Соединение полипропиленовых труб: способы и порядок работы
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
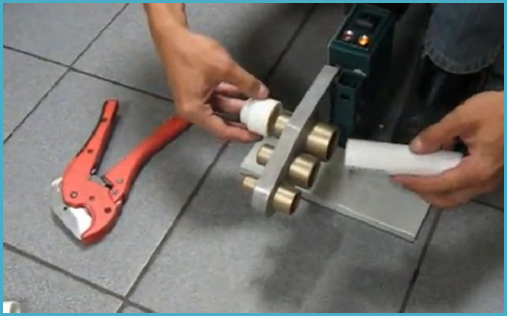
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно.
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.

Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
как соединить с металлическим вариантом, как правильно соединять, выбираем соединительную муфту
Полипропиленовые трубы давно завоевали у потребителя большую популярность. В отличие от металлических вариантов полипропиленовые трубы значительно легче по массе, а методы соединения такого вида коммуникаций не требуют навыков работы со сварочным аппаратом и металлорежущим инструментом, как в случае с железными трубами.
Особенности
Как и при работе с любым другим видом сантехнических коммуникаций, монтаж полипропиленовых труб имеет ряд особенностей.
- При стыковой сварке стенки не должны быть толще 4 мм. Стыкующиеся поверхности должны быть отторцованы, при этом должна соблюдаться строгая параллельность соединяемых элементов. При стыковке рекомендуется использовать специальные направляющие.
- Так как нарезку резьбы на полипропиленовой трубе сделать нельзя, для резьбовой стыковки применяют резьбовые фитинги, а для герметичности соединения используют уплотнитель и тефлоновую ленту.
- При сварке полипропиленовых труб нужно обязательно проветривать помещение. При отрицательной температуре в помещении нельзя проводить подобный вид работы, так как стыковка при недостаточном нагреве элементов не гарантирует герметичность соединения.
- При сварочных работах с полипропиленовыми трубами необходимо нагреть паяльник до нужной температуры и установить его на подставку. При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.
Для качественного соединения элементов необходимо выдерживать то время плавления, которое требуется для определенного диаметра трубы.
Ниже приведены значения диаметров и временных интервалов.
- 16 мм – 5 сек;
- 20 мм – 6 сек;
- 25 мм – 7 сек;
- 32 мм – 8 сек;
- 40 мм – 12 сек;
- 50 мм – 24 сек;
- 63 мм – 40 сек.
Что необходимо?
Для монтажа полипропиленовых труб понадобятся специальные инструменты для резки и соединения элементов.
В перечень инструментов входят такие приспособления, как:
- труборез;
- сварочный аппарат;
- зачистка;
- клеевой пистолет;
- маркер для разметки;
- соединительная часть и рулетка.
Труборез для полипропиленовых труб лучше использовать профессиональный – такой инструмент гарантирует надежность и идеально ровный срез, он не допустит образования заусенцев на срезаемой поверхности. При выборе трубореза стоит учитывать такой важный параметр, как минимальный и максимальный диаметр трубы. Инструмент стоит выбирать с лезвием только из легированной стали.
Сварочный аппарат ручного типа должен иметь терморегулятор и плиту для нагрева, имеющую отверстия для установки насадок. К сварочному аппарату нужен парный комплект насадок с тефлоновым покрытием. Его следует выбирать из известных марок, зарекомендовавших себя на рынке, так как инструмент сомнительных производителей в процессе эксплуатации может выйти из строя, что остановит всю работу.
Зачистки бывают ручными и в виде насадки на дрель.
- Для зачистки наружного слоя используются муфты с внутренними ножами (шейверы). Под диаметр трубы, которая зачищается, подбирают нужную муфту. Также используют двусторонние муфты, которые позволяют работать с разными диаметрами. Чтобы зачистить внутренний слой трубы, берут зачистку-торцеватель, у которой ножи находятся внутри. Трубу вставляют в инструмент и несколько раз проворачивают.
- Зачистки в виде насадок на дрель отличаются от ручных вариантов только наличием стержня, который вставляется в патрон инструмента.
Клеевой пистолет можно использовать в качестве альтернативного варианта другим видам соединений. Этот инструмент обладает двумя преимуществами: клееные швы по надежности почти не уступают сварным и другим соединениям, а клей быстро схватывается. Такие соединители прекрасно скрепляют фасонные части и другие элементы.
Способы
Существует несколько способов соединения полипропиленовых коммуникаций. Выбрать, какой способ использовать, зависит от разновидности ПП-труб и их назначения.
Холодная сварка основана на склеивании элементов специальным клеевым составом. Он наносится на части, которые нужно соединить. Сначала склеиваемые поверхности требуется обезжирить. После нанесения клея выжидают некоторое время и соединяют трубу с нужным элементом. После короткого промежутка времени (примерно 20 минут) соединение стабилизируется и будет надежным.
Соединение с использованием стальных или чугунных фитингов. Такой способ подходит для трубопроводов с небольшим диаметром. Обычно фитинги устанавливают на изгибах и разветвлениях коммуникаций. В состав фитинга входят такие элементы, как крышка, втулка и зажимное кольцо, которое располагается в гнезде изделия. Труба фиксируется при помощи входящего в конструкцию фитинга фальцевого кольца.
Во время соединения фитингами нужно соблюдать пошаговый план действий:
- разрез труб должен быть выполнен под прямым углом;
- нужно устранить на соединяемой поверхности все заусенцы;
- затем требуется установить гайку с фитинга на трубу и надеть на нее зажимное кольцо;
- после этого требуется вставить трубу в фитинг и закрепить соединение зажимным кольцом и гайкой.
Соединение с использованием фланцев считается очень надежным, выдерживает большие температуры и высокое давление. Такой способ используется в том случае, когда нужно соединить полипропиленовые трубы, не прибегая к сварке. Для соединения используются болты, которые вкручиваются в резьбу фланца.
