Штангенциркуль ШЦЦ-I- 300-0,01 ГОСТ 166-89 GRIFF 020471 — цена, отзывы, характеристики, фото
- Тип цифровой
- Погрешность, мкм 40
- Глубиномер да
- Разметочный нет
- Класс точности нет
- Вид ШЦЦ-I
- Размер шага, мм 0,01
 org/PropertyValue»> Диапазон, мм 0-300
org/PropertyValue»> Диапазон, мм 0-300Этот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 0,72
Длина, мм: 400
Ширина, мм: 140
Высота, мм: 25
Произведено
- Россия — родина бренда
- Китай — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты. ру.
ру.Гарантия производителя
Гарантия производителя 6 месяцевГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
СЦ «GRIFF» МСК | ул. Северянинский пр-д, вл. 14 | +7 (965) 280-37-84 |
Штангенциркуль -устройство, как пользоваться инструментом, фото – Ремонт своими руками на m-stone.ru
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
 youtube.com/embed/82yPc4p9wfs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/82yPc4p9wfs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения.
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Популярное: Изготовить стусло своими руками, или купить готовое?
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима
. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Рекомендуем: Регулировка карбюратора любой бензопилы своими руками
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом о обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности; выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения; процесс измерения; считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей.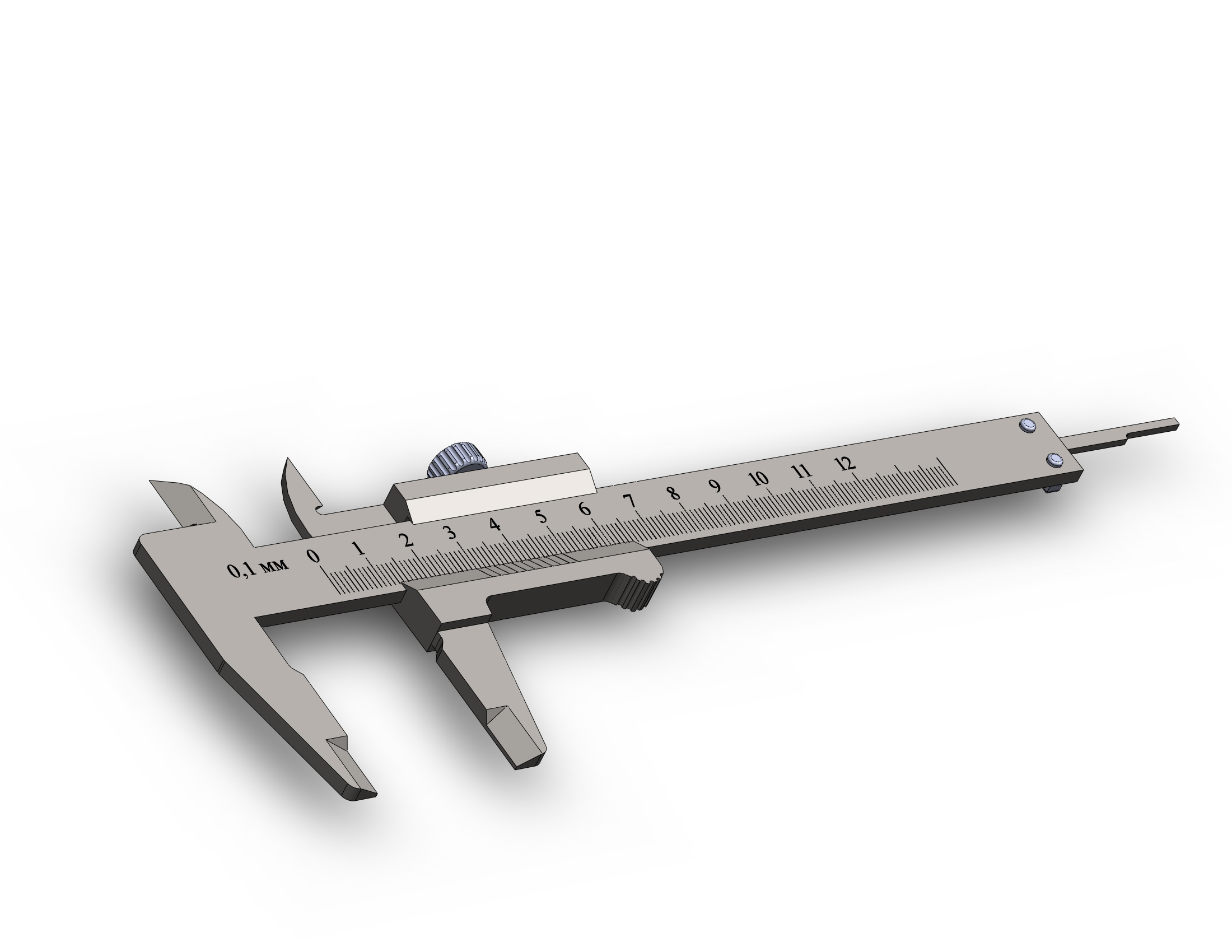 Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.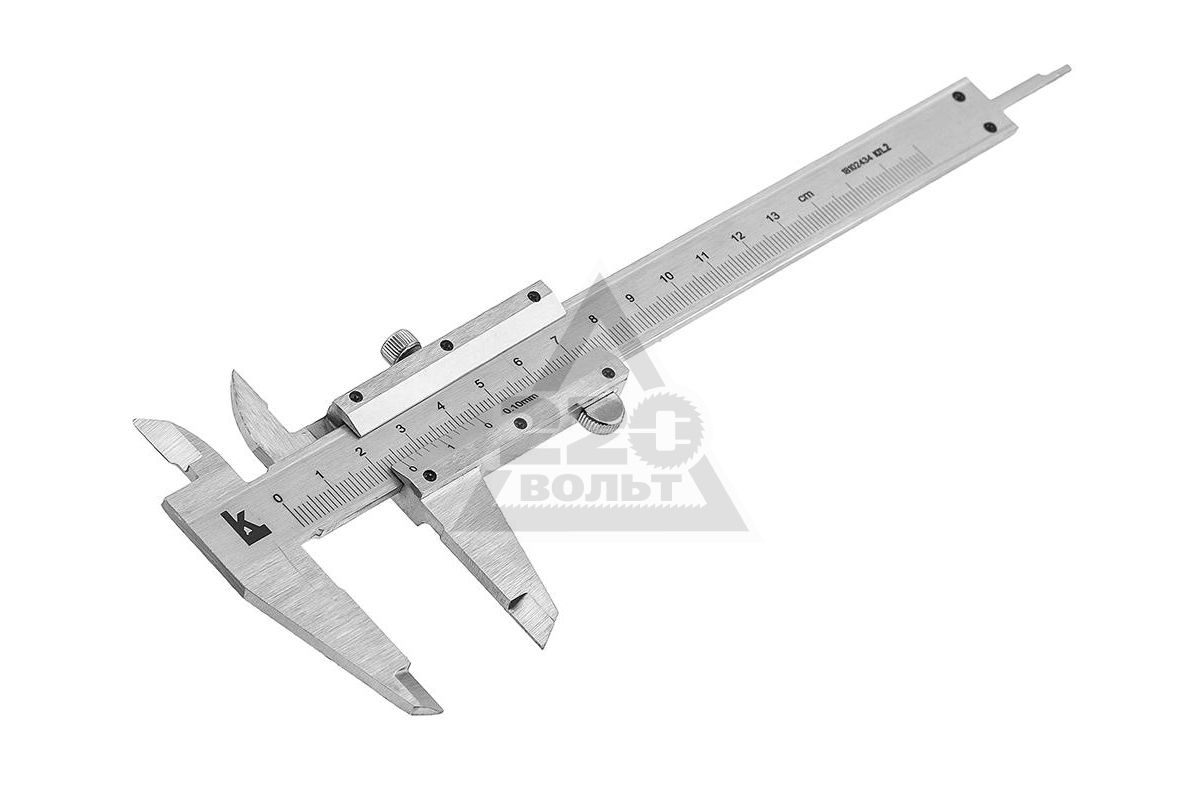
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Необходимо зафиксировать положение меток с помощью прижимного винта
Рекомендуем: Как сделать лопату для уборки снега своими руками?
