НАЗНАЧЕНИЕ И УСТРОЙСТВО ОСНОВНЫХ ИНСТРУМЕНТОВ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
Штангенциркуль с точностью отсчета 0,1 мм. Штангенциркуль применяют для измерения наружных и внутренних размеров и глубины детали.
На рис. 9 изображен простой штангенциркуль, которым измеряют детали с точностью до 0,1 мм. На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге.
Устройство штангнциркуля
Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
Способы измерения штангенциркулем
На рис. 9 показаны три случая применения штангенциркуля: губки 1 и 2 определяют ширину паза, губки 8 и 9 — толщину бруска, планка 5 — глубину паза. Раствор губок 1, 2 и 8, 9 и глубина захода планки 5 показывают искомые размеры.
Отсчет размера производится при помощи рамки с нониусом. Целое число миллиметров отсчитывается по измерительной линейке, нанесенной на штанге, а десятые доли миллиметра — по нониусу.
В зависимости от количества делений нониуса действительные размеры детали можно определить с точностью 0,1; 0,05 и 0,02 мм.
Разберем, каким образом производится отсчет по нониусу. Для большей наглядности на рис. 10, а в увеличенном виде показаны часть измерительной линейки (штанги) и нониус, длина шкалы которого равна девяти делениям измерительной линейки, что составляет 9 мм. Эти 9 мм точно разделены штрихами на 10 частей, каждая из которых, следовательно, равна 0,9 мм.
Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,9 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1 — 0,9 = 0,1 мм.
Эта величина (0,1 мм) обозначает ту точность, которую может дать рассматриваемый нониус при измерении деталей. При нулевой установке нониуса (рис. 10, а), т. е. при плотно сдвинутых измерительных губках штангенциркуля, нулевые штрихи нониуса и измерительной линейки совпадают, первый штрих нониуса не доходит до первого штриха измерительной линейки на 0,1 мм, второй штрих нониуса не доходит до второго штриха измерительной линейки на 0,2 мм, третий — на 0,3 мм, четвертый — на 0,4 мм и т. д. Наконец, последний, десятый, штрих нониуса не дойдет до десятого штриха измерительной линейки уже на 1 мм и совпадет с девятым штрихом измерительной линейки.
Поставим между измерительными губками штангенциркуля» стальную полоску толщиной 0,1 мм. Если при нулевом положении нониуса его первый штрих не доходил до первого штриха шкалы линейки на 0,1 мм, то теперь, когда нониус сдвинут на 0,1 мм (толщина стальной полоски), очевидно, эти штрихи совпадут. Установим между измерительными губками стальную полоску толщиной 0,2 мм. В этом случае на величину 0,2 мм сдвинутся все штрихи нониуса, и второй штрих нониуса совпадет со вторым штрихом измерительной линейки. Если установим между измерительными губками полоску толщиной 0,8 мм, то, очевидно, совпадет восьмой штрих нониуса. Таким образом, из рассмотренных примеров заключаем: какой штрих нониуса совпадает с одним из штрихов измерительной линейки, такое количество десятых долей миллиметра имеет измеряемая пластинка.
При измерении действительный размер отсчитывается с помощью нониуса следующим образом: если нулевой штрих нониуса совпал с каким-либо штрихом измерительной линейки (например с седьмым), то это деление показывает действительный размер в миллиметрах (рис. 10, б).
Если, нулевой штрих нониуса не совпал ни с одним штрихом на измерительной линейке, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров, а остальные доли миллиметра соответствуют порядковой цифре штриха на нониусе (не считая нулевого), который точно совпал со штрихом измерительной линейки. Это будет число десятых долей миллиметра, которые надо прибавить к целому числу миллиметров, чтобы получить действительный размер с точностью до 0,1 мм (например 6,5 мм на рис. 10, в).
Это будет число десятых долей миллиметра, которые надо прибавить к целому числу миллиметров, чтобы получить действительный размер с точностью до 0,1 мм (например 6,5 мм на рис. 10, в).
В штангенциркулях с точностью 0,1 мм отечественного производства шкала нониуса делается крупнее и равна 19 делениям измерительной линейки, а не 9, как было рассмотрено выше. Такой нониус называется растянутым. В этом случае принцип определения размера, а также величина отсчета по нониусу не изменяются, но удобство отсчета улучшается, так как каждое деление нониуса равно не 0,9 мм, а 1,9 мм (рис. 11, а). Штангенциркуль, изображенный на рис. 9, имеет такой «растянутый» нониус.
На рис. 11, б изображен отсчет размера, равный 11,1 мм, а на рис. 11, в отсчет составляет 130,6 мм.
Штангенглубиномер. По принципу штангенциркуля сконструирован глубиномер (рис. 12), который во фрезерном деле служит для измерения глубины или высоты пазов, шипов, уступов, канавок и т. д. Узкая стальная штанга 1 свободно передвигается в рамке 2. При необходимости штанга может быть неподвижна закреплена в рамке в нужном положении винтом 3. Штанга 1 имеет миллиметровые деления, по которым определяется глубина паза или высота шипа. Отсчет по нониусу ведется так же, как и при измерений штангенциркулем.
Прецизионный штангенциркуль. Для работ, выполняемых с большей точностью, чем 0,1 мм, применяют прецизионный (т. е. точный) штангенциркуль.
На рис. 13 изображен прецизионный штангенциркуль завода им. Воскова, имеющий измерительную линейку длиной 300 мм и нониус, дающий точность отсчета 0,02 мм.
Шкала нониуса (рис. 14, а) равна 49 делениям измерительной линейки, что составляет 49 мм. Эти 49 мм точно разделены на 50 частей, каждая из которых равна 0,98 мм. Так как одно деление измерительной линейки равно 1 мм, а одно деление нониуса равно 0,98 мм, то можно сказать, что каждое деление нониуса короче каждого деления измерительной линейки на 1,00 — 0,98 = = 0,02 мм.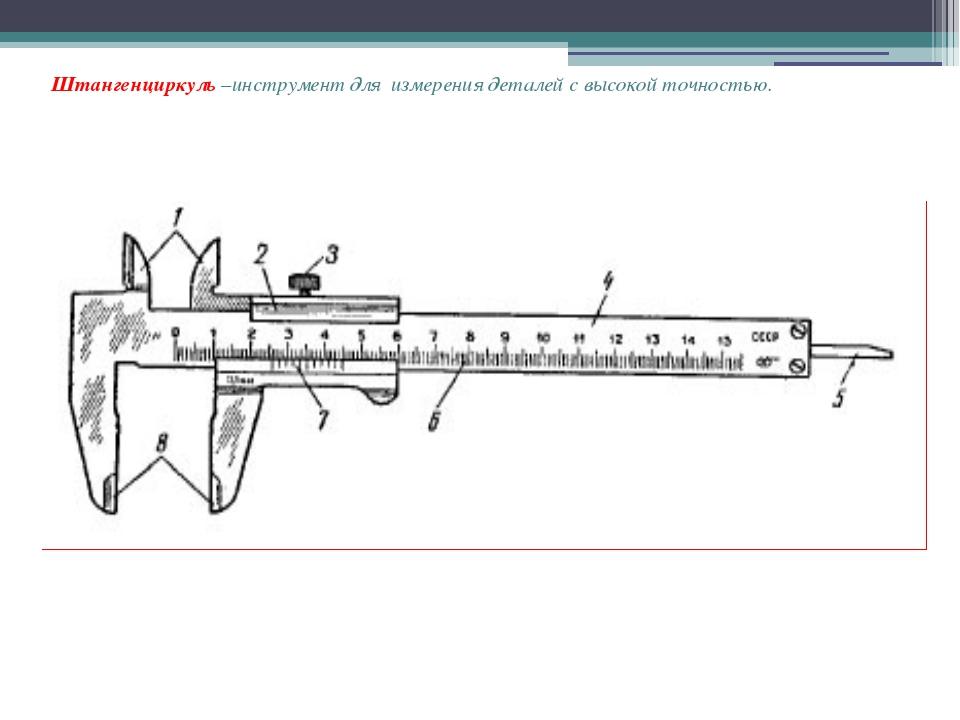
При измерении прецизионным штангенциркулем к количеству целых миллиметров, которое пройдено нулевым штрихом нониуса, надо прибавлять столько сотых долей миллиметра, сколько покажет штрих нониуса, совпавший со штрихом измерительной линейки. Например, по линейке штангенциркуля (рис. 14, б) нулевой штрих нониуса прошел 12 мм и его 12-й штрих совпал с одним из штрихов измерительной линейки. Так как совпадение 12-го штриха нониуса означает 0,02×12=0,24 мм, то измеряемый размер равен 12 + 0,24= 12,24 мм.
На рис. 15 изображен прецизионный штангенциркуль завода «Калибр» с точностью отсчета 0,05 мм. Здесь шкала нониуса равна 39 делениям измерительной линейки, что составляет 39 мм. Эти 39 мм точно разделены на 20 частей, каждая из которых равна 1,95 мм по принципу «растянутого» нониуса.
Прецизионный штангенциркуль (рис. 13 и 15) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге / и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Штангенциркули с пределами измерений 0—150; 0—200 и О—300 мм (рис. 13 и 15) имеют две пары измерительных губок.
Штангенциркули с верхними пределами измерений от 300 до 2000 мм изготовляют с одной парой нижних губок 6 и 7.
Микрометр.
Микрометры (рис. 16, а и б) применяются для точного измерения длины, толщины и диаметра обрабатываемой детали и дают точность отсчета до 0,01 мм. Измеряемую деталь располагают между неподвижной пяткой 2 и микрометрическим винтом 3. Вращением барабана 6 микрометрический винт удаляется или приближается к пятке.
На барабане имеется предохранительная головка 7 с трещоткой, предотвращающая слишком сильное нажатие микрометрическим винтом. Вращая головку 7, выдвигают микрометрический винт 3 и поджимают измеряемую деталь к пятке 2. Когда это поджатие окажется достаточным, храповичок головки начнет проскальзывать и будет слышен звук трещотки.
Тогда вращение головки прекращают, при помощи стопора 4 закрепляют микрометрический винт и производят отсчет.
Для производства отсчетов на стебле 5, составляющем одно целое со скобой 1 микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан 6 имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки с микрометрическим винтом, нулевой штрих на фаске барабана 6 совпадает с нулевым штрихом на стебле 5.
