Виды метчиков для нарезания резьбы: размеры, особенности и характеристики
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы — цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
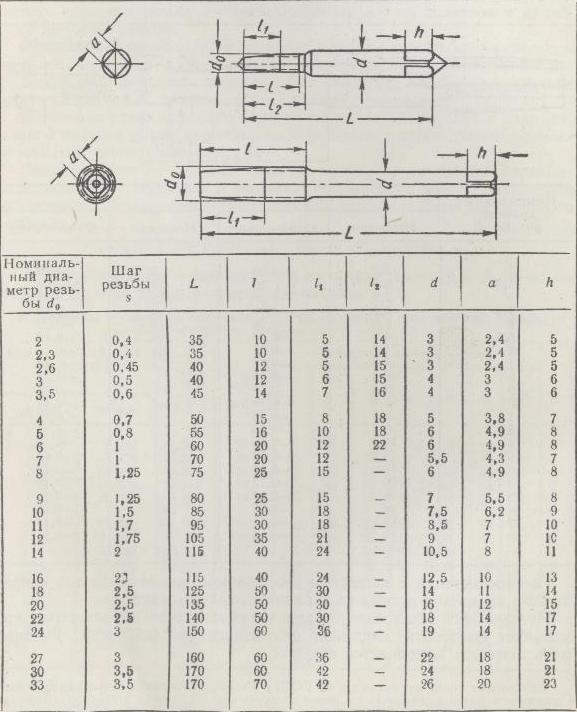
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
| Размер резьбы | Основной шаг, мм |
| 1 | 0.25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1.75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
|
Номинальный диаметр, дюйм |
UNC | UNF | UNEF | BSF | Диаметр резьбы, мм | |
| Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | |
|
| Нр. 0 | — | — | 80 | — | — | 1,520 |
| Нр. 1 | — | 64 | 72 | — | — | 1,850 |
| Нр. 2 | — | 56 | 64 | — | — | 2,180 |
| Нр. 3 | — | 48 | 56 | — | — | 2,520 |
| Нр. 4 | — | 40 | — | — | 2,850 | |
| Нр. 5 | — | 40 | 44 | — | — | 3,170 |
| Нр. 6 | — | 32 | 40 | — | — | 3,500 |
| Нр. 8 | — | 32 | 36 | — | — | 4,160 |
| Нр. 10 | — | 24 | 32 | — | — | 4,830 |
| Нр. 12 | 24 | 28 | 32 | — | 5,490 | |
| 1/16″ | 60 | — | — | — | — | 1,587 |
| 3/32″ | 48 | — | — | — | — | 2,381 |
| 1/8″ | 40 | — | — | — | — | 3,175 |
| 5/32″ | 32 | — | — | — | — | 3,969 |
| 3/16″ | 24 | — | — | — | 32 | 4,762 |
| 7/32″ | 24 | — | — | — | 28 | 5,556 |
| 1/4″ | 20 | 20 | 28 | 32 | 26 | 6,350 |
| 5/16″ | 18 | 18 | 24 | 32 | 22 | 7,938 |
| 3/8″ | 16 | 16 | 24 | 32 | 9,525 | |
| 7/16″ | 14 | 14 | 20 | 28 | 18 | 11,113 |
| 1/2″ | 12 | 13 | 20 | 28 | 16 | 12,700 |
| 9/16″ | 12 | 12 | 18 | 24 | 16 | 14,288 |
| 5/8″ | 11 | 11 | 18 | 24 | 14 | 15,876 |
| 11/16″ | — | — | — | 24 | 14 | 17,463 |
| 3/4″ | 10 | 10 | 16 | 20 | 12 | 19,051 |
| 13/16″ | — | — | — | 20 | 12 | 20,638 |
| 7/8″ | 9 | 9 | 14 | 20 | 11 | 22,226 |
| 15/16″ | — | — | — | 20 | 11 | 23,813 |
| 1″ | 8 | 8 | 12 | 20 | 10 | 25,401 |
| 1 1/16″ | — | — | — | 18 | — | 26,988 |
| 1 1/8″ | 7 | 7 | 12 | 18 | 9 | 28,576 |
| 1 3/16″ | — | — | — | 18 | — | 30,163 |
| 1 1/4″ | 7 | 7 | 12 | 18 | 9 | 31,751 |
| 1 5/16″ | — | — | — | 18 | — | 33,338 |
| 1 3/8″ | 6 | 6 | 12 | 18 | 8 | 34,926 |
| 1 7/16″ | — | — | — | 18 | — | 36,512 |
| 1 1/2″ | 6 | 6 | 12 | 18 | 8 | 38,101 |
| 1 5/8″ | 5 | 5 | 18 | 8 | 41,277 | |
| 1 3/4″ | 5 | 5 | 18 | 7 | 44,452 | |
| 1 7/8″ | 4,5 | 4,5 | 18 | — | 47,627 | |
| 2” | 4,5 | 4,5 | 18 | 7 | 50,802 |
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые — ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
Метчики для нарезания резьбы. Таблица размеров

 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Метчик что это такое? Конструкция, виды инструмента, использование
Всем хорошего настроения! А вы никогда не задумывались над вопросом — метчик что это такое за чудо техники? Вот про это мы поговорим. Сегодня я постараюсь рассмотреть основные виды и элементы конструкции метчиков. Дочитав до конца этот пост вы сможете с уверенностью сказать, что тема изучена.
