения электронного шума в ПЗС- или КМОП-датчике изображения за счет уменьшения так называемого темнового тока, который возникает при отсутствии света, падающего на формирователь изображения, для устранения шума сокращение и усиление…… Wikipedia
Выкройка (шитье) — В шитье и модном дизайне выкройка — это оригинальная одежда, с которой копируются другие предметы одежды аналогичного стиля, или бумажные или картонные шаблоны, с которых детали одежды начерчены на ткани перед вырезка и сборка… Википедия
Модель (отливка) — В процессе отливки узор представляет собой копию отливаемого объекта, используемый для подготовки полости, в которую будет заливаться расплавленный материал во время процесса отливки.Модели, используемые при литье в песчаные формы, могут быть из дерева, металла, пластика или…… Wikipedia
Ручей Белого Оленя — Название реки Геобокс = Родное имя Белого Оленя-Хоул-Крик = другое имя = другое имя1 = размер изображения = 300 image caption = Белый Олень-Холл-Крик возле Четвертого разрыва Южного Белого Оленьего хребта этимология = язык ленапе Woap achtu woalhen country =…… Википедия
Спекл-паттерн — Спекл-паттерн — это случайная картина интенсивности, возникающая в результате взаимной интерференции набора волновых фронтов.Это явление исследовалось учеными со времен Ньютона, но крапинки стали заметными с момента его изобретения…… Wikipedia
Образец Атлантиды — Узор Атлантиды — вымышленный символ, используемый в искусстве многих человеческих культур в мультсериале (который в Японии называется «Трансформеры: Сила Галактики»). Он основан на образце, видимом на древнем кибертронском звездолете, который прибыл на Землю по порядку… Wikipedia
Отверстие Авелины — Инфобокс Название пещеры = Отверстие Авелин фото = Отверстие Авелин.jpg caption = Расположение отверстия Авелин = Бёррингтон Комб Глубина = 16 м длина = 67 м координаты = координаты | 51.324708 | N | 2,753269 | W | регион: GB тип: ориентир | format = dms | display = inline, title survey =…… Wikipedia
толстый боковой рисунок — овальный рисунок распыления, более толстый с левой или правой стороны, то есть он принимает форму полумесяца, ориентированного вправо или влево. Часто это происходит из-за забитого рогового отверстия в воздушной крышке пистолета-распылителя… Словарь автомобильных терминов
Обвязка катушки — Термин, используемый в автогонках, см. Привязка катушки.Машина для переплетного переплета катушек Переплет катушек, также известный как спиральный переплет, является широко используемым стилем переплета книг для… Wikipedia
Переплетное дело — Традиционное переплетное дело в действии Старые переплетные изделия… Wikipedia
Wire Binding — это один из самых популярных коммерческих методов переплета книг, используемый в Северной Америке и известен под разными названиями, включая двойной провод, провод o, двойной контур, двойной o, кольцевой провод и проволочный переплет.С помощью этого метода привязки пользователи…… Wikipedia