Устройство микрометра
Механизм микрометра устроен таким образом, что при полном обороте барабана микрометрический винт 3 переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, то и микрометрический винт переместится на величину в 50 раз меньшую, т. е. на 0,01 мм. Это и есть точность отсчета микрометра. При измерении сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
На рис. 16, в показан размер, снятый микрометром при измерении детали; необходимо сделать отсчет.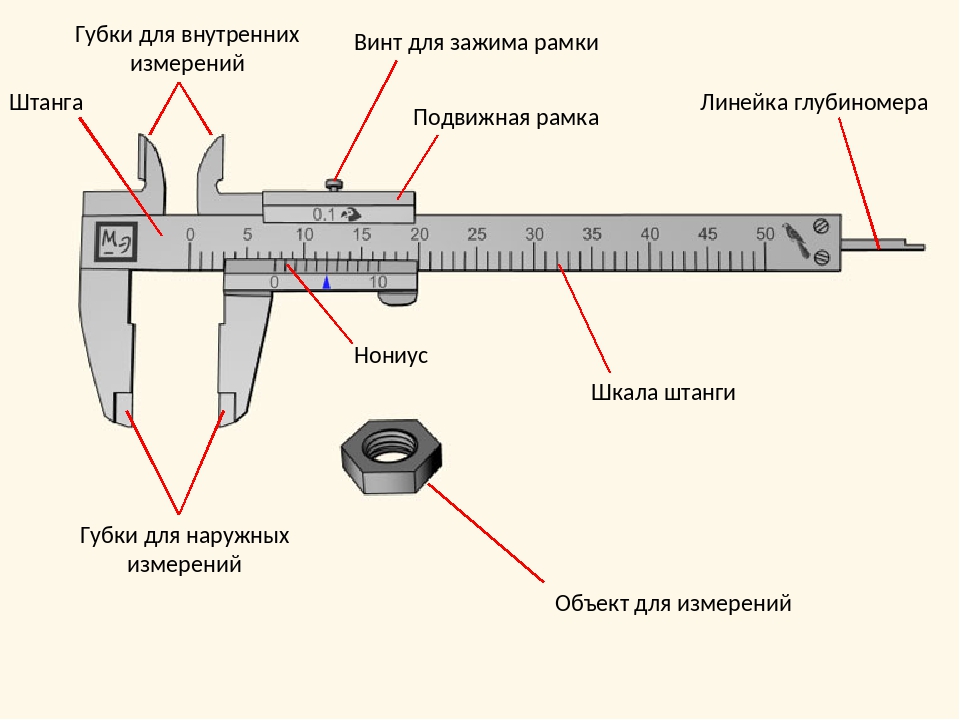 Барабан открыл 16 целых делений (штрих, соответствующий половине деления, не открыт) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07= 16,07 мм.
Барабан открыл 16 целых делений (штрих, соответствующий половине деления, не открыт) на шкале стебля. С линией стебля совпал седьмой штрих фаски; следовательно, будем иметь еще 0,07 мм. Полный отсчет равен 16 + 0,07= 16,07 мм.
На рис. 17 показано несколько примеров измерения микрометром.
Микрометрический нутромер (штихмас).
Микрометрический нутромер, или штихмас (рис. 18), предназначен для точного измерения диаметра отверстия или ширины паза. Он состоит из трех узлов: микрометрической головки Л, удлинителя Б и измерительного наконечника В. Основным узлом нутромера является микрометрическая головка, которая подобно обычному микрометру состоит из стебля У, микрометрического винта со сферической измерительной пяткой 3, барабана 2 и стопора 4. При вращении барабана 2 (подобно барабану 6 микрометра, изображенного на рис. 16) выдвигается или вдвигается измерительный наконечник 5, который упирается в стенку паза измеряемой детали. При вращении барабана длина нутромера увеличивается, достигая размера, равного ширине паза. К показанию микрометрического винта, отсчет по которому производится подобно тому, как показано на рис. 17, надо прибавить длину удлинителя Б (этот размер выгравирован на удлинителе).
К нутромеру прилагается несколько сменных удлинителей разной длины, чтобы одним и тем же нутромером можно было измерять пазы любой ширины.
Микрометрический глубиномер. Микрометрический глубиномер (рис. 19) предназначен для точного измерения глубины паза или уступа. Он состоит из траверсы 7, имеющей измерительную плоскость и жестко скрепленной со стеблем 2, в ко-
тором перпендикулярно измерительной плоскости траверсы движется микрометрический винт с измерительным стерженьком 6, барабана 5, трещотки 4 и стопора 5.
При измерении приходится прижимать к детали траверсу, так как вес инструмента меньше измерительного усилия.
Измерение и отсчет производятся так же, как и по микрометру.
Устройство штангенциркуля.
 Виды, размеры и назначение штангенциркуля. Штангенциркуль. Назначение, виды, характеристики и выбор Что значит шц
Виды, размеры и назначение штангенциркуля. Штангенциркуль. Назначение, виды, характеристики и выбор Что значит шцШтангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях — глубин отверстий.
Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью.
Название штангенциркуля, также, как и других штангенинструментов (штангенглубиномера, штангенрейсмаса), связано с конструктивными особенностями этого инструмента. Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений. Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. Более точные показания можно получить только при помощи микрометра, который может снимать показания с точностью до тысячных долей миллиметра.
Исторически, период появления и развития штангенциркуля относят к началу XVII века, ведь именно тогда появился первый деревянный штангенциркуль. Однако, первый настоящий штангенциркуль с нониусом в современном понимании появился в работе всего триста лет назад – в конце XVIII века, в Лондоне. Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями, аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем. В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский
математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют
«верньер» (Рисунок 1).
Рисунок 1. Принцип действия нониуса.
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка») (Рисунок 2).
Рисунок 2. Штангенциркуль без нониуса. Германия, XIX век.
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена. Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
Обычный штангенциркуль (Рисунок 3) состоит из:
1. штанги;
2. подвижной рамки;
3. шкалы штанги;
4. губки для внутренних измерений;
5. губки для наружных измерений;
6. линейки глубиномера;
7. нониуса;
8. винта для зажима рамки.
Рисунок 3. Устройство штангенциркуля.
Штангенциркули, в зависимости от способа снятия показаний, бывают:
Нониусные – оборудованные обычным нониусом.
Циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
Цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов (Рисунок 4).
Рисунок 4. Сверху вниз: Нониусный, Циферблатный, Цифровой штангенциркули.
Для опытного инженера, провести измерения, используя штангенциркуль, не составит труда. Однако, для остальных пользователей, порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса, нуждается в пояснении (Рисунок 5). После того, как размер детали будет зафиксирован в губках наружных измерений, необходимо произвести следующие действия:
2. Затем, необходимо высчитать доли миллиметра. Для этого,
на шкале нониуса находят штрих, ближайший к нулевому делению и, при этом,
совпадающий со штрихом шкалы штанги. Порядковый номер штриха умножают на цену
деления нониуса (как правило, 0,01мм).
Порядковый номер штриха умножают на цену
деления нониуса (как правило, 0,01мм).
3. После этого, подсчитывают полное, точное значение показания штангенциркуля. Для этого, суммируют значение целых миллиметров и долей миллиметра.
Рисунок 5. Порядок отсчета показаний штангенциркуля.
В соответствии с ГОСТ 166-89 , штангенциркули могут быть определенного вида и иметь маркировку:
ШЦ-I — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
ШЦК — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
ШЦТ-I — штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
ШЦ-II — штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. При этом, для облегчения разметки, ШЦ-II оснащен рамкой микрометрической подачи.
ШЦ-III — штангенциркуль, имеющий одностороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров.
ШЦЦ — Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль.
Помимо ГОСТ 166-89, в России, штангенциркули изготавливаются по ТУ 3933-145-00221072-2003 . В соответствие с данным ТУ, могут выпускаться штангенциркули следующих моделей:
— ШЦС-200
– штангенциркуль, который предназначается для измерения наружных и внутренних
линейных размеров, размеров между ступенчатыми поверхностями различных деталей,
а также измерения глубины отверстий и уступов.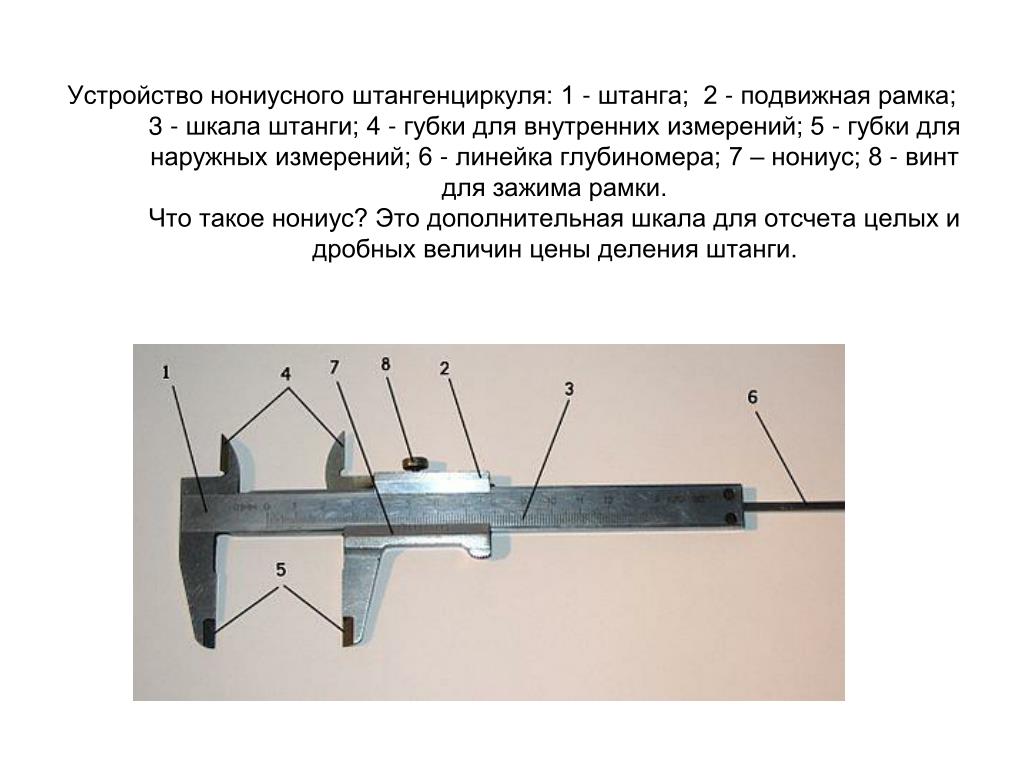 ШЦС-200 изготавливается из
коррозионно-стойких сталей.