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Популярное: Самодельный пресс из домкрата своими руками просто и доступно
Как пользоваться штангенциркулем
Этот универсальный инструмент способен не только измерить диаметр и линейный размер наружных и внутренних поверхностей, глубину отверстий, но также и разметить заготовки деталей, нанести линии границ для последующей их обработки.
История создания штангенциркуля уходит корнями в средние века. Первые упоминания мы находим о том, что в начале 16 века Педру Нунишем, португальским математиком, был изобретён нониус — прародитель штангенциркуля. Позже, в 1631 году во Франции математик Вернье создал аналогичный инструмент, названный верньером или нониусом. Впоследствии нониусом назвали шкалу на рамке прибора.
Штангенциркуль – это обычный циркуль на немецком языке, приспособление для проведения дуг, окружностей большого диаметра. Сам измерительный инструмент по-немецки – Messschieber (Schieblehre), что в дословном переводе значит — раздвижной измеритель (линейка). Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
В наше время существует несколько видов штангенциркулей с различной точностью измерений. Согласно ГОСТу их изготавливают четыре основных типа:
1) тип I – двусторонние с глубиномером;
2) тип Т-1 – односторонние с глубиномером и измерительными поверхностями из твердого сплава;
3) тип II – двухсторонние;
4) тип III–односторонние.
Шкала отсчёта инструмента бывает в виде линейки-нониуса, круглого циферблата со стрелочкой и цифрового электронного индикатора. Штангенциркули типа ШЦК имеют круговую шкалу со стрелкой, на которой мы видим доли миллиметров. Стрелка, наклоненная вправо, показывает на сколько сотых миллиметра размер больше целого значения. Стрелка влево – на сколько долей миллиметра величина измерений меньше целого числа. Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Подробно рассмотрим устройство прибора на примере ШЦ-1. Он состоит из штанги, рамки, двух пар губок – для внутренних и наружных размеров, шкалы нониуса и шкалы штанги, линейки глубиномера и стопорного винта для фиксации рамки. Штанга похожа на линейку длиной 150 мм с ценой деления 1 мм, на ней нанесены цифры, означающие величину в сантиметрах. Неподвижные губки установлены на штанге. Благодаря форме дополнительных губок, напоминающей лезвия ножа, во время снятия внутренних размеров шкала сразу покажет нам их итоговые цифры. Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Для того, чтобы штангенциркуль всегда оставался точным измерительным прибором, с ним нужно очень аккуратно обращаться. И до, и после работы его нужно протирать мягкой ветошью, так как остатки пыли или смазки могут повлиять на точность измерений. Для очистки нельзя пользоваться предметами, которые могут нанести механические повреждения. Например, наждачная бумага или канцелярский нож. Хранят инструмент только в сухих местах, защищенных также от попадания солнца и любого нагрева. Во время измерений избегают влаги на поверхностях деталей и руках. Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Перед работой обязательно нужно провести проверку всех частей штангенциркуля. Губки должны быть ровными, цифры на шкалах – хорошо различимые, а глубиномер не выступает из края штанги. Размеры будут точно определены, если первый штрих на штанге-линейке совпадает с таким же на нониусе, а для ШЦ-1 последняя черта на основной линейке должна совпасть с девятнадцатой по счету линией на рамке. Во время измерений не допускаем перекоса составных частей. После совмещения измерительных кромок и поверхностей детали, фиксируем последнюю при помощи стопорного винта. Размеры определяем, держа штангенциркуль на уровне глаз. Рамка не должна болтаться на линейке, перемещаем её очень плавно, не делая резких движений.
Итак, приступаем к измерениям длины, ширины или наружного диаметра предметов. Разводим губки для снятия наружных