Метчик — что это за елочка такая?
Метчик — это режущий инструмент который позволяет без особого труда получить достаточно точную резьбу в отверстии. Я не зря назвал его елочкой. Ведь он имеет зубчики и если смотреть под определенным углом то похож.
А вы не задумывались как правильно поставить ударение метчИк или мЕтчик? Есть ответ — если вы говорите про орудие для образования резьбовой поверхности то это вариант с ударением на букву «и». А если вы говорите про человека или приспособление для нанесения разметки то говорите с ударением на букву «е».
Ну с этим разобрались а теперь встречайте его величество.
Основные части конструкции метчика.
Основной части у метчика нет, как и у других его собратьев, это так к слову пришлось. А сам он выполнен из следующих элементов:
- Заборная . Первая соприкасается с металлом и начинает процесс образования витков резьбы.
- Калибрующая. Когда заборный сектор заборные зубцы сделали свое дело,необходимо довести профиль резьбы до ума, тут и включаются в работу калибрующие зубцы.
- Нитка или виток. Помогает получить качественную резьбу в отверстии. От ее качества зависит качество нашей резьбы в отверстии.
- Хвостовик. Самая бесполезная составляющая. Просто проливает вылет режущей части .
- Квадрат. Не позволяет метчику провернуться в патроне станка, усилия там ОГО ГО, уж поверьте на слово.
Метчики идеально подходят, для нарезания резьбы в отверстиях различных диаметров. Инструмент который я показал на фото выше — это классическое его исполнение.
Не забывайте, что мы живем в 21 веке и машиностроение постоянно совершенствуется и вы встретите много интересных экземпляров. Я расскажу лишь про самые известные и популярные экземпляры этого орудия для нарезки резьбы.
Виды и назначение метчиков в зависимости от конструкции.
1. С винтовыми стружечными канавками.
Такой метчик хорошо себя зарекомендовал при работе с использованием СОЖ (смазочно охлаждающей жидкостью). Видите какие у него изогнутые канавки? Когда инструмент погружается в тело детали, охлаждающие жидкости перестают попадать в зону резания, что негативно влияет как на стойкость метчика, так и на качество резьбы. А когда канавки имею характерный изгиб, то выход стружки и попадание СОЖ в зону резания увеличивается многократно.
Современные метчики все изготавливаются в таком исполнении. Ведь данная конструкция является оптимальной для процесса резьбонарезания в металле.
Небольшое видео про метчик фирмы Walter с винтовыми канавками:
2. Метчик с шахматным расположением зубьев.
Да, Крамник Владимир Борисович очень бы удивился. Ведь он один из лучших шахматистов в мире, а про такой вид шахмат наверное не слыхал . Ладно шучу. В таком инструменте не все зубья расположены как клетки на доске (через одну). Заборная часть этого метчика имеет классический вид, а вот калибрующие зубья располагаются через один.
К примеру вы видите, что у метчика расположенного на рисунке имеется 4 стороны (пера) и на каждом имеются зубцы. Вот калибрующие зубья на каждом из низ сдвинуты относительно друг друга. Объяснить на пальцах сложно так, что посмотрим на этот рисунок.
Тут видно как смещены зубчики на которые указывает красная стрелка относительно, зубьев обозначенных синей стрелкой. Думаю про шахматное расположение калибрующих зубьев все понятно. Если нет, пишите в комментариях обсудим.
3. Метчик машинно-ручной для резьбы от 3 до 10 мм.