ШЦС-200 изготавливается из
коррозионно-стойких сталей.
— ШЦСУ-200 – модификация штангенциркуля ШЦС-200, изготавливающаяся из конструкционных и инструментальных сталей.
— ШЦГ-200 – модификация штангенциркуля ШЦС-200, оборудованная глубиномером, изготавливающаяся из коррозионно-стойких сталей.
— ШЦЦС – цифровой, современный штангенциркуль, который изготавливается из коррозионно-стойких сталей. Отличительными особенностями данного прибора являются: возможность предварительной установки нуля, возможность вывода результатов измерений на внешние устройства через цифровой интерфейс RS-232, возможность вывода показателей, как в миллиметрах, так и в дюймах.
Отдельно, можно выделить штангенциркуль разметочный ШЦР , который предназначается для проведения разметочных работ на различных твердых поверхностях.
Поверка штангенциркулей производится в соответствии с ГОСТ 8.113-85, в котором определен порядок проведения данной процедуры.
Работая со штангенциркулем, рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, после чего насухо вытирать. Хранить штангенциркуль рекомендуется в защитном чехле. Не допускается падение или грубые удары штангенциркуля, для предотвращения деформации штанги инструмента, а также царапин на измерительных поверхностях, которые могут повлечь снижение точности измерения прибора.
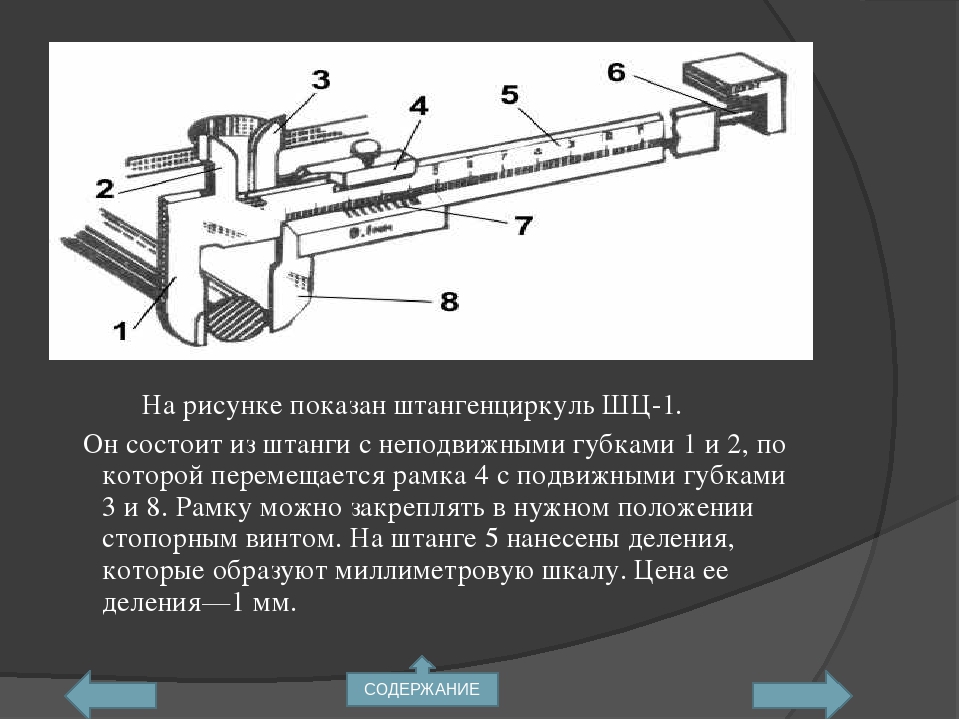
20 февраля 2012Штангенциркуль — это инструмент для точного измерения наружных и внутренних размеров деталей. На его штанге нанесены миллиметровые деления. Конец штанги имеет две неподвижные губки: одну для наружного измерения, другую — для внутреннего. На штангу надета рамка с подвижными, губками и глубиномером.
Глубиномер — это тонкая, узкая , конец которой прикреплен к рамке. Глубиномер помещен в продольном пазу обратной стороны штанги. Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. Между винтом и штангой находится пружина. На скосе нижней части рамки нанесены деления (шкала).
Это дополнительное измерительное устройство называется нониусом.
Вопросы
- Для чего служит штангенциркуль?
- Из каких частей состоит штангенциркуль?
- Как называется шкала, нанесенная на нижней части рамки?
Способы определения показаний штангенциркуля
По нониусу штангенциркуля определяют доли миллиметра измеряемых деталей.
На рисунке ниже (положение — а), показано устройство нониуса. Это шкала, разделенная на 10 равных частей. Длина нониуса равна 19 мм.
а — шкала нониуса.
Таким образом, каждое деление нониуса равно 1,9 мм, то есть на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое (начальное) и последнее деления нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги. Остальные деления нониуса и штанги не должны совпадать.
Измеряют штангенциркулем следующим образом. Целые миллиметры отсчитывают по делениям штанги.
В нашем примере нулевое деление нониуса находится между целыми величинами (42 и 43 мм) шкалы штанги. Число целых миллиметров на штанге в нашем примере 42. Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра — в нашем случае восьмое деление. Размер измеряемой детали (рисунок выше положение – б) составляет 42,8 мм.
Вопросы
- Нулевое деление нониуса совпало с цифрой 5 шкалы штанги. На сколько раздвинуты губки штангенциркуля?
- Нулевое деление нониуса находится между числами 34 и 35 мм на штанге; с делением штанги совпадает шестой порядковый номер деления нониуса. Как произвести отсчет по штангенциркулю?
- С какой точностью можно измерить штангенциркулем?
Упражнения
1. Определите величину показаний по штангенциркулю.
| Нулевое деление нониуса установлено между числами миллиметров штанги | Порядковое деление нониуса, совпавшее с делением штанги | Результат отсчета по штангенциркулю |
| 24-25 | 3 | 24,3 |
| 14-15 | 2 | – |
| 14-15 | 8 | – |
| 46-47 | 1 | – |
| 50-51 | 9 | – |
| 73-74 | 5 | – |
| 81-82 | 4 | – |
| 106-107 | 6 | – |
| 128-129 | 7 | – |
2. Прочитайте показания штангенциркуля по рисунку ниже.
Прочитайте показания штангенциркуля по рисунку ниже.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Когда нет просвета между губками для наружных измерений, нулевые штрихи нониуса и штанги должны совпадать. Проверка нулевого положения штангенциркуля Это проверка нулевого положения штангенциркуля. Перемещать рамку штангенциркуля надо правой рукой, поддерживая штангу. Перемещение рамки штангенциркуля а — правильно; б — неправильно. Закреплять рамку винтом следует большим и указательным пальцами правой руки, левой рукой держат неподвижную…
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке.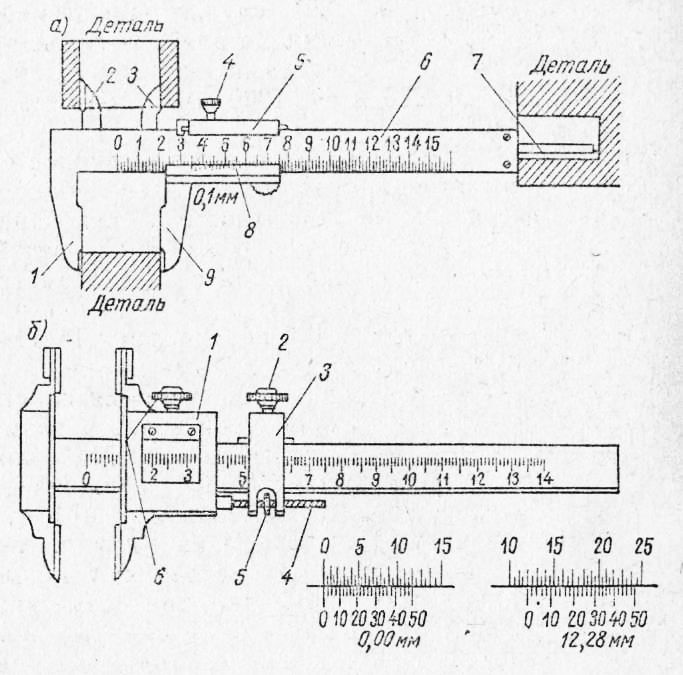 Пределы измерений этого инструмента составляют 0-150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Пределы измерений этого инструмента составляют 0-150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т.
 д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси. - При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
 д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин. Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение при измерении диаметра
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замер закрепленных в станке деталей производится только при полностью остановленном двигателе
- Нельзя наносить разметочные риски на вращающиеся детали. Короткие риски, нанесённые на окружности детали без её вращения, будут также видны.
- Нельзя использовать в качестве крючка для стружки.
- Во избежание возможных повреждений инструмента, нельзя размещать штангенциркули на поверхностях суппорта.

Что необходимо соблюдать
- В рабочем режиме штангели размещаются отдельно от тяжелого инструмента в легкодоступных местах, в которых гарантирована их неподвижность при воздействии вибрации.
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.
- Необходимо регулярно смазывать легкими маслами.
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас , штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра.
На примере штангенциркуля ШЦ-I :
- штанга;
- подвижная рамка;
- шкала штанги
- губки для внутренних измерений;
- губки для наружных измерений;
- линейка глубиномера;
- винт для зажима рамки.
Примечание : на некоторых экземплярах штангенциркуля в верхней части подвижной рамки возможно присутствие шкалы, измеряющей расстояние в дюймах (см. анимацию ниже справа). 1 дюйм = 2,54 см = 25,4 мм .
Снятие показаний
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
- В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
- Разновидность штангенциркуля, оснащённая глубиномером, на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
- В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того, что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер ».
Напишите отзыв о статье «Штангенциркуль»
Примечания
См. также
Отрывок, характеризующий Штангенциркуль
– Я? я?.. – сказал Пьер, чувствуя необходимость умалить как возможно свое общественное положение, чтобы быть ближе и понятнее для солдат. – Я по настоящему ополченный офицер, только моей дружины тут нет; я приезжал на сраженье и потерял своих.– Вишь ты! – сказал один из солдат.