При соединении фланцами необходимо соблюдать следующие правила монтажа:
- на месте соединения трубы необходимо сделать срез, избегая появления заусенцев;
- прокладка, которая устанавливается на срез, должна иметь выступ 15 см;
- на фланец ставят прокладку и соединяют с другим фланцем, установленным на другой соединяемой трубе;
- устанавливать прокладки нужно таким образом, чтобы их сечение не прикасалось к болтам;
- более одной прокладки на фланец устанавливать нельзя, так как это снизит герметичность.
Соединение с использованием муфт. Для соединения муфтами на трубах нужно сделать резьбу для их последующего монтажа и для герметичности соединения намотать на нее немного пакли. Соединяемые края следует ровно обрезать и отметить маркером место установки муфты. Затем нужно нанести на муфту смазку и установить ее на трубу, на ранее отмеченное место.
Сварка относится к горячему способу соединения. Этот вид соединения является одним из самых надежных, а его суть заключается в расплавлении полипропилена специальным аппаратом под действием температуры 260 С. Разогретые до нужной температуры элементы плотно прижимают друг к другу, а после того, как они остынут, образуется надежное соединение. Время после соединения до окончательной полимеризации полипропилена займет 20 минут.
Перед тем как приступить к соединению посредством сварки, нужно убрать все неровности и заусенцы, а если труба имеет прослойку из фольги, то ее обязательно следует обработать зачисткой-торцевателем.
При соединении методом сварки следует соблюдать следующую последовательность действий:
- включить сварочный аппарат и разогреть его до температуры 260 С;
- на соединяемые пропиленовые трубы нужно надеть насадки аппарата – делать это нужно очень быстро;
- когда свариваемые элементы начнут плавиться, их вынимают из аппарата;
- соединяют расплавленные элементы друг с другом путем крепкого прижимания на протяжении 15 секунд;
- соединенным элементам для полного схватывания нужно дать полимеризоваться – это обычно занимать около 20 секунд.
Распространенные ошибки при соединении методом сварки:
- смещение элементов при сварке в момент их нагрева;
- при стыковке элементов их нельзя поворачивать – в противном случае шов получится ненадежным;
- при сваривании кранов не было учтено расположение вентилей, и они не могут свободно двигаться.
ПНД- или ПВХ-труба может быть соединена при помощи пайки. Особенно это актуально для полиэтиленовой конструкции.
Как соединить?
В том случае, когда нужно соединить полипропиленовую трубу с металлической, можно использовать резьбовой метод соединения. Для этого понадобятся специальные фитинги, один конец которых гладкий, а на второй нанесена резьба под металлическую трубу. При таком виде соединения диаметр трубы не должен быть более 40 мм.
Резьба на фитинге может быть как внешней, так и внутренней. Гладкая поверхность, находящаяся с обратной стороны, нужна для приваривания пластиковой трубы. Для герметичности в основном используется льняная пакля, пропитанная олифой.
Паклю следует накладывать максимум на два витка и по направлению резьбы.
Последовательность действий при резьбовом способе монтажа:
- под прямым углом производят срез трубы, ее конец смазывают солидолом, а затем наносят резьбу при помощи резьбонарезного инструмента;
- с резьбы удаляют всю стружку и герметизируют стык паклей;
- на резьбу трубы прикручивают фитинг;
- противоположный гладкий конец муфты приваривают к полипропиленовой трубе.
Соединить полипропиленовые трубы можно как посредством сварки, так и холодным способом. Большее предпочтение отдают первому варианту, так как он считается самым надежным и долговечным.
Сварное соединение
До начала сварки полипропиленовые трубы и фитинги к ним нужно обработать обезжиривающим раствором, а затем дать им высохнуть – лишь после этой процедуры можно приступать непосредственно к сварке. Подобная подготовительная работа необходима для любого типа ПП-труб за исключением тех, что армированы фольгой. У армированной трубы зачистку среза делают специальным зачищающим инструментом (шейвером), в который вставляется нужный конец трубы и несколько раз проворачивается. После зачистки верхнюю часть трубы нужно обезжирить.
На трубе необходимо поставить метку маркером, отметив нужное расстояние для вдавливания ее в фитинг. Затем конец трубы нужно насадить на дорн и вставить фитинг в гильзу сварочного аппарата. Все действия следует делать очень быстро и четко. После этого греют соединяемые элементы строго отведенное время.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и быстро вдавить трубу в фитинг. Для соединения требуются некоторые силы, так как свариваемые элементы нужно плотно вдавливать и держать их в таком положении некоторое время. Больше 20 секунд зажимать стыкующиеся элементы не стоит, так как этого времени вполне достаточно для их прочного схватывания. После соединения нужно обязательно дать остыть несколько минут.
Соединение полипропиленовых труб с металлопластиковыми вариантами
В этом случае надежным способом соединения считается муфтовый. Для монтажа дополнительно понадобятся два ключа разводного типа, герметик и пакля.
Последовательность действий при соединении полипропиленовой и металлопластиковой трубы:
- разъемный элемент разбирается на две части;
- на часть с наружной резьбой нужно намотать паклю и промазать ее силиконовым герметиком;
- на второй фитинг также наматывается пакля, и все смазывается силиконом;
- части соединения нужно скрутить между собой сначала вручную, а потом дотянуть разводным ключом.
Спаять или сварить трубы в домашних условиях совсем несложно, если учитывать рекомендации.
Советы
- Для того чтобы сварочный шов в месте соединения полипропиленовой трубы был прочным, соединяемые элементы должны быть одинакового химического состава, из которого состоит полимер. Поэтому стоит закупать трубы одного производителя.
- Сварку удобнее всего осуществлять в удобном и просторном месте, которое позволит собрать сразу несколько элементов коммуникаций. Потом останется их только закрепить на нужном месте.
- При использовании сварочного аппарата настоятельно рекомендуется использовать специальные перчатки – они уберегут руки от ожогов.
- Инструмент для монтажа стоит выбирать качественный – из проверенных марок.