Такой метчик отличается от обычного более «крутым» заборным сектором витков. Это позволяет резать резьбу как обычному слесарю вручную так и на станках сверлильной или токарной группы. В отличии от обычного своего собрата машинно-ручной метчик выдерживает приличные нагрузки и силы резания.
4. Метчик-протяжка.
С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
Немного отвлеклись. На рисунке выше изображена схема нарезания резьбы метчиком протяжкой
- Метчик-протяжка.
- Захват для хвостовика.
- Резцедержатель.
- Обрабатываемая деталь.
Процесс простой — метчик тяните на рабочей подаче, шпиндель вращается как показано на рисунке, в отверстии получается резьба. Качество получаемых поверхностей при таком методе резания не совсем хорошая. Применяется данный метчик весьма редко (во всяком случае на нашем предприятии). Посмотрите как он выглядит в живую на этом видео
4. Метчики для резьбы Ø до 2,5 мм.
Из-за таких размеров он похож на спички из коробка. Имеют угол заточки заборной части 75 градусов. Достаточно широко применяются в машиностроении и не только. Это обусловлено тем, что диаметр отверстия до 2,5 мм не позволит нарезать резьбу ничем другим. Лучше выбирать импортного производства например Guhring.
5. Комбинированное сверло-метчик.
Тут картинки вы не увидите, потому, что она в самом верху данной статьи. Сверло метчик это свежее дыхание прогресса и новый взгляд на механическую обработку резьб. Когда сверло благополучно проходит слой металлического листа, обороты шпинделя уменьшаются и в дело вступает резьбовая часть этого гибрида.Как видите метчик это не только нарезка резьбы но и сверление. Да что я все рассказываю лучше один раз посмотреть, чем сто раз услышать. Смотрим видео
Вот мы и рассмотрели основные виды метчиков. Думаю в ваших головах уже просветляется ответ на вопрос — Что это такая за «елочка»? Ну а мы следуем дальше.
Припуск и схема резания при работе метчиком.
Любой инструмент имеет схему резания. Которая предельно понятна из этого фото.
Схема распределения припуска.
Как указано на рисунке черновой инструмент снимает 75 процентов припуска, а для чистового остается всего 25 процентов. Это необходимо для получения более качественной резьбы в детали.
Схема резания.
На черновой приходится львиная доля снимаемого припуска, однако профиль он не формирует. Для формирования профиля резьбы применяется специальный чистовой инструмент в зависимости от выбранного вида резьбы.
Размеры метчиков. ГОСТ
Все размеры вы найдете в ГОСТах которые сможете скачать в конце статьи. На многих сайтах я например вижу встроенные таблицы. И всегда задаюсь вопросом — ЗАЧЕМ? Если собрались проектировать метчик, то ГОСТ вам в помощь. ГОСТы для того и разрабатывались, что бы такие как мы с вами могли заглянуть туда и получить необходимую информацию.
Специально для вас, моих любимых читателей блога инженера, я создал сборку из самых актуальных и сканированных в отличном качестве ГОСТов. В сборке 16 документов для разных наименований метчиков. Для ВАС скачивание бесплатно. Для появления ссылки не надо регистрироваться или посылать свой телефон, я знаю, что вы не робот. Просто поделитесь данной статьей в социальных сетях. Качайте, пользуйтесь!
[sociallocker id=1305]Подборка ГОСТов посвященных теме метчик.[/sociallocker]
А на этом мы заканчиваем. Сегодня вы узнали, что метчик это инструмент для получения достаточно точной и качественной резьбы в металлических конструкциях и деталях. Думаю пост был вам полезен. буду рад увидеть ВАШИ КОММЕНТАРИИ.
Всем пока ! И до скорой встречи.
С вами был Андрей!
Метчик гаечный — конструкция, применения, особенности, ГОСТ.
Гаечные метчики – это резьбонарезной инструмент с удлиненным хвостовиком, предназначенный для работы с гайками различного диаметра. Особенностью конструкции инструмента является удлиненный хвостовик и заходная режущая часть. В машинных метчиках хвостовик имеет изогнутую форму для удобства работы с резьбонарезным автоматом.
Конструкция и сфера применения
Метчик представляет собой винт с прямыми или прорезанными канавками и режущими кромками для нарезки резьбы. Хвостовая часть инструмента фиксируется в воротке или патроне станка, рабочая врезается в отверстие посредством одновременно вращательных и поступательных движений. Рабочая часть инструмента состоит режущей и калибрующей частей. Материалом является быстрорежущая сталь или твердые сплавы.