Другой солдат покачал головой.
– Что ж, поешь, коли хочешь, кавардачку! – сказал первый и подал Пьеру, облизав ее, деревянную ложку.

Пьер подсел к огню и стал есть кавардачок, то кушанье, которое было в котелке и которое ему казалось самым вкусным из всех кушаний, которые он когда либо ел. В то время как он жадно, нагнувшись над котелком, забирая большие ложки, пережевывал одну за другой и лицо его было видно в свете огня, солдаты молча смотрели на него.
– Тебе куды надо то? Ты скажи! – спросил опять один из них.
– Мне в Можайск.
– Ты, стало, барин?
– Да.
– А как звать?
– Петр Кириллович.
– Ну, Петр Кириллович, пойдем, мы тебя отведем. В совершенной темноте солдаты вместе с Пьером пошли к Можайску.
Уже петухи пели, когда они дошли до Можайска и стали подниматься на крутую городскую гору. Пьер шел вместе с солдатами, совершенно забыв, что его постоялый двор был внизу под горою и что он уже прошел его. Он бы не вспомнил этого (в таком он находился состоянии потерянности), ежели бы с ним не столкнулся на половине горы его берейтор, ходивший его отыскивать по городу и возвращавшийся назад к своему постоялому двору. Берейтор узнал Пьера по его шляпе, белевшей в темноте.
– Ваше сиятельство, – проговорил он, – а уж мы отчаялись. Что ж вы пешком? Куда же вы, пожалуйте!
– Ах да, – сказал Пьер.
Солдаты приостановились.
– Ну что, нашел своих? – сказал один из них.
– Ну, прощавай! Петр Кириллович, кажись? Прощавай, Петр Кириллович! – сказали другие голоса.
– Прощайте, – сказал Пьер и направился с своим берейтором к постоялому двору.
«Надо дать им!» – подумал Пьер, взявшись за карман. – «Нет, не надо», – сказал ему какой то голос.
В горницах постоялого двора не было места: все были заняты. Пьер прошел на двор и, укрывшись с головой, лег в свою коляску.
Едва Пьер прилег головой на подушку, как он почувствовал, что засыпает; но вдруг с ясностью почти действительности послышались бум, бум, бум выстрелов, послышались стоны, крики, шлепанье снарядов, запахло кровью и порохом, и чувство ужаса, страха смерти охватило его. Он испуганно открыл глаза и поднял голову из под шинели. Все было тихо на дворе. Только в воротах, разговаривая с дворником и шлепая по грязи, шел какой то денщик. Над головой Пьера, под темной изнанкой тесового навеса, встрепенулись голубки от движения, которое он сделал, приподнимаясь. По всему двору был разлит мирный, радостный для Пьера в эту минуту, крепкий запах постоялого двора, запах сена, навоза и дегтя. Между двумя черными навесами виднелось чистое звездное небо.
Все было тихо на дворе. Только в воротах, разговаривая с дворником и шлепая по грязи, шел какой то денщик. Над головой Пьера, под темной изнанкой тесового навеса, встрепенулись голубки от движения, которое он сделал, приподнимаясь. По всему двору был разлит мирный, радостный для Пьера в эту минуту, крепкий запах постоялого двора, запах сена, навоза и дегтя. Между двумя черными навесами виднелось чистое звездное небо.
«Слава богу, что этого нет больше, – подумал Пьер, опять закрываясь с головой. – О, как ужасен страх и как позорно я отдался ему! А они… они все время, до конца были тверды, спокойны… – подумал он. Они в понятии Пьера были солдаты – те, которые были на батарее, и те, которые кормили его, и те, которые молились на икону. Они – эти странные, неведомые ему доселе они, ясно и резко отделялись в его мысли от всех других людей.
«Солдатом быть, просто солдатом! – думал Пьер, засыпая. – Войти в эту общую жизнь всем существом, проникнуться тем, что делает их такими. Но как скинуть с себя все это лишнее, дьявольское, все бремя этого внешнего человека? Одно время я мог быть этим. Я мог бежать от отца, как я хотел. Я мог еще после дуэли с Долоховым быть послан солдатом». И в воображении Пьера мелькнул обед в клубе, на котором он вызвал Долохова, и благодетель в Торжке. И вот Пьеру представляется торжественная столовая ложа. Ложа эта происходит в Английском клубе. И кто то знакомый, близкий, дорогой, сидит в конце стола. Да это он! Это благодетель. «Да ведь он умер? – подумал Пьер. – Да, умер; но я не знал, что он жив. И как мне жаль, что он умер, и как я рад, что он жив опять!» С одной стороны стола сидели Анатоль, Долохов, Несвицкий, Денисов и другие такие же (категория этих людей так же ясно была во сне определена в душе Пьера, как и категория тех людей, которых он называл они), и эти люди, Анатоль, Долохов громко кричали, пели; но из за их крика слышен был голос благодетеля, неумолкаемо говоривший, и звук его слов был так же значителен и непрерывен, как гул поля сраженья, но он был приятен и утешителен.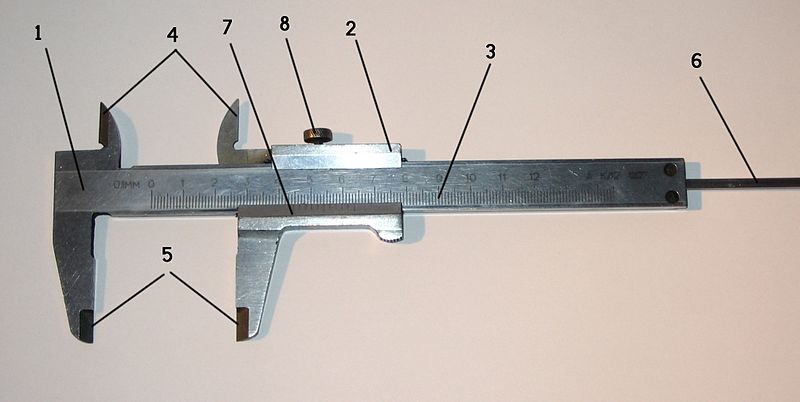 Пьер не понимал того, что говорил благодетель, но он знал (категория мыслей так же ясна была во сне), что благодетель говорил о добре, о возможности быть тем, чем были они. И они со всех сторон, с своими простыми, добрыми, твердыми лицами, окружали благодетеля. Но они хотя и были добры, они не смотрели на Пьера, не знали его. Пьер захотел обратить на себя их внимание и сказать. Он привстал, но в то же мгновенье ноги его похолодели и обнажились.
Пьер не понимал того, что говорил благодетель, но он знал (категория мыслей так же ясна была во сне), что благодетель говорил о добре, о возможности быть тем, чем были они. И они со всех сторон, с своими простыми, добрыми, твердыми лицами, окружали благодетеля. Но они хотя и были добры, они не смотрели на Пьера, не знали его. Пьер захотел обратить на себя их внимание и сказать. Он привстал, но в то же мгновенье ноги его похолодели и обнажились.
Рекомендуем также
Штангенциркуль путевой ПШВ «Путеец»
Штангенциркуль путевой ПШВ ТУ 3933-002-60632410-2012
Штангенциркуль путевой ПШВ «Путеец» производится по ТУ 3933-002-60632410-2012 и предназначен для измерения геометрических параметров элементов верхнего строения пути:
- бокового и вертикального износа головки рельса;
- вертикального износа усовика и сердечника;
- шага остряка;
- понижения остряка против рамного рельса;
- ширины желоба между контррельсом и рамным рельсом;
- ширины желоба между усовиком и сердечником, зазоров рельсовых стыков, стрелочных переводов;
- глубин отверстий и впадин.
Штангенциркуль путевой измеряет следующие типы рельсов: Р50, Р65, Р75 , ОР50, ОР65.
Диапазон измерений путевого штангенциркуля ПШВ:- по основной шкале штанги от 0 до 290 мм;
- по вспомогательной шкале штанги от 0 до 10 мм;
- по шкале рамки малой от 0 до 16 мм;
- по шкале рамки рычага от минус 5 до плюс 5 мм
Значение отсчета по нониусу 0,1 мм.
Цена деления шкалы путевого штангенциркуля ПШВ:- вспомогательной на штанге 0,5 мм;
- основной на штанге, на рамке малой и на рамке рычага 1,0 мм.
Пределы допускаемой погрешности по основной шкале штанги как при незатянутом, так при затянутом зажимном устройстве рамки большой, на диапазоне измерения:
- от 0 до 200 мм, ±0,1 мм;
- свыше 200 мм, ±0,2 мм.

Пределы допускаемой погрешности по шкале рамки малой как при незатянутом, так и при затянутом зажимном устройстве ±1 мм.
Пределы допускаемой погрешности по вспомогательной шкале штанги, по шкале рамки рычага ±0,5 мм.
Пределы допускаемой погрешности при измерении глубины, равной 20 мм, ±0,1 мм.
| Штангенциркуль путевой ПШВ | 1 шт. |
| Футляр (чехол) | 1 шт. |
| Паспорт ПШВ01.000 ПС | 1 шт. |
| Методика поверки МП 203-38-2017 | 1 шт. |
Технические характеристики
штангенциркуля ПШВ:| Вес | 1 кг |
| Габаритные размеры | 148х24х440 мм |
скачать паспорт на путевой штангенциркуль пшв «путеец»
Статьи
Дата публикации: 26 Декабря 2014
Цифровой штангенциркуль — инструмент, который необходим любому специалисту, занимающемуся точными измерениями и разметкой деталей. Этот прибор похож на своих предшественников — штангенциркуль с нониусом и циферблатный штангенциркуль, однако более прост и удобен в использовании и обладает расширенными, по сравнению со
стандартными, возможностями. С ним справится даже начинающий инженер или слесарь.
Устройство и принцип работы цифрового штангенциркуля
Конструкция цифрового штангенциркуля отличается от конструкции обычного разве что наличием на корпусе прибора электронного индикатора с дисплеем снаружи и электронной начинкой внутри (микросхемой, ёмкостные датчиками перемещения и элементом питания).