Если монтаж разовый, то нецелесообразно его покупать – намного дешевле обойдется аренда необходимого оборудования.
О том, как сделать сварочный аппарат для полипропиленовых труб своими руками вы можете узнать, посмотрев видео немного ниже.
Как соединять полипропиленовые трубы — два способа и этапы работ
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.

Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.

Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.

Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.

Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.

В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Как правильно паять полипропиленовые трубы — Лайфхакер
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
 YouTube‑канал «Ремонт своими руками»
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:

Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
 YouTube‑канал FV Miano
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
полипропилен | Свойства, определение и применение
Полипропилен , синтетическая смола, образованная в результате полимеризации пропилена. Полипропилен, являющийся одним из важных семейств полиолефиновых смол, сформован или экструдируется во многие пластмассовые изделия, от которых требуются прочность, гибкость, легкий вес и термостойкость. Из него также прядут волокна для использования в производстве промышленных и домашних текстильных изделий. Пропилен также может быть полимеризован с этиленом для получения эластичного сополимера этилена и пропилена.
Подробнее по этой теме
основные промышленные полимеры: полипропилен (ПП)
Эта высококристаллическая термопластичная смола образуется в результате цепной полимеризации пропилена (Ch3 = CHCh4), …
Пропилен представляет собой газообразное соединение, получаемое термическим крекингом этана, пропана, бутана и нафтовой фракции нефти.Подобно этилену, он относится к «низшим олефинам», классу углеводородов, молекулы которых содержат одну пару атомов углерода, связанных двойной связью. Химическая структура молекулы пропилена: CH 2 = CHCH 3 . Однако под действием катализаторов полимеризации двойная связь может быть разорвана, и тысячи молекул пропилена связаны вместе, образуя цепочечный полимер (большую, состоящую из нескольких единиц молекулу). В такой молекуле каждое повторяющееся звено пропилена имеет следующую структуру: ,
По существу, молекула состоит из основной цепи атомов углерода с присоединенными атомами водорода; к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ). Метильные группы могут принимать ряд тактичности или пространственного расположения по отношению к углеродной цепи, но на практике только изотактическая форма (т.е. с метильными группами, расположенными вдоль одной и той же стороны цепи) продается в значительных количествах.
Изотактический полипропилен производится при низких температурах и давлениях с использованием катализаторов Циглера-Натта.Полимер обладает некоторыми свойствами полиэтилена, но он прочнее, жестче и тверже, а также размягчается при более высоких температурах. (Его температура плавления составляет приблизительно 170 ° C [340 ° F].) Он немного более склонен к окислению, чем полиэтилен, если не добавлены соответствующие стабилизаторы и антиоксиданты. Из полипропилена выдувают бутылки для пищевых продуктов, шампуней и других бытовых жидкостей. Из него также литье под давлением во многие продукты, включая корпуса для бытовых приборов, пищевые контейнеры, которые можно мыть в посудомоечной машине, игрушки, кожухи автомобильных аккумуляторов и уличную мебель.Кодовый номер переработки полипропилена — №5.
Получите эксклюзивный доступ к контенту нашего 1768 First Edition с подпиской. Подпишитесь сегодняКогда тонкий участок формованного полипропилена многократно изгибается, образуется молекулярная структура, способная без сбоев выдерживать большое дополнительное изгибание. Эта стойкость к усталости привела к созданию полипропиленовых ящиков и других контейнеров с «самоворачивающимися» крышками.
Большая часть полипропилена производится путем формования волокон из расплава.Полипропиленовое волокно является основным фактором в домашней обстановке, такой как обивка и ковровые покрытия для дома и улицы. Существуют также многочисленные промышленные конечные применения, в том числе веревки и веревки, одноразовые нетканые материалы для подгузников и медицинских изделий, а также нетканые материалы для стабилизации и усиления грунта в строительстве и дорожном покрытии. В этих применениях используются преимущества прочности, упругости, водостойкости и химической инертности полимера. Однако из-за очень низкого влагопоглощения, ограниченной способности впитывать красители и низкой температуры размягчения (важный фактор при глажке и прессовании) полипропилен не является важным волокном для одежды.
Изотактический полипропилен был открыт в 1954 году итальянским химиком Джулио Натта и его помощником Паоло Чини, работавшими в сотрудничестве с компанией Montecatini (ныне Montedison SpA). Они использовали катализаторы типа, недавно изобретенного немецким химиком Карлом Циглером для синтеза полиэтилена. Отчасти в знак признания этого достижения Натта была удостоена Нобелевской премии по химии в 1963 году вместе с Циглером. Коммерческое производство полипропилена компаниями Montecatini в Италии, Hercules Incorporated в США и Hoechst AG в Западной Германии (теперь в Германии) началось в 1957 году.С начала 1980-х годов производство и потребление значительно увеличились благодаря изобретению более эффективных каталитических систем компаниями Montedison и японской Mitsui Petrochemical Industries, Ltd.
.Поли (пропен) (полипропилен)
Пропен подвергается аддитивной полимеризации с образованием поли (пропена), часто известного как полипропилен, который является одним из наиболее универсальных термопластичных полимеров, доступных на рынке. Смеси пропена и других мономеров образуют широкий спектр важных сополимеров.
Применение поли (пропена) (полипропилена)
Поли (пропен) перерабатывается в пленку для упаковки и в волокна для ковров и одежды. Он также используется для литья под давлением изделий, начиная от автомобильных бамперов и заканчивая мисками для мытья посуды, и может быть экструдирован в трубу (Рисунок 1).
Рис. 1. Использование поли (пропена).
Материалы, подходящие для гораздо более широкого диапазона применений, могут быть получены путем смешивания поли (пропена), например, с наполнителями, пигментами и эластомерами.