Отличием гаечных метчиков от других резьбонарезных инструментов является нарезка за один проход без реверсирования. Готовые детали нанизываются на хвостовик, что позволяет значительно ускорить процесс. Инструмент подразделяется на ручной и машинный, с прямым и изогнутым хвостовиком. Ещё одно важное отличие – это большой размер заборного конуса. Это позволяет нарезать резьбу за один проход.
Машинные метчики используются для серийного производства на сверлильных или специальных гайконарезных станках. Для сокращения вспомогательного времени целесообразно использовать быстросъёмные крепления. Инструмент с изогнутым хвостовиком обеспечивает непрерывную нарезку на станке-автомате. Рабочая часть метчика больших размером (начиная с М22) может быть съёмной и крепиться к хвостовику с помощью сварного соединения
Особенности нарезки резьбы
Рабочая часть метчика, представляющая собой винт с продольными и винтовыми канавками, врезается в тело детали, прорезая резьбовые канавки требуемого размера. Заборная часть инструмента имеет конусную форму, сужающуюся к месту забора стружки, что обеспечивает свободный проход метчика и нарезку резьбы требуемого профиля и диаметра.
Следом за заборной идёт калибрующая часть, которая обеспечивает зачистку и калибровку отверстия. Параллельно продольной оси инструмента расположены специальные канавки необходимые для получения режущей кромки и удаления стружки. Количество канавок зависит от диаметра инструмента. У метчиков диаметром менее 20 мм имеется три канавки, у остальных четыре.
Порядок нарезки гаечной резьбы
Для правильной нарезки гаечной резьбы рекомендуется выполнять следующие действия:
- Подготовить гайку к нарезке. Для этого необходимо подобрать сверло требуемого диаметра в соответствии с таблицей размеров.
- Точно просверлите отверстие, не допуская перекоса и увода сверла.
- Произведите нарезку резьбы метчиком стандартного типоразмера. Для этого необходимо точно расположить инструмент под прямым углом к поперечной оси детали и начать вращение аккуратными, размеренными движениями.
- После каждого полного оборота необходимо производить реверс на пол оборота для скола и удаления стружки из канавок.
- Готовую гайку можно продеть на удлиненный хвостовик и приступить к нарезке следующей детали.
- По завершению нарезки проверьте состояние резьбы. Винт должен заходить плавно, без перекосов и сопротивления.
ГОСТы
Конструкция и параметры инструмента регулирует ГОСТ 8859-74 «Машинные метчики для метрической резьбы». Для ручных метчиков действует ГОСТ 1604-71, для инструмента с изогнутым хвостовиком — ГОСТ 6951-71.
Метчик гаечный – определим особенности и разновидности инструмента + видео
Если выбирать инструмент для нарезания внутренней резьбы у гаек, то лучше всего использовать гаечный метчик. Когда может возникнуть такая необходимость, и почему это приспособление окажется лучшим помощником, мы расскажем в этой теме.
Назначение и применение гаечных метчиков
Внешне метчик выглядит, как винт с прямыми или прорезанными винтовыми канавками для стружки, которые образуют режущие края. Хвостовая честь метчика закрепляется в воротке, а рабочая режущая часть вставляется в металл, где нужно будет сделать отверстие. После этого в результате вращательных движений нарезается резьба. Рабочая его часть состоит из режущей и калибрующей поверхностей. Грань сзади во избежание возникновения трения о деталь, в которой происходит нарезка, выполнена как затылованная. Важно, чтобы профиль самой резьбы соответствовал профилю резьбы, прорезаемой метчиком.

Чтобы нарезать очень крупную резьбу, обычно принято использовать комплект метчиков, состоящий из двух-трех наименований. В данном случае подразумеваются инструменты для черновой обработки, для получения среднего качества и чистового окончания. Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.

Используются такие инструменты на заводах и предприятиях с токарными или сверлильными станками, а также в домашних условиях при нарезке вручную. Чем отличается машинный метчик от ручного, так это разными формами части, заходящей в отверстие. Для удобства в работе инструмент закрепляется в специальном патроне с осевой концентрацией на станке, либо для этого используется обычный цанговый патрон с встроенной цангой для использования метчиков. Недавно в качестве альтернативы для этого крепления начали применяться цанги с компенсацией. Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Если говорить исключительно о гаечных метчиках, то их особенностью является наличие более длинного хвостовика и заходной режущей части.