Как правило, имеются также три кнопки: on/off (включение/выключение), mm/inch (переключение с одной единицы измерения на другую) и кнопка zero (отвечает за обнулении значений). Конечно, в зависимости от фирмы-производителя внешний вид и набор функций могут быть различными. В остальном же электронный штангенциркуль похож на обычный: имеет две пары губок для измерения внешнего и внутреннего диаметров, подвижную рамку и винт для её зажима, штангу со шкалой и глубинометр. Сам прибор сделан из нержавеющий стали, а корпус электронного индикатора — из пластика.
Конечно, в зависимости от фирмы-производителя внешний вид и набор функций могут быть различными. В остальном же электронный штангенциркуль похож на обычный: имеет две пары губок для измерения внешнего и внутреннего диаметров, подвижную рамку и винт для её зажима, штангу со шкалой и глубинометр. Сам прибор сделан из нержавеющий стали, а корпус электронного индикатора — из пластика.
Благодаря цифровой составляющей прибор имеет разрешение 10 мкм с точностью до 30 мкм, что значительно повышает качество замеров. Удобство в использовании цифрового штангенциркуля заключается в том, что не нужно считывать показания со шкалы нониуса, а затем искать совпадение рисок — для того чтобы увидеть измеренное значение в любой выбранной единице измерения, достаточно взглянуть не дисплей.
Назначение электронного штангенциркуля
Электронный штангенциркуль применяется так же, как и обычный: для измерения внешних и внутренних размеров и глубины отверстий и выступов. Однако по сравнению с механическим, цифровой прибор способен настраиваться на ноль в любой точке шкалы, благодаря чему удобно наблюдать отклонения на каждом участке проводимого измерения. Этот измерительный прибор подключается к компьютеру, что облегчает передачу, хранение и обработку данных.
Дополнительные возможности электронного штангенциркуля
Цифровые штангенциркули позволяют легко справиться со множеством задач, которые невозможно или очень сложно выполнить при помощи обыкновенного инструмента.
✓ Перевод результатов измерений из миллиметров в дюймы и обратно
Исторически сложилось так, что даже после перехода на метрическую систему измерений некоторые продукты, к примеру, водопроводные трубы, изготавливаются по размерам в дюймах, а не в миллиметрах. Более того, зачастую импортируемая в Россию и страны СНГ продукция выпускается в странах, не перешедших на метрическую систему (США, Сент-Люсия, Либерия, Бирма и др.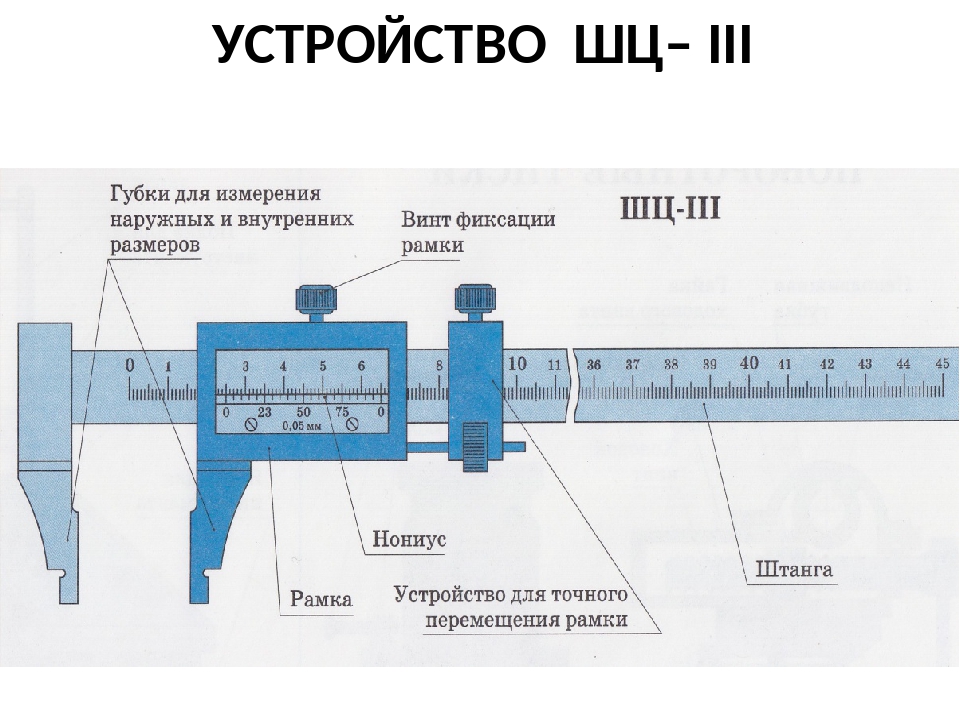 ), соответственно, абсолютно все размеры приводятся в дюймах.
), соответственно, абсолютно все размеры приводятся в дюймах.
Безусловно, не составляет труда пересчитать размеры из миллиметров в дюймы и обратно, однако когда требуется производить подобные операции в уме десятки раз на дню, есть вероятность ошибки. Данная проблема решается либо при помощи специальных конвекторов, либо при помощи электронного штангенциркуля — для перевода из одной системы измерения в другую достаточно нажать кнопку mm/inch на корпусе прибора.
✓ Сравнительный анализ деталей
Нередко появляется необходимость сравнить размеры сходных, однотипных деталей. Например, в случае если имеется эталон или деталь, выполненная с устраивающим производителя качеством, которую планируется использовать в качестве эталона — для контроля за другими однотипными деталями.
Алгоритм действий для проведения сравнительного анализа такой: нужно измерить одну деталь (эталон), затем обнулить результат, нажав кнопку Zero, а после чего измерить и вторую деталь. Так вы получите результат отклонения второй и последующих деталей от эталона.
✓ Сравнение соединяемых деталей
При соединении двух деталей, например, вала с отверстиемЫ, часто приходится производить подгонку деталей. Чтобы выяснить, насколько и как необходимо доработать детали, можно тоже воспользоваться цифровым штангенциркулем.
Достаточно измерить одну из деталей (допустим, вал) наружными губками штангенциркуля, затем обнулить результат при помощи кнопки Zero, а далее измерить отверстие второй детали внутренними губками, как показано на рисунке.
Отрицательное значение на дисплее даст величину, на которую нужно доработать размер вала для подгонки соединения с другой деталью.
✓ Измерение недоступной толщины
Некоторые размеры деталей в силу конструктивных особенностей штангенциркулей невозможно измерить, если, конечно, не пользоваться набором дополнительных колков. Однако можно вполне обойтись и без него.
Однако можно вполне обойтись и без него.
Для этого сначала необходимо замерить размер детали внешними губками, обнулить результат, а затем измерить её полость глубиномером. Показания на дисплее укажет на значение толщины основания по отрицательной шкале.
✓ Измерение межцентрового расстояния
В некоторых случаях требуется измерить межцентровое расстояние между осями двух равных отверстий на детали. Чтобы измерить эту величину, нужно сначала измерить диаметр отверстия, после чего обнулить результат. Последний шаг — измерение расстояние от одного отверстия до другого, как показано на рисунке.
Полученное значение на дисплее и будет межцентровым расстоянием.
✓ Проведение трудных измерений
Иногда при измерениях в труднодоступных местах нет возможности считать с дисплея показания. В этом случае нужно провести необходимое измерение, затем обнулить показания прибора, нажав кнопку Zero. После этого надо свести губки штангенциркуля вместе и считать полученный результат — значение по отрицательной шкале.
Приведенные выше примеры наглядно демонстрируют новые возможности измерений цифровыми штангенциркулями. Примечательно, что при достаточной смекалке можно обойтись без дорогих измерительных приборов, приспособив электронные штагенциркули для измерения размеров сложных деталей.
Как выбрать штангенциркуль — Токарный, измерительный инструмент, оснастка станков. Изготовление оснастки и инструментов под заказ. Услуги металлообработки. Производство деталей из металла.
Самым известным мерительным инструментом является штангенциркуль. Назначение штангенциркуля измерять наружные, линейные размеры, такие как диаметры валов, уступы, габаритные размеры, глубину или как еще называют длину отверстия и т. д. Без штангенциркуля не обходится ни одно предприятие особенно в машиностроительной и авиастроительной отраслях . Устройство штангенциркуля крайне простое : штанга, нониус, измерительная линейка, фиксирующий винт. Именно простота, надежность и универсальность штангенциркуля обеспечило ему широкую известность. Штангенциркули обозначаются следующим образом: обычный штангенциркуль -ШЦ, штангенциркуль цифровой обозначаются ШЦЦ, с круглой шкалой — ШЦК. Как и любой мерительный инструмент, штангенциркуль имеет свою шкалу делений, например цена деления 0,01 означает, что штангенциркуль способен измерять размер с точностью до одной сотой миллиметра, или цена деления 0,1 — измеряет размер с точностью до одной десятой миллиметра, что менее точно сем у штангенциркуля с ценой деления 0.01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку.
д. Без штангенциркуля не обходится ни одно предприятие особенно в машиностроительной и авиастроительной отраслях . Устройство штангенциркуля крайне простое : штанга, нониус, измерительная линейка, фиксирующий винт. Именно простота, надежность и универсальность штангенциркуля обеспечило ему широкую известность. Штангенциркули обозначаются следующим образом: обычный штангенциркуль -ШЦ, штангенциркуль цифровой обозначаются ШЦЦ, с круглой шкалой — ШЦК. Как и любой мерительный инструмент, штангенциркуль имеет свою шкалу делений, например цена деления 0,01 означает, что штангенциркуль способен измерять размер с точностью до одной сотой миллиметра, или цена деления 0,1 — измеряет размер с точностью до одной десятой миллиметра, что менее точно сем у штангенциркуля с ценой деления 0.01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку. Как выбрать штангенциркуль для измерения определенного размера?
Скажем необходимо измерить размер болта диаметром 10f7 (-0,049-0,030) штангенциркуль с ценой деления ШЦ-0,1 не подойдет, так как допуск измеряемой поверхности меньше цены деления штангенциркуля, здесь больше подойдет штангенциркуль ШЦЦ-0,01 с ценой деления 0,01.
Поверка штангенциркуля должна проходить один раз в 6 месяцев, и проходит она следующим образом. Ответственное лицо как чаще бывает это контролер на предприятии проводит измерение штангенциркулем специальной калиброванной плитки (их еще называют концевые меры) которая имеет точный номинальный размер и считывают полученный размер с штангенциркуля если значение размера отличается от заявленного размера концевой меры, то можно смело говорить о неисправности данного инструмента. Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Для измерения трудно доступных размеров к примеру отверстий применяются штангеннутромеры, глубинных размеров- штангенглубиномеры, габаритных размеров штангенрейсмасы к ним применяются такие же требования как и к обычному ШЦ.