Поли (пропен) обладает замечательными свойствами, что делает его пригодным для замены стекла, металлов, картона и других полимеров. Эти свойства включают:
- низкая плотность (экономия веса)
- высокая жесткость
- термостойкость
- химическая инертность
- пароизоляционные свойства (защита пищевых продуктов)
- хорошая прозрачность
- хороший баланс удара / жесткости
- Растяжимость (пленки и волокна)
- Хорошие шарнирные свойства (например, когда крышка и коробка сделаны вместе, для коробок DVD)
- глянцевый (внешний вид)
- легко сваривать (конструкция)
- переработка
Большая часть ( около 60% от общего количества произведенного) поли (пропена) производится в виде гомополимера.Сополимеры обсуждаются ниже.
Поли (пропен) — один из самых легких термопластов (плотность 0,905 г / см -3 ). Он имеет температуру плавления 440 К и кристалличность примерно 50-60%. Полимер, в отличие от поли (этена), прозрачен.
Структура полимера
Молекула пропена асимметрична,
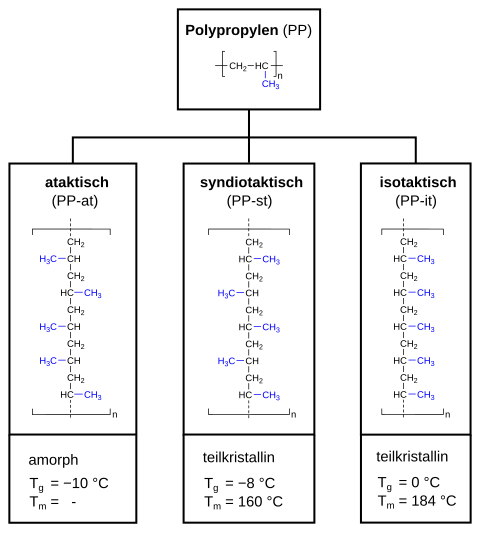
и при полимеризации может образовывать три основные цепные структуры в зависимости от положения метильных групп: две стереорегулярные (изотактическая и синдиотактическая), а третья не имеет регулярной структуры и называется атактической, как показано на диаграмме ниже:
Рис. 2 Молекулярные структуры поли (пропена).
«Одноручная» структура изотактического поли (пропена) заставляет молекулы образовывать спирали. Эта правильная форма позволяет молекулам кристаллизоваться в твердый, относительно жесткий материал, который в чистом виде плавится при 440 К.
Синдиотактический полимер из-за своей регулярной структуры также является кристаллическим.
Атактические цепи имеют совершенно случайную структуру и, следовательно, не кристаллизуются. Атактический поли (пропен) с высокой молекулярной массой представляет собой резиноподобный материал.
Коммерческий поли (пропен) — это преимущественно изотактический полимер, содержащий 1-5% по массе атактического материала.
Годовое производство поли (пропена) (полипропилена)
| Весь мир | 52,2 млн тонн |
| Европа | 13,1 млн тонн |
| Россия | 0,64 млн тонн 1 |
Данные от:
1.Федеральная служба государственной статистики: Российская Федерация, 2011 г.
Производство поли (пропена) (полипропилена)
Поли (пропен) производится из пропена. Пропен производится в больших количествах из газойля, нафты, этана и пропана.
Параллельно с этим разрабатываются несколько методов производства поли (пропена) (полипропилена на биологической основе) через пропен на биологической основе .
(a) Использование катализатора Циглера-Натта
Катализаторы Циглера-Натта используются в процессе полимеризации.Они производятся взаимодействием хлорида титана (IV) и алкилалюминия, такого как триэтилалюминий.
Для получения полимера с этими катализаторами используются два основных процесса, хотя также используется суспензионный метод.
(i) Массовый процесс
Полимеризация происходит в жидком пропене в отсутствие растворителя при температуре 340-360 К и давлении 30-40 атм (чтобы пропен оставался жидким). После полимеризации частицы твердого полимера отделяются от жидкого пропена, который затем возвращается в цикл.
Использование жидкого пропена в качестве растворителя для полимера по мере его образования означает, что нет необходимости использовать углеводороды, такие как алканы C 4 -C 8 , которые используются в параллельном производстве поли (этена) ,
(ii) Газофазный процесс
Смесь пропена и водорода пропускают через слой, содержащий катализатор Циглера-Натта, при температурах 320-360 К и давлении 8-35 атм.

Рисунок 4 Газофазный процесс низкого давления
Полимер отделяют от газообразного пропена и водорода с помощью циклонов, а непрореагировавший газ рециркулируют.
Оба процесса могут работать непрерывно и с использованием «стереоспецифических» катализаторов Циглера-Натта для осуществления полимеризации. Катализатор остается в продукте, и его необходимо разрушить с помощью воды или спиртов, прежде чем полимер превратится в гранулы.
Как в объемных, так и в газофазных процессах практически исключены газообразные и водные потоки за счет использования высокоактивных катализаторов, что приводит к низкому содержанию остатков в конечном полимере.
(b) Использование металлоцена в качестве катализатора
Металлоцены все чаще используются в качестве катализаторов для производства поли (этена) (mLLDPE) и поли (пропена).
Металлоцены строго определены как молекулы, у которых атом переходного металла связан между двумя циклопентадиенильными лигандами, находящимися в параллельных плоскостях. Ферроцен — особенно известный пример:
Однако в настоящее время этот термин используется более широко и включает другие лиганды, относящиеся к циклопентадиенилу. Один такой металлоцен основан на цирконии:
.Цирконий имеет степень окисления 4 и связан с двумя инденильными лигандами (циклопентадиенильный лиганд, конденсированный с бензольным кольцом).К ним присоединяются две группы CH 2 . В сочетании с алюмоорганическим соединением он действует как катализатор полимеризации алкенов, таких как этен и пропен. Конкретная ориентация соединения циркония означает, что каждая молекула пропена, например, когда она присоединяется к растущей полимерной цепи, имеет одинаковую ориентацию и образуется изотактический полимер.
Если используется другое соединение циркония,
продуцируется синдиотактическая форма поли (пропена).Это единственный способ коммерческого производства синдиотактического поли (пропена).