Метчик гаечный: классификация
По способу нарезания инструменты делятся на несколько групп. К первому типу относятся метчики для внутренней резьбы, а ко второму – всё, что способно нарезать резьбу снаружи (например, плашки, любые прогонки и винторезные доски). Теперь подробней о том, как происходит нарезка. Рабочая часть, представленная, как винт с некоторым количеством продольных и винтовых канавок, производит нарезку внутренней резьбы. Метчики, у которых есть винтовые канавки, обладают особым преимуществом перед таким же инструментом с канавками, выполненными прямо. В результате такого преимущества создаются удобные условия для более быстрой работы с благоприятным исходом.

Заборная часть по форме похожа на конус, она сужается к месту забора стружки, что позволяет метчику легко входить в прорезаемое отверстие и легко делать там отверстие нужного диаметра и глубины. Продолжением заборной является калибрующая часть, роль которой – зачистка и калибровка отверстия, только что прорезанного. Часть, отвечающая за резку, называется резьбовой и имеет зубья по своей окружности, называемые режущими перьями, выполненными в форме резцов, имеющих элементы резания. Канавки – углубления между этими перьями, предназначающиеся для получения режущих кромок и выхода нарезанной стружки. Метчики, у которых диаметр менее 20 мм, как правило, изготавливают с тремя, а при диаметре выше 20 мм – с четырьмя канавками.

Определяем их устройство по типу назначения, где метчики делятся на ручные слесарного типа и машинные. К ручным относятся гаечные, плашечные (для наружной резьбы), маточные и специальные метчики. Этот тип особенно применим при ручной работе и удобен из-за малых размеров и легкого использования. Черновым метчиком резьба нарезается начерно, в то же время средним метчиком можно получить довольно точную резьбу. Третий предмет из комплекта, чистовой, уже используется для полной нарезки резьбы и её последующей калибровки. Для точного определения метчиков из комплекта на их хвостовых частях делают метки. Количество меток соответствует порядку их в работе. Также вместо меток можно написать обычный номер (один, два или три). На той же части метчика наносится размер резьбы, которая получится в процессе работы с этим инструментом.
Канавки на метчике – что может от них зависеть?
По направляющим канавкам метчики различаются на те, в которых эти элементы прямые и винтовые. Их направление бывает выполнено в правую сторону для левой резьбы гайки, или же может быть правым, соответственно, для нарезки левой резьбы. Метчики, имеющие винтовые канавки, часто применяются для нарезания как можно более точной резьбы на изделии. Виды таких моделей известны следующие: цилиндрические, конические, гаечные, плашечные и маточные. У конических метчиков удлинена заборная часть. Их резьба неполная и переходит постепенно в полную в той части, где происходит калибровка. Эти приспособления пригодны, чтобы делать резьбу в отверстиях сквозного типа. Цилиндрический тип представляет собой средство для нарезки резьбы, главным образом, в глухих отверстиях.

Цель гаечных метчиков заключается в нарезании гаек вручную или на специальных станках. Изготавливаются они с удлиненными хвостовиками, чтобы удобнее было собирать на них гайки с нарезанной резьбой. Отличие плашечных метчиков от гаечных заключается в наличии в первом заборного конуса большого размера и своим предназначением нарезать резьбу за один проход в плашках. Ну, а последний тип, маточные, применяют, обычно, чтобы зачистить резьбу в плашках после того, как она была нарезана плашечным метчиком, и для аналогичного процесса с резьбой в рабочих плашках. Канавки маточных метчиков делаются со спиралью в правую сторону.
От обычных машинных инструментов бесканавочные мечники отличаются, как это видно из названия, полным отсутствием продольных канавок, а приемный конус на них значительно короче. На кончике резьбовой части расположена пара малых канавок, с наклоном оси к центру инструмента. Бесканавочные метчики на порядок прочнее других, редко ломаются, не делают брака. Так как у них более длинная резьбовая часть, их можно много раз перетачивать, поэтому срок их службы более продолжителен.

Главным достоинством бесканавочных метчиков является, несомненно, их высокая производительность во время нарезания резьбы, особенно, учитывая их применение в сквозных и глухих отверстиях, а не только в одном. Комбинированные метчики представлены двумя частями и разделяющей их шейкой, и подразделяются они на бесканавочные, двухступенчатые и сверло-метчики. Применение их очень экономит время, ведь здесь нужно пользоваться только одним инструментом, а не целым комплектом.
Какие бывают метчики и чем они отличаются
В данной статье мы вам расскажем немного про метчики.
Метчики предназначены для нарезки или корректировки резьбы внутри отверстия.