Штангенциркуль как и любой мерительный инструмент должен эксплуатироваться и храниться в специальных условиях. протирается штангенциркуль щелочным раствором для исключения возможности появления коррозии. Предохраняет ШЦ от внешних механических воздействий футляр. При каждом измерении размера штангенциркуль должен быть взят из футляра и помещен в футляр.
Инструкция как пользоваться штангенциркулем: видео, фото
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулемРазновидности штангенциркулей
Рассматриваемый мерительный инструмент может быть классифицирован по следующим признакам:
- По количеству мерительных поверхностей – на односторонние и двухсторонние.
- По выполняемым функциям – с глубиномером и без него (бытует также сленговое обозначение первого типа инструмента – «колумбик»).
- По материалу измеряющих плоскостей – стальные и твердосплавные.
- По диапазону проведения линейных измерений. Определённые стандартом диапазоны измерений находятся в пределах от 1-125 до 800-2000 мм.
- По конструкции отсчётного устройства – механические с плоской шкалой, механические с круглым измерительным диском и цифровые (электронные).
- По точности полученного результата – выпускаются изделия первого класса (с точностью 0,05 мм) и второго класса (точность отсчёта 0,1 мм).
Стандартное обозначение включает в себя информацию обо всех его основных возможностях. Например, обычный ручной двухсторонний штангенциркуль, предназначенный для линейных измерений в диапазоне от 0 до 150 мм, при точности 0,1 мм, имеющий глубиномер/»колумбик» будет именоваться так: ШЦ-I-0-150-0,1-II-ГОСТ166-89.
Скачать ГОСТ 166-89 «Штангенциркули. Технические условия»
Выбор оптимального исполнения определяется поставленными задачами. Например, при оценке линейного размера детали, изготовленной из высокопрочной стали, используемый инструмент должен иметь измерительные поверхности, выполненные из твёрдого сплава (требования к материалу твёрдого сплава при этом должны соответствовать условиям ГОСТ 3882). У цифровой техники точность отсчётного электронного устройства всегда составляет 0,01 мм, а потому с их помощью можно производить более точные измерения. Для питания таких приборов необходимо использовать встроенную аккумуляторную батарею.
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
- Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Нониус
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%. Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать измерительный инструмент электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм. Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
ШЦТ-I с односторонним расположением губок, оснащенных твердым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания | |||
ШЦ-II с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки | |||
ШЦ-III с односторонним расположением губок для измерения наружных и внутренних размеров | A | B | C |
Первый замер | |||
Второй замер | |||
A | B | C | |
1 | 45,7 | 10,1 | 23,8 |
2 | 87,4 | 7,2 | 16,8 |
3 | 38,4 | 8,2 | 18,8 |
4 | 31,5 | 6,5 | 16,7 |
5 | 57,7 | 7,3 | 16,8 |
6 | 31,7 | 6,4 | 13,6 |
7 | 49,2 | 4,1 | 9,7 |
Как работают тормозные суппорты | HowStuffWorks
Мотоциклы меньше автомобилей и поэтому требуют меньшего тормозного усилия. Тем не менее, способность замедляться или останавливаться в некоторых отношениях даже более важна для мотоцикла, чем для других транспортных средств. Как так, спросите вы? Что ж, поскольку водитель в значительной степени незащищен, даже небольшой изгиб крыльев может быть потенциально смертельным. Когда вы едете на мотоцикле, крайне важно избегать несчастных случаев. Но какие тормозные суппорты нужны мотоциклу?
Ответ относительно прост — маленький и легкий.В отличие от более крупных суппортов, используемых на некоторых легковых и грузовых автомобилях, тормозные суппорты мотоциклов должны быть небольшими, чтобы не утяжелять байк и не мешать водителю. Тормозные суппорты мотоциклов обычно изготавливаются из легких материалов, таких как алюминий, который также имеет дополнительное преимущество
, заключающееся в устойчивости к ржавчине. Некоторые мотоциклы больше и мощнее других; очевидно, этим байкам нужно больше тормозной способности. Многие велосипеды меньшего размера,
менее мощные, по-прежнему используют барабанные тормоза, но большинство более крупных велосипедов теперь имеют дисковые тормоза, особенно на переднем колесе.Для увеличения тормозной способности суппорты на более мощных мотоциклах обычно имеют несколько поршней. У некоторых есть два или даже четыре поршня, в то время как у других может быть до двенадцати поршней в одном суппорте. При относительно небольшом весе большинство мотоциклов на самом деле обладают большей тормозной способностью, чем это абсолютно необходимо, но, как мы упоминали ранее, это неплохая идея, когда вы едете на быстром незащищенном автомобиле.
На мотоцикле передний суппорт крепится к вилке — металлическому узлу, который удерживает передние колеса и подвеску на месте и поддерживает руль.До недавнего времени суппорты крепились к вилкам с помощью болтов, идущих под прямым углом к ротору. В последние годы, с ростом популярности радиальных дисковых тормозов (технология, которая началась на гоночных велосипедах), суппорты крепятся дальше от вилки с помощью болтов, идущих параллельно поверхности ротора. Эти радиально установленные суппорты снижают уровень вибрации вилки, вызываемой традиционными суппортами.
Поскольку они, как правило, более подвержены воздействию, чем автомобильные суппорты — и поскольку суппорт, вероятно, является самой заметной из всех деталей тормозов мотоцикла, — внешний вид мотоциклетного суппорта может быть важен для многих гонщиков.Фактически, краски для тормозных суппортов доступны в автомобильных магазинах и могут использоваться для индивидуальной настройки суппортов вашего мотоцикла. Конечно, эту же краску можно использовать и для автомобильных суппортов. Однако специалисты не советуют хромировать суппорты. Каким бы привлекательным он ни был, хром может привести к тому, что суппорт будет удерживать тепло, что приведет к нежелательному выцветанию тормоза.
Далее давайте выясним, какие характеристики имеют хороший тормозной суппорт для грузовика.
Что такое суппорт?
Что такое суппорт?
Для многих строительных проектов — будь то личное улучшение дома или рабочий день — потребуется штангенциркуль.Это устройство используется для измерения размеров объекта, поэтому вы можете убедиться, что все идеально подходит, и выполнить работу без изъянов. Существует несколько типов суппортов, каждый из которых имеет свое предназначение. Узнай, как их все использовать, и ты будешь реализовывать свои проекты.
Что такое суппорт?
На протяжении веков человек полагался на штангенциркуль для измерения толщины и диаметра объекта.Самый старый калибр был найден при кораблекрушении недалеко от Италии, относящийся к VI веку до нашей эры. Наше последовательное применение этого измерительного инструмента показывает, что штангенциркуль является надежным источником измерения размеров, и его стоит иметь в любом ящике для инструментов.
Непрофессионалу хорошо будет иметь суппорт для любого проекта по благоустройству дома, но суппорты играют важную роль и вне амбициозного самостоятельного ремонта. Они используются во многих специализированных областях, включая деревообработку, металлообработку, лесное хозяйство, науку и медицину.Чаще всего штангенциркули находят в инженерных и научных лабораториях, где точные измерения имеют первостепенное значение.
Как пользоваться штангенциркулем
Хотя существует много разных типов суппортов, большинство из них работают с одной и той же механикой. Практически все типы штангенциркуля напоминают линейку — полоску со шкалой измерений — с набором верхней и нижней губок на левом конце. Эти челюсти открываются и закрываются винтами, и по мере их регулировки ползунок, прикрепленный к правым челюстям, перемещается по шкале.
На противоположном конце шкалы находится небольшой выступающий стержень, который перемещается вместе с ползунком и губками. Это называется стержнем глубины, и его можно использовать для измерения глубины отверстий.
Ползунок и положение зажима на шкале — это то, что обеспечивает измерения, но способ считывания измерений будет зависеть от того, какой тип штангенциркуля вы используете.
Большинство суппортов этого типа имеют винт с накатанной головкой, расположенный в нижней части ползунка, что облегчает управление движениями губок.Также вверху есть стопорный винт. Эта деталь обеспечивает положение губок и ползунка, так что вы можете считывать измерения, не перемещая случайно губки, или сравнивать измерения с другим предметом.
Штангенциркульможет измерять как внешние, так и внутренние размеры объекта. Челюсти большего размера, расположенные на нижней стороне инструмента, предназначены для измерения внешней поверхности чего-либо. Предмет входит внутрь челюстей, которые стягиваются по ширине или длине.
Набор челюстей меньшего размера расположен на верхнем конце нижних челюстей. Эта часть штангенциркуля предназначена для измерения внутренней части объекта, например, диаметра прорези или отверстия.
Штангенциркуль
Штангенциркуль — самый простой в этом инструменте, но, возможно, самый надежный. Этот тип инструмента имеет две разные линейки: одна с основной шкалой, а другая с нониусной шкалой.Основная шкала находится вверху, а нониусная шкала — внизу. Каждая отметка на основной шкале соответствует одному целому миллиметру. Нулевая отметка на нониусной шкале отметит количество миллиметров для ваших измерений.
Считать показания в миллиметрах просто, если нулевая отметка находится точно на миллиметровой линии. Однако, поскольку большинство измерений не дает точного миллиметра, вам потребуется дополнительная форма измерения.
Вот где появляется нониусная шкала.Шкала от 0 до 10, иногда с более мелкими отметками между ними. Каждая основная отметка на нониусной шкале представляет собой одну десятую миллиметра. Если нулевая отметка не совпадает точно, другая из отметок 0-10 на нониусной шкале может, и это подскажет вам точное дробное измерение предмета. Например, если отметка «6» выровнена точно, это будет означать дополнительные 0,6 миллиметра для общего измерения. Некоторые штангенциркули имеют еще более точные размеры — например, 0,02 миллиметра — и будут иметь дополнительные маркеры на нониусной шкале.
ШтангенциркулиVernier чрезвычайно точны и более надежны в долгосрочной перспективе благодаря своей простой конструкции. Однако для некоторых людей чтение может быть непростым, поэтому тем, кто не хочет выполнять точные математические вычисления, необходимые для считывания шкал, лучше подойдет циферблат или цифровой штангенциркуль.