Как и в случае катализаторов Циглера-Натта, можно использовать объемную или газовую фазу (описанную выше). В качестве альтернативы используется суспензионный процесс.
Изготовленные таким образом поли (пропены), mPP, используются, в частности, для изготовления нетканых волокон и термосвариваемых пленок.
Металлоцены также катализируют производство сополимеров пропена и этена.
Сополимеры
Есть два основных типа сополимера.Самыми простыми являются неупорядоченные сополимеры, полученные путем совместной полимеризации этилена и пропена. Этеновые звенья, обычно до 6% по массе, случайным образом включаются в поли (пропеновые) цепи (рис. 5).
Рис. 5, иллюстрирующий чередующийся сополимер, образованный из пропена и небольшого количества этена.
Кристалличность и температура плавления снижаются, продукты становятся более гибкими и оптически более прозрачными. Основное применение этих случайных сополимеров — это медицинские продукты (пакеты, флаконы и другие контейнеры) и упаковка (например, бутылки, компакт-диски и коробки для видео).
В настоящее время разрабатываются многие другие сополимеры этена и пропена с высшими алкенами, такими как гексен, которые будут производить полимеры, аналогичные ЛПЭНП, но обладающие лучшими механическими и оптическими свойствами.
Второй тип сополимеров — это так называемые «блочные» сополимеры. Их получают путем последующей гомополимеризации поли (пропена) с последующей отдельной стадией, на которой этен и пропен сополимеризуются в газовой фазе. Таким образом, эти два процесса идут последовательно (рис. 6).
Фиг. 6 иллюстрирует гомополимер и блок-сополимер, образованные из пропена и этена.
Продукты этих двух процессов образуют композит, в котором узелки блок-сополимера распределены с гомополимером (рис. 7).
Рис. 7 Узелки блок-сополимера пропена и этена рассеивают энергию удара и предотвращают растрескивание.
Содержание этена в блок-сополимере больше (от 5 до 15%), чем в случайно чередующихся сополимерах.Он имеет резиноподобные свойства, более жесткий и менее хрупкий, чем случайный сополимер. Следовательно, композит особенно полезен при изготовлении ящиков, труб, мебели и игрушек, где требуется прочность.
При полимеризации этена, пропена и третьего мономера, диена, образуется каучук, известный как EPDM ( E thene, P ropene, D iene, поли M этилен. Этилен и пропен Молекулы полимеризуются с образованием очень длинных молекулярных цепочек, состоящих из нескольких тысяч молекул мономера в цепи.
Полимеризацию обычно проводят в растворе с использованием катализатора Цейглера-Натта, но в последнее время металлоцены стали очень успешно применяться. Обычно содержание этена составляет около 60%, а содержание диена колеблется от 2 до 7%. Полимерная цепь имеет структуру

, где R содержит одну двойную связь углерод-углерод.
Как видно из формулы, это блок-сополимер.
Поскольку диен (обычно ENB этилиден норборнен) имеет две двойные связи, одна используется в цепи, а другая используется для образования трехмерной структуры.Реактивные центры являются боковыми (не являются частью основной цепи) и соединяются вместе в следующей части процесса, когда полимер нагревают серой, в процессе вулканизации резины. Показанная выше двумерная структура становится трехмерной.
Дата последнего изменения: 21 августа 2016 г.
,Полипропиленовые компаунды — Полипропиленовые компаунды для автомобилей Производитель из Джаджара
| Размер упаковки | 25 кг | |||||||
| Использование | АВТОМОБИЛИ | |||||||
| Тип упаковки | PP / 0005 Тип упаковки | PP / PE | ||||||
| Цвет | Натуральные и цветные | |||||||
| Форма | Гранулы | |||||||
| Сорт материала | Все сорта | |||||||
| Является ли это переработанным | Компаунды PP для автомобилей под торговой маркой OSALENE, обеспечивающие и позволяющие решать многие из самых сложных проблем, с которыми сегодня сталкивается автомобильная промышленность. E.грамм. экономия топлива, выбросы, безопасность и качество. От интерьера до экстерьера — уникальное сочетание продуктов, технологий обработки и инженерных возможностей SJS предлагает вам возможность достичь ваших целей в области дизайна. Здесь представлена новая линейка полимеров, изготовленных по индивидуальному заказу для требовательных автомобильных приложений: Интерьер Панель приборов Карман для журнала Дверная панель Кружка: Держатель для бутылок Дверь Sil Гондола Напольная консоль Накладки на стойки Ручка переключения передач Задняя полка Перчаточный ящик Чехол кресла-реклайнера.Райзер и доблесть Крышка Инструментальный кожух Решетка и корпус динамика Внешний вид Ствол Корпус фары Багет кузова Брызговик Бампер. Фасция Верхняя часть крыши Гриль Корпус заднего фонаря Под капотом Корпус воздушного фильтра H / AC Запчасти Вспомогательный бак / бак охлаждающей жидкости Кронштейн зеркала Батарейный отсек Вентилятор радиатора Кожух вентилятора Крышка ремня ГРМ Два Уиллера Корпус воздушного фильтра Заднее крыло Доска пола Боковая панель нижняя левая / правая Корпус фары задний Лампа указателя поворота LHIRH Шток зеркала Служебный ящик Передняя и задняя нижняя панель .