Во всех метчиках (кроме ручных) используется сплав: р18 / р6м5 / р6м5к5 / вк8 / р9м4к8 / р9м3 / HSS.
Рассмотрим несколько вариантов метчиков:
- Ручные метчики
Делаются из углеродистой стали У12А, У18А и 9хс. Служит для нарезки резьбы ручным способом. Отличается от машинного тем, что не имеют канавки для резьбонарезного патрона, а имеет только квадратный концевик, который предназначен для воротка.
- Машинно-ручные метчики
Данный вид метчиков может использоваться как в машинном так и в ручном режиме. Для машинного нам потребуется резьбонарезной патрон, куда непосредственно вставляется сам метчик. Машинно-ручной метчик подразделяется еще на несколько видов: сквозные (служат для нарезки сквозной резьбы), где метчик имеет шесть ниток и глухие (служат для нарезки резьбы до определенного уровня), где обходится уже тремя нитками.
Стоит отметить, что этот вид метчиков имеет специальную канавку на конце, которая как раз предназначена для патрона.
Так же машинно-ручной метчик может продаваться комплектами, где один, это черновой вариант, а другой уже чистовой. Существует кончено вариант комплектации из трех метчиков, но уже встречается крайне редко.
- Гаечные метчики
Гаечный метчик предназначен для нарезания резьбы на гайках за один проход. Они бывают прямые и изогнутые (для непрерывного нарезания резьбы на гайконарезных автоматах).
Для данного метчика необходимо использовать специальный патрон, но можно использовать его в ручном режиме, если конечно он имеет квадратный концевик (что не всегда бывает).
Нужно отметить, что гаечный метчик имеет более острый заход, длинную рабочую и хвостовую часть.
- Левые метчики
Само слово «левый» говорит о том, что метчик предназначен для нарезки левой резьбы (т.е. против часовой стрелки). Парой его использование просто необходимо. Например выкрутить обломок болта или исключить слабину крепления при правом вращении. Обозначаются буквами «LH».
- Дюймовые метчики
Предназначены для нарезки резьбы в дюймовой системе измерения, которая принята во многих странах, включая Великобритании, США и т.д. . Имеют дюймовую систему измерения. Применяется как для глухих, так и для сквозных отверстий. Дюймовые метчики имеют свою маркировку: UNC (крупный шаг) UNF (мелкий шаг).
- Трубные метчики
Трубные метчики, как и дюймовые измеряются дюймами и в основном предназначены для нарезания резьбы по трубам. Обозначаются буквой «G». Изготавливаются как для ручной, так и для машинно-ручной работы. Часто можно встретить, что продаются комплекты (с острым и тупым заходом)
- Конические метчики
Конические метчики бывают как трубными (обозначаются буквами «Rc»), так метрическими (буква «К»). Такие метчики используются для нарезания резьбы под конус.
Посмотреть наличие вы можете перейдя по ссылке: enes-tobin.ru/instrument/metalrez/metchiki/
Где купить метчик по металлу. Купить метчик для нарезания резьбы по металлу недорого вы можете обратившись в наш магазин по адресу г. Новосибирск, ул. Мира, 61 к1 — 2 этаж, либо отправить электронную заявку на почту [email protected].
Так же можете уточнить наличие нужного вам инструмента по телефону (383) 210-96-47
Метчик — это… Что такое Метчик?

 Метчики с квадратными хвостовиками
Метчики с квадратными хвостовикамиМетчи́к — инструмент для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Метчик хвостовой частью крепится в вороток, рабочей частью вставляется в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
При нарезании крупных резьб часто используют комплекты из двух или трёх метчиков, отличающихся размерами, на вязких материалах (титановых сплавах) используются комплекты из пяти метчиков.
Различают метчики для глухих и сквозных отверстий.
Метчики изготавливаются из твердого сплава, либо из быстрорежущей стали.
Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную. Машинный метчик отличается от ручного формой заходной части. Метчик закрепляют на станке в специальном патроне(патрон с осевой компенсацией), либо обычном цанговом патроне с цангой для метчиков. Так же в последнее время, как альтернатива патронам с осевой компенсацией, стали появляться цанги с компенсацией которые можно использовать на обычном цанговом патроне.
Для получения внутренних резьб пластическим деформированием — накатыванием — применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Литература
- Родин П. Р. Режущие инструменты. — К.: Вища школа, 1974. — С. 400.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.
См. также
Ссылки
Подбор метчика для метрической резьбы (размеры и эскизы)