Набор суппортов
Штангенциркуль
работает так же, как штангенциркуль, в котором есть два набора губок, ползунок и шкала для измерения.Чтобы использовать его, вы помещаете предмет, который хотите измерить, внутрь больших челюстей или за пределы маленьких и перемещаете ползунок, чтобы открыть их, пока они не станут туго затянутыми. Разница здесь в том, что вместо использования основной шкалы и шкалы нониуса для получения измерений вы просто смотрите на циферблат. Циферблат на этих штангенциркулях использует иглу для смещения измерения в пределах доли миллиметра. Вы используете эту информацию вместе со шкалой, чтобы получить окончательное измерение.
Штангенциркульлегче считывать, чем их нониусные аналоги, но, поскольку в этих инструментах больше механики, их также легче сломать и сложнее починить.
Цифровые штангенциркули
Из всех штангенциркулей
легче всего читать, поскольку они заменяют аналоговый циферблат цифровым дисплеем. Этот электронный измерительный инструмент работает с использованием линейного кода, а не рейки и поршня. Линейный код считывает положение губок, вычисляет измерение и отображает его на экране для удобства чтения.
Цифровой штангенциркуль используется так же, как штангенциркуль или штангенциркуль.Отличается только метод чтения. Это просто и не требует математики. Многие цифровые измерители позволяют выбрать, будут ли отображаться измерения в миллиметрах, сантиметрах или дюймах.
Недостатком цифрового штангенциркуля является аккумулятор. Как и вся электроника, у этого инструмента может закончиться питание, из-за чего вы застрянете без измерений, пока не возьметесь за замену батарей.
Основные типы штангенциркуля (Эпическое руководство по измерительным приборам)
Откройте для себя три основных типа суппортов, четыре основных размера, которые они делают, основные марки, ограничения, детали суппорта и многое другое.
Забудьте о рулетке или линейке.
Конечно, рулетка и другие измерительные инструменты найдут свое место, но если вам нужно измерить с точностью, вам понадобятся штангенциркули.
К вашему сведению, измерительные суппорты не следует путать с тормозными суппортами. Они разные и здесь не обсуждаются.
Сегодня используются 3 основных типа суппортов. Все 3 могут выполнять 4 основных измерения штангенциркуля (перечислены первыми).
Давайте углубимся в варианты вашего измерительного штангенциркуля.
Что такое суппорт?
Штангенциркуль — это измерительный прибор. Фактически, это точный измерительный прибор, который может измерять диаметр, толщину, глубину и выполнять сложные измерения. Ниже представлены три основных типа.
Детали суппорта
Ниже представлена диаграмма, на которой показаны различные части штангенциркуля.
Каковы четыре основных размера штангенциркуля?
1. Измерение наружного диаметра
Измеряет внешний диаметр чего-либо.Посмотрите следующую фотографию.
2. Внутренние размеры
Еще одно обычное измерение штангенциркулем — это внутреннее измерение, такое как диаметр отверстия. Посмотрите на следующий пример:
3. Измерения глубины
Штангенциркуль измеряет глубину с высокой точностью. Хороший пример — протектор шины. Проверить это:
4. Шаговые измерения
Шаговые измерения, также известные как составные измерения, требуют двух или более измерений, чтобы найти ответ.Он может включать как внешние, так и внутренние измерения или любую комбинацию внешнего, внутреннего и глубины.
3 основных типа суппортов (плюс 3 других)
Существует три основных типа суппортов. Все они могут выполнить 4 необходимых измерения. Отличается считывание. Они здесь.
1. Штангенциркуль цифровой
Это новейший тип штангенциркуля, который попал на сцену, и он великолепен благодаря своей точности. Вам не нужно красить глаза, чтобы получить показания.
Вот пример:
Штангенциркульможет выполнять различные измерения, такие как внешний диаметр, внутренний диаметр, глубину и шаг, что делает их очень полезными.
Давайте поговорим об этих измерениях, потому что они разные. Фактически, некоторые другие типы штангенциркулей предназначены только для одного из этих измерений. Цифровой инструмент хорош, потому что он похож на штангенциркуль 4-в-1.
Насколько точны цифровые штангенциркули? Они имеют точность приблизительно.2 мм или 0,01 дюйма.
Если вы готовы потратить больше (к северу от 100 долларов), вы можете снизить точность до невероятных 0,05 мм. Для сравнения, человеческие волосы нормальной толщины составляют 0,06 мм.
2. Штангенциркуль с нониусом
ШтангенциркулиVernier очень похожи на цифровые, за исключением того, что у них нет цифрового считывающего устройства или экрана. Это суппорт старой закалки в стиле линейки.
Хотя это и хорошо, трудно получить столь же точные показания, потому что вы смотрите на измерение в отчете в виде линейки.Это на касание больше миллиметра? Если да, то сколько. Digital сообщит точно.
Еще один недостаток — некоторые аналоговые штангенциркули могут не поддерживать метрическую систему. Цифровые обычно предлагают как цифровые, так и британские.
Плюс в том, что у вас не будет головной боли, которую вы делаете с чем-то цифровым, например, с разрядкой батарей или любыми техническими сбоями, которые приводят к плохим показаниям. Аналоговые приборы — это рабочая лошадка, и я уверен, что есть люди, которые десятилетиями пользовались одним и тем же старым аналоговым штангенциркулем.
4. Наберите суппорт
Штангенциркуль, как следует из названия, означает, что вы считываете свои измерения с циферблата.
Другой вариант суппорта
Пружинный суппорт
Суппорты с пружинным шарниромработают аналогично вышеперечисленным суппортам, за исключением того, что без опции считывания результатов измерений вы фиксируете результат измерения, а затем прикладываете его к линейке.
Какие основные марки суппортов?
Суппорт Mitutoyo
Mitutoyo — отличные суппорты, на сегодняшний день самые популярные.Вы можете потратить сотни или даже тысячи. Когда вам нужна оптимальная точность, Mitutoyo — это то, что вам нужно. Если вы исследуете свою покупку суппорта и ищете суппорт более высокого качества, вы, вероятно, заметите, насколько популярны и популярны суппорты Mitutoyo. Они продают суппорты по цене от чуть менее 100 до 3000 долларов.
Старрет
Starrett производит и продает невероятно точные штангенциркули с точностью до 0,02 мм. Если вам нужен такой уровень точности, будьте готовы потратить серьезные деньги — более 2000 долларов.
Винка
VINCA продает суппорты более низкого уровня, где не требуется высокая точность.
Ограничения суппорта
Наиболее очевидным ограничением измерительных приборов является размер объекта , который они могут измерить . Как вы можете видеть из множества примеров и типов, приведенных выше, они очень большие, и вы можете измерить только то, что вмещает сам штангенциркуль.
Другие ограничения включают точность . Хотя большинство штангенциркулей очень точны, вам может потребоваться более точное измерение, чем то, что может предложить штангенциркуль.Это означает, что вам может потребоваться более качественный и более дорогой суппорт для работы.
Как работают тормозные суппорты вашего автомобиля
Как и у приличного автомобиля с дистанционным управлением, у вашего автомобиля есть несколько основных функций: движение вперед и назад, поворот налево и направо и остановка. Конечно, для остановки автомобиля массой более тонны требуется нечто большее, чем просто сбросить дроссельную заслонку, а нажатие на задний ход может вывести из строя трансмиссию. Тормозная система вашего автомобиля прошла долгий путь с тех пор, как Берта Бенц, жена Карла Бенца, изобрела тормозные колодки в 1886 году.
Существует два основных типа тормозных систем: дисковые тормоза и барабанные тормоза. Барабанные тормоза — устаревшая технология, не такая мощная и не такая эффективная, но все еще используется в некоторых приложениях, потому что они дешевле в производстве и довольно хороши для задних тормозов в большинстве автомобилей. Дисковые тормоза — более новая технология, во всех отношениях лучше барабанных, но более дорогая в производстве и обслуживании.
Что такое тормозной суппорт?
Что такое тормозной суппорт?http://www.gettyimages.com/license/172252488Система дискового тормоза состоит из нескольких основных частей, включая тормозной суппорт, тормозной ротор, тормозные колодки и различные прокладки, пружины и зажимы для удержания колодок. Тормозной ротор или тормозной диск устанавливается между колесом и ступицей оси, вращаясь вместе с осью и колесом. Тормозной суппорт крепится к поворотному кулаку или поворотному кулаку. Удерживая ротор, суппорт тормоза может снизить скорость колеса до скорости рулевого управления или подвески, то есть до нуля — об этом через минуту.
Тормозные суппорты бывают двух основных типов: фиксированные тормозные суппорты и плавающие тормозные суппорты. Неподвижные тормозные суппорты прикреплены болтами непосредственно к поворотному кулаку, а все движущиеся части являются внутренними. Внутри блока неподвижного суппорта тормоза от двух до четырех пар поршней сжимают тормозные колодки, которые скользят по пальцам с обеих сторон. Плавающие тормозные суппорты устанавливаются не непосредственно на поворотный кулак, а на «клетку». Клетка несет тормозные колодки, обычно на скользящих рельсах, и суппорт тормоза скользит по ним, закрепленный с помощью скользящих болтов.Внутри плавающего тормозного суппорта с внутренней стороны находятся один или два поршня.
Как работают тормозные суппорты?
Принципиальная схема работы тормозного суппорта. https://commons.wikimedia.org/wiki/File:Hydraulic_disc_brake_diagram.gifПо своей сути тормозные суппорты — это устройства, увеличивающие усилие. Нажмите на педаль тормоза, и небольшой поршень сожмет тормозную жидкость в главном цилиндре. Поскольку тормозная жидкость не сжимается, эта сила мгновенно передается на тормозные суппорты.Внутри суппорта тормоза большие поршни умножают прилагаемое усилие, вдавливая тормозные колодки в тормозной ротор.
В случае неподвижных тормозных суппортов поршни сжимаются с обеих сторон. В случае плавающих тормозных суппортов поршень сначала нажимает на внутреннюю тормозную колодку, отталкивая суппорт от ротора, в результате чего внешняя тормозная колодка контактирует с ротором. Направляющие суппорта позволяют это движение.
Как выходят из строя тормозные суппорты?