Полипропилен — Википедия Kunststoffbecher aus Polypropylen. Kunststoffbecher aus Polypropylen.  Полипропилен (Kurzzeichen PP ) — это полимеризация по технологии Ketten от Propen hergestellter thermoplastischer Kunststoff. Es gehört zur Gruppe der Polyolefine und ist teilkristallin und unpolar. Seine Eigenschaften ähneln Polyethylen, er ist jedoch etwas härter und wärmebeständiger. Polypropylen ist der am zweithäufigsten verwendete Standardkunststoff und wird häufig für Verpackungen verwendet. [4] Im Jahr 2016 wurden weltweit 17,66 миллионов тонн для гибких материалов Verpackungsmaterial verwendet и 23 миллиона тонн в зависимости от производства Kunststoffteile produziert. [5] Die Chemiker J. Paul Hogan und Robert Banks stellten Polypropylen erstmals 1951 für die Phillips Petroleum Company her. [6] Nach dem von Karl Ziegler entwickelten Verfahren gelang 1953 im Max-Planck-Institut für Kohlenforschung in Mülheim eine Synthese, die für die großtechnische Anwendung mehr Erfolg versprach. [7] Полипропиленовый материал в кристаллизированной форме от Карла Рена в ден Фарбверкен Хехст и Цайтглейх фон Джулио Натта на Политехникуме Майланд синтетизирт. [8] Mit dem von Natta angemeldeten Патент начал производство итальянской фирмы Монтекатини. Da auch Ziegler ein Patent angemeldet hatte, folgte ein Rechtsstreit um die Patentrechte. [9] Das nach dem Zieglerschen Verfahren hergestellte Polyethylen erwies sich als broadstandsfähiger gegenüber Druck und höheren Temperaturen.Im Jahr 1955 wurden zunächst 200 Tonnen, 1958 bereits 17.000 Tonnen и 1962 mehr als 100.000 Tonnen hergestellt. Im Jahr 2001 wurden weltweit 30 Millionen Tonnen Polypropylen hergestellt. Im Jahr 2007 Betrug das Produktionsvolumen bereits 45,1 Millionen Tonnen mit einem Wert von ca. 65 миллионов долларов США (47,4 миллиона долларов США). [10] Heute ist Polypropylen nach Polyethylen der (nach Umsatz) weltweit zweitwichtigste (Standard-) Kunststoff. PP wird durch Polymerisation von Propen hergestellt.Für die Produktion von PP werden ungefähr zwei Drittel des weltweit hergestellten Propens verbraucht. [11] Nach Auskunft von Römpps Lexikon der Chemie gibt es heutzutage drei industrialelle Verfahren: [12]
Polypropylen ähnelt in vielen Eigenschaften Polyethylen, speziell im Lösungsverhalten und den elektrischen Eigenschaften.Die zusätzlich vorhandene Methylgruppe verbessert die mechanischen Eigenschaften und die thermische Beständigkeit, während die chemische Beständigkeit durch sie раковина. [13] : 19 Die Eigenschaften von Polypropylen sind abhängig von der molaren Masse und der Molmassenverteilung, der Kristallinität, Typ und Anteil des Comonomers (wenn verwendet) und der Taktizität. [13] : 24 Mechanische Eigenschaften [Bearbeiten | Quelltext Bearbeiten]Die Dichte von PP liegt zwischen 0,895 и 0,92 г / см³.Damit ist PP der Standardkunststoff mit der geringsten Dichte. Bei einer geringeren Dichte können Formteile mit einem geringeren Gewicht und aus einer bestimmten Masse an Kunststoff mehr Teile hergestellt werden. Anders als bei Polyethylen unterscheiden sich kristalline und amorphe Bereiche nur wenig в ихрере Дихте. Jedoch kann sich die Dichte von Polyethylen durch Füllstoffe deutlich ändern. [13] : 24 Der E-Modul von PP liegt zwischen 1300 и 1800 Н / мм². Polypropylen besitzt eine ausgezeichnete Widerstandsfähigkeit gegen Ermüdung. [14] Aus diesem Grund können Scharniere auch direkt aus PP hergestellt werden (beispielsweise Brillenetuis). Thermische Eigenschaften [Bearbeiten | Quelltext Bearbeiten]Die Schmelz- und Dauergebrauchstemperatur von Polypropylen sind höher als die von Polyethylen, ebenso wie zahlreiche mechanische Eigenschaften (Steifigkeit, Härte und Festigkeit). Полипропилен-гомополимер lässt sich dauerhaft zwischen 0 и 100 ° C verwenden.Unterhalb von 0 ° C wird es spröde. [15] : 247 Dieser Temperaturbereich lässt sich z. B. durch Copolymerisation vergrößern, so dass im Pressgussverfahren hergestellte Gegenstände nach dem Aushärten до 140 ° C erwärmt werden können. [12] Die Wärmedehnung von Polypropylen ist mit α = 100-200 10 −6 / K sehr groß (jedoch etwas geringer als von Polyethylen). [15] [16] Chemische Eigenschaften [Bearbeiten | Quelltext Bearbeiten] Infrarotspektrum von Polypropylen Infrarotspektrum von PolypropylenPolypropylen ist bei Raumtemperatur gegen Fette und fast all organischen Lösungsmittel beständig, abgesehen von starken Oxidationsmitteln.Nichtoxidierende Säuren und Laugen können в Behältern aus PP gelagert werden. Bei erhöhter Temperatur lässt sich PP in wenig polaren Lösungsmitteln (z. B. Xylol, Tetralin und Decalin) lösen. Durch das tertiäre Kohlenstoffatom ist PP chemisch weniger beständig als PE (vgl. Markownikow-Regel). [17] № PP ist geruchlos und hautverträglich, für Anwendungen im Lebensmittelbereich und der Pharmazie ist es geeignet, es is is is is is ist physicalologisch unbedenklich und biologisch inert. [18] Sonstiges [Bearbeiten | Quelltext Bearbeiten]Die Schallgeschwindigkeit beträgt из полипропилена 2650–2740 м / с в продольном направлении и 1300 м / с в поперечном направлении. [2] [19] PP kann mit Mineralischen Füllstoffen wie z. B. Talkum, Kreide oder Glasfasern gefüllt werden. Dadurch wird das Spektrum der Mechanischen Eigenschaften (Steifigkeit, Gebrauchstemperan и т. Д.) Deutlich erweitert. Taktizität [Bearbeiten | Quelltext Bearbeiten] Полипропилен канн в атаках Полипропилен, синдиотактический полипропилен и изотактичный полипропилен без присадок.Bei ataktischem Polypropylen ist die Methylgruppe zufällig ausgerichtet, bei Syndiotaktischem Polypropylen abwechselnd (alternierend) und bei isotaktischem Polypropylen gleichmäßig. Das hat Einfluss auf die Kristallinität (amorph oder teilkristallin) und die thermischen Eigenschaften (Glasübergangspunkt T g und Schmelzpunkt T m ). Taktizität beschreibt bei Polypropylen, inwiefern die Methylgruppe in der Polymerkette ausgerichtet (angeordnet) ist. Kommerzielles Polypropylen ist in der Regel isotaktisch.In diesem Artikel ist daher stets von isotaktischem Polypropylen die Rede, sofern es nicht anderslautend erwähnt wird. Die Taktizität wird meist mit Hilfe des Isotaxie-Index (nach DIN 16774) в Prozent angegeben. Der Index wird durch die Bestimmung des unlöslichen Anteils in siedendem Heptan ermittelt. Kommerziell verfügbare Полипропилен besitzen meist einen Isotaxie-Index zwischen 85 и 95%. Die Taktizität hat Auswirkungen auf die Physikalischen Eigenschaften. Der isotaktische Aufbau führt zu einer teilkristallinen Struktur.Die stets auf der gleichen Seite vorhandene Methylgruppe zwingt das Makromolekül in eine Helix-Form, wie z. B. auch bei Stärke. Je höher die Isotaxie (der Isotaxe Anteil), desto größer ist die Kristallinität und dadurch auch Erweichungspunkt, Steifigkeit, E-Modul und Härte. [13] : 22 Ataktischem Polypropylen fehlt hingegen jegliche Regelmäßigkeit, wodurch es nicht kristallisieren kann und amorph ist. Кристаллическая структура полипропилена [Bearbeiten | Quelltext Bearbeiten]Isotaktisches Polypropylen besitzt einen hohen Kristallinitätsgrad, bei industrial Produkten Beträgt er 30–60%.Syndiotaktisches Polypropylen ist etwas weniger kristallin, ataktisches PP ist amorph (nicht kristallin). [20] : 251 Isotaktisches Polypropylen (iPP) [Bearbeiten | Quelltext Bearbeiten]Isotaktisches Polypropylen kann in verschiedenen kristallinen Modifikationen vorliegen, in denen die molkularen Ketten unterschiedlich angeordnet sind. Je nach Bedingung treten die α-, β- и γ-Modifikation sowie mesomorphe (smektische) Formen auf. [21] Die α-Form ist bei iPP die vorherrschende Modifikation.Die Kristalle bilden sich aus Lamellen в форме gefalteter Ketten. Eine Besonderheit dabei ist, dass sich verschiedene Lamellen in der sogenannten «заштрихованный» -Struktur anordnen. [22] Der Schmelzpunkt von α-kristallinen Bereichen wird mit 185 [23] [24] до 220 ° C [23] [25] angegeben, die Dichte mit 0,936 до 0,946 г · см −3 . [26] [27] [28] Die β-Modifikation ist im Vergleich etwas ungeordneter, wodurch sich schneller bildet [29] [30] und mit 170 до 200 ° C [23 ] [31] [32] einen niedrigeren Schmelzpunkt besitzt [33] [31] Die Bildung der β-Modifikation kann durch Nukleierungsmittel, geeignete Temperaturen und Scherbeanspruchung gef. [29] [34] Матрица γ-Модификация tritt unter INDUSTRIELEN Bedingungen kaum auf und ist wenig erforscht. Die mesomorphe Modifikation hingegen tritt bei der Industriellen Verarbeitung häufig zutage, da der Kunststoff meist schnell abgekühlt wird. Der Ordnungsgrad der mesomorphen Phase liegt zwischen dem kristallinen und dem amorphen, die Dichte ist mit 0,916 г · см −3 vergleichsweise gering. Die mesomorphe Phase wird als Grund für Transparenz bei rasch abgekühlten Filmen gesehen (durch geringe Ordnung und kleine Kristallite). [20] Синдиотактический полипропилен (СПП) [Bearbeiten | Quelltext Bearbeiten]Syndiotaktisches Polypropylen ist deutlich jüngeren Ursprungs als isotaktisches PP, es konnte erst mithilfe von Metallocen-Katalysatoren hergestellt werden. Syndiotaktisches PP schmilzt leichter, je nach Taktizitätsgrad wird 161 до 186 ° C genannt. [35] [36] [37] Атактический полипропилен (APP) [Bearbeiten | Quelltext Bearbeiten]Ataktisches Polypropylen ist amorph und besitzt daher keine Kristallstruktur.Durch seine fehlende Kristallinität ist es selbst bei gemäßigter Temperatur leicht löslich, wodurch es als Nebenprodukt aus isotaktischem Polypropylen herausgelöst werden kann. Das auf diese Weise abgetrennte APP ist jedoch nicht vollständig amorph, sondern kann bis zu 15% kristalline Anteile besitzen. Erst seit einigen Jahren kann ataktisches Polypropylen auch gezielt mithilfe von Metallocen-Katalysatoren hergestellt werden; dieses besitzt ein deutlich höheres Molekulargewicht. [20] Ataktisches Polypropylen besitzt eine geringere Dichte und Festigkeit sowie niedrigere Schmelz- und Erweichungstemperaturen als die kristallinen Typen und ist bei Raumtemperatur klebrig und gummielastisch.Es ist ein farbloses, trübes Material und lässt sich zwischen −15 и +120 ° C einsetzen. Ataktisches Polypropylen wird als Dichtungsmasse, als Dämmstoff für PKWs и Zusatzstoff zu Bitumen verwendet. [15] : 251 Der Weltmarktpreis