Заедание ползуна тормозного суппорта или тормозной колодки может привести к ускоренному износу.http://www.gettyimages.com/license/184974687Фиксированные тормозные суппорты дороже, но также более эффективны и надежны, в то время как плавающие тормозные суппорты достаточно надежны, чтобы компенсировать более дешевые производственные затраты. Тем не менее, тормозные суппорты могут выйти из строя по нескольким причинам. Вот несколько распространенных неисправностей тормозных суппортов и способы их устранения.
- Заедание ползуна суппорта: На плавающих суппортах ползунки суппорта являются самым слабым звеном и вызывают множество проблем. Ускоренный износ внутренней накладки — обычное дело, но заедание ползунка усугубляет проблему.Если ползунок суппорта не может двигаться свободно, это может привести к большему износу внутренней колодки, волочению подвесной колодки или снижению эффективности торможения, а также к отсутствию торможения на подвесной колодке. Если один из ползунков заедает, это может привести к ощущению мягкости педали тормоза, поскольку суппорт тормоза изгибается, пытаясь полностью контактировать с ротором.
- Очистите направляющие суппорта дрелью или проволочной щеткой и смажьте густой силиконовой смазкой. Замените высохшие или порванные ботинки, чтобы предотвратить попадание воды и загрязнение.
- Негерметичный поршень суппорта: В фиксированных или плавающих суппортах каждый поршень имеет квадратное резиновое уплотнение, которое удерживает тормозное давление и слегка отводит поршень назад при отпускании. Внешний резиновый чехол защищает отверстие поршня от воды и пыли. Из-за возраста или неправильной установки порванные пыльники могут пропускать воду и пыль в отверстие поршня, что ускоряет коррозию. Если поршневое уплотнение пройдет через эту коррозию, оно, вероятно, будет повреждено и протечет.
- Убедитесь, что пыльники герметичны, не повреждены и сухие.Не используйте силиконовую смазку в этой области, так как она несовместима с тормозной жидкостью. При восстановлении тормозных суппортов обязательно затонируйте отверстия поршней, очистите и высушите все, замените все уплотнения и установите все пыльники. Используйте свежую тормозную жидкость для смазки уплотнений перед установкой.
- Заедание тормозной колодки: между тормозными колодками и крепежными деталями имеются узкие зазоры. Это предохраняет вещи от подпрыгивания и шума. Уменьшение зазоров также способствует более эффективному торможению.Со временем коррозия может уменьшить этот зазор, что приведет к заеданию или заеданию тормозной колодки. Застрявшая тормозная колодка может зацепиться за тормозной ротор или не двигаться, чтобы зацепить ротор, что приведет к ускоренному износу, перегреву и неэффективному торможению. Застрявшая тормозная колодка по ощущениям и действиям может имитировать застрявший ползунок.
- При сборке тормозов обязательно очистите от следов коррозии и удалите скопление пыли и грязи. Не забывайте чистить сзади зажимы и пружины. Небольшое количество противозадирного средства защитит рельсы и пальцы от коррозии, хотя краска будет лучшим вариантом.
Хотя тормозные суппорты состоят только из нескольких частей вашего автомобиля, они являются одними из самых важных, позволяя контролировать торможение в различных ситуациях. Знание того, как они работают и как перемещаются, также поможет вам принимать обоснованные решения относительно их обслуживания и ремонта, независимо от того, проконсультируетесь ли вы со специалистом или сделаете это самостоятельно. Когда дело доходит до тормозных суппортов, всегда перепроверяйте все и остерегайтесь необычных шумов, прежде чем они станут причиной небезопасного состояния.
PLTW Система человеческого тела — Reitz
PLTW Human Body Sys
Суппорт
Перейти к содержанию Приборная доскаАвторизоваться
Приборная панель
Календарь
Входящие
История
Справка по холсту
- Мой Dashboard
- PLTW Human Body Sys
- Страницы
- Штангенциркули
- Домашняя страница
- Модули
- Программа
- Задания
- Страницы
- Тесты
- Сотрудничество
- Файлы
Как использовать штангенциркуль в качестве автомеханика
Думаете о том, как лучше всего обеспечить себе или своему ребенку работу и карьеру? Одной из самых успешных отраслей для молодежи сегодня является автомобильная промышленность.Студенты, выбравшие этот путь, получают множество преимуществ с точки зрения трудоустройства, возможностей и долгосрочной карьеры.
Вакансии для автомехаников пользуются большим спросом во всем мире и будут оставаться таковыми. Те, кто записывается на наши практические занятия, настроены на успешную карьеру. Одна из многих вещей, которые мы преподаем в рамках учебной программы SamTech, — это то, как использовать штангенциркуль в качестве автомобильного машиниста.
Изображение любезно предоставлено Кейт Литчфилд Что такое штангенциркуль?
Штангенциркуль — это просто прибор для точного измерения.С помощью этого инструмента наши студенты учатся эффективно измерять как толщину, так и движение материалов. Вот три примера наиболее сложной работы штангенциркуля, которым мы учим на практических курсах:
1. Как измерить толщину
Помимо других важных механизмов, вы научитесь использовать штангенциркуль для измерения толщины тормозных роторов. Тормоза подвержены значительному износу, в зависимости от того, сколько времени вы ведете, и от типа дороги, по которой автомобиль должен будет проехать.При износе роторов может потребоваться замена тормозных колодок. Наличие штангенциркуля для измерения этого параметра — самый точный способ узнать, когда пора устанавливать новые тормозные колодки.
2. Как измерить прогиб и перемещение
Студенты узнают, как профессиональные автомеханики используют штангенциркуль с различными зажимами. Это позволяет точно измерить износ, вызванный движением или деформацией; например, для измерения шаровых опор, которые являются очень важными частями подвески автомобиля.Для этого передняя часть автомобиля будет приподнята с помощью домкрата, а штангенциркуль будет прикреплен к его подвеске. Отсюда вы можете лучше определить, когда шина перемещается вверх и вниз, а также сколько из них было вызвано прогибом и износом. Штангенциркуль также используется для измерения того, на сколько нужно повернуть рулевое колесо, прежде чем колеса смогут повернуться.
3. Как измерить ширину
Когда тормозные барабаны автомобиля становятся слишком широкими, это может привести к повреждению тормозов — очевидно, чрезвычайно опасному состоянию для водителей.Используя штангенциркуль внутреннего диаметра, автомеханик может соответственно измерить тормозные барабаны.
Дать студентам преимущество в этой быстро развивающейся отрасли
Это лишь некоторые из предметов, которые мы рассматриваем на наших уроках. Обучение использованию новых инструментов, работе с новейшими автомобильными машинами и обновлению с использованием современных технологий — все это часть курсов, преподаваемых в нашей учебной программе SamTech. Благодаря нашим комплексным занятиям и практическому обучению наши студенты и выпускники получают конкурентное преимущество в этой отрасли.
В нашей учебной программе преподается продвинутая теория плюс передовые принципы дизайна, но студентам предлагается проводить большую часть обучения с практическим опытом. Это позволяет им лучше практиковать детали машин, с которыми они будут работать; не просто знания.
Навыки, которые знает и практикует автомобильный техник, просто не могут быть переданы на аутсорсинг. Это означает, что после того, как наши студенты закончат обучение, они всегда будут пользоваться большим спросом. Это дает им гарантированную работу и стабильную работу даже в условиях нестабильной экономики.Пока есть спрос на автомобили, будут нужны высококвалифицированные профессиональные специалисты.
Штангенциркуль. Штангенциркуль (или штангенциркуль), показанный на рис. общий инструмент, используемый в лабораториях и на производстве для точного определения дробная часть деления наименьшего счета. Нониус удобен, когда измерение длины объекта, внешнего диаметра (OD) круглого или цилиндрический объект, внутренний диаметр (ID) трубы и глубина отверстия.
Нониус состоит из основной шкалы, выгравированной на фиксированной линейке, и дополнительная шкала, выгравированная на подвижной губке (см. рисунок 3). В подвижная губка может свободно скользить по длине фиксированной линейки.В основная шкала откалибрована в сантиметрах с наименьшим делением в миллиметры. Подвижная вспомогательная шкала имеет 10 делений, покрывающих такое же расстояние, как 9 делений на основной шкале. Следовательно, длина вспомогательная шкала — 9 мм. Когда нониус закрыт и правильно обнулен (см. рисунок 4) первая отметка (ноль) на основной шкале совмещена с первая отметка на вспомогательной шкале. Последняя отметка на вспомогательной шкале тогда совпадет с отметкой 9 мм на основной шкале. Считывание производится путем закрытия губок на измеряемом объекте. Отметьте, где находится первая отметка на вспомогательной шкале. основная шкала. На рисунке 5 мы видим, что длина объекта находится между 1,2 см и 1,3 см, потому что первая вспомогательная отметка находится между этими двумя значения на основной шкале. Последняя цифра (десятые доли миллиметра) — это можно найти, отметив, какая линия на вспомогательной шкале совпадает с отметкой на основная шкала.В нашем примере последняя цифра 3, потому что третья вспомогательная отметка совпадает с отметкой на основной шкале. Следовательно длина объекта 1,23 см.
Весы с тремя лучами. Весы трехлучевые, или лабораторные, измеряет массу объекта, уравновешивая неизвестную массу с помощью скольжения массы известных ценностей.Трехлучевые весы обычно калибруют в граммы с наименьшим счетом 0,1 г. Таким образом, можно произвести измерение до 0,01 г. Важно отметить, что лабораторные весы используются для проведения измерений. массы объекта, а не веса. (Вес объекта, как вы узнаете, — произведение массы объекта, м, и ускорения свободного падения, г, или W = мг.) Прежде чем использовать трехлучевые весы для измерения, убедитесь, что весы правильно обнулены.Точная регулировка может производится поворотом ручки под чашей весов. Градуированный цилиндр. Объем объекта неправильной формы можно определить с помощью градуированного цилиндра. Для этого заполните цилиндр с водой или другой жидкостью и полностью погрузите объект в жидкость. Объем объекта измеряется путем вычисления разницы на уровне воды до и после погружения объекта.Окончил баллоны обычно калибруются в миллилитрах или кубических сантиметрах (1 мл = 1 куб. См = 1 см 3 ), но их наименьшее количество варьируется от 1 мл до 10 мл в зависимости от от размера судна. Учебники в лаборатории физики Если у вас есть вопрос или комментарий, отправьте электронное письмо координатору лаборатории: Джерри Хестер | Авторские права © 2006.  |