für unverarbeitetes Polypropylen lag 2006 bei knapp 1 € / kg. [38] PP eignet sich zum Spritzgießen, Extrudieren, Blasformen, Warmumformen, Schweißen, Tiefziehen, für die spanende Verarbeitung. Außerdem kann aus ihm Schaumstoff hergestellt werden.Wegen seiner geringen Oberflächenenergie lässt sich Polypropylen nur schlecht kleben oder bedrucken. Этва 6,6 млн. t jährlich werden zu Fasern gezogen (Стенд: 2014 г.). [39] Daraus werden Garne, Vliese und Gewebe hergestellt. Полипропилен-шаум (EPP) [Bearbeiten | Quelltext Bearbeiten]Expandiertes Polypropylen (EPP) wurde in den 1980er Jahren entwickelt. Es handelt sich hierbei um einen Partikelschaumstoff auf Polypropylen-Basis. (Poröses Expandiertes Polypropylen wird mit PEPP abgekürzt.) Anders als bei EPS wird EPP ohne Treibmittel ausgeliefert, so dass eine treibmittelbasierte nachträgliche Expansion nicht möglich ist. Bei der EPP-Herstellung unterscheidet man zwei Prinzipverfahren: Die Autoklavtechnik (Standard) und die direkte Schaumextrusion (selten). Die Verarbeitung im sog. Formteilprozess находится в специальном формате Formteilautomaten statt. Diese unterscheiden sich durch ihre stabilere Ausführung von herkömmlichen EPS-Maschinen. Der eigentliche Verarbeitungsschritt besteht darin, die Schaumpartikel mittels Dampf (Dampftemperatur ca.140 до 165 ° C — je nach Rohmaterialtyp) zu erweichen, damit sie versintern. Eine nachträgliche Bearbeitung (z. B. Entgraten) ist, anders als bei PUR-Schaumstoffteilen, bei EPP-Formteilen nicht üblich. Ungereckte Polypropylen-Folie (CPP) [Bearbeiten | Quelltext Bearbeiten]Литой полипропилен (dt. Ungerecktes Polypropylen, Kurzzeichen CPP ) ist ein vielseitig einsetzbares Verpackungsmaterial. [40] Wie auch Polypropylen (PP) ist CPP ein teilkristalliner Thermoplast und gehört zu der Gruppe der Polyolefine.Im Vergleich zu herkömmlichen PE-Folien zeichnet sich CPP durch eine ausgesprochen hohe Transparenz, Steifigkeit und Abriebfestigkeit aus. Diese Eigenschaften machen CPP, neben OPP (Ориентированный полипропилен) zu dem meisteingesetzten Polymer in der Verpackungsindustrie. Hauptsächliche Einsatzgebiete sind die Verpackung von Lebensmitteln, Textilien oder medizinischen Artikeln und als Laminierungsschicht в Mehrschichtfolien. Gestreckte Polypropylen-Folie (OPP und BOPP) [Bearbeiten | Quelltext Bearbeiten]Polypropylenfolien kann man durch das Verstrecken deutlich stabiler machen.Hierzu wird die extrudierte Folie über Walzen geführt, die in Maschinenrichtung an Geschwindigkeit zunehmen. [41] [42] Das führt zu einer Streckung des Kunststoffs в Längsrichtung. Um eine BOPP-Folie zu erhalten, wird danach auch noch в Querrichtung verstreckt. Die Vorteile dieser Verarbeitung liegen u. а. in einer verringerten Wasserdampfpermeation. Die Mechanische Festigkeit steigt, Die Folien dehnen sich weniger, Die Optik (Transparenz) wird verbessert.Die Weiterreißfestigkeit steigt ebenfalls. Nachteile sind u. а. die abnehmende Siegelfähigkeit und Bedruckbarkeit. Der Lichtschutz wird geringer und die Sauerstoffbarrierewirkung nimmt ab. OPP (ориентированный полипропилен) [Bearbeiten | Quelltext Bearbeiten]Das extrudierte PP-Granulat kann hierzu auch nur längs verstreckt werden, um OPP (orientiertes PP) zu erhalten. Es wird zur Herstellung von hochfesten Folien, Verpackungsbändern, Garnen oder auch Verbundfolien eingesetzt. БОПП (биаксиально ориентированный полипропилен) [Bearbeiten | Quelltext Bearbeiten]Dieses orientierte PP wird zusätzlich noch in Querrichtung verstreckt, um maximale Festigkeit dieses Kunststofftyps zu erhalten. Dies geschieht in einer Reckanlage (Vorwärmen — Strecken — Stabilisieren — Kühlen). Um Spannungen zu minimieren wird die Folie am Ende des Herstellungsprozesses durch nochmaliges Aufheizen thermofixiert. Diese Kunststofffolie wird in der Verpackung vorwiegend auf Schlauchbeutelmaschinen (горизонтальный и вертикальный) eingesetzt, как Monofolie или Komponente einer Verbundfolie. Сополимер [Bearbeiten | Quelltext Bearbeiten]Um seine Eigenschaften zu verbessern, werden neben regärem Полипропилен-гомополимер (PP-H) weitere Copolymere (insbesondere mit Ethen) angeboten. Je nach Aufbau werden diese nach ISO 1873 als PP-B (Block-Copolymer) или PP-R (Random-Copolymer) bezeichnet.  Behälter aus Transparentem PP
Hocker aus recyceltem Полипропилен. Behälter aus Transparentem PP
Hocker aus recyceltem Полипропилен.Die oben erwähnten besonderen Eigenschaften von PP und EPP erlauben einen sehr breiten Einsatz dieses Kunststoffs.PP verdrängt zunehmend technische Thermoplaste (= teurere Kunststoffe) с ABS и PA. [17]
Grundsätzlich ist Polypropylen gut recycelbar, jedoch ist der Recyclinganteil derzeit noch schwach ausgeprägt.Im Jahr 2017 lag dieser weltweit bei weniger als 1% [44] , einem der niedrigsten Recyclingwerte Aller Heute Gängigen Verbrauchskunststoffe. Eine besondere Herausforderung stellt hierbei der Einsatz für Lebensmittelverpackungen dar. Um Verunreinigungen im recycelten Material zu vermeiden, sind spezielle Verfahren oder geschlossene Recyclingkreisläufe erforderlich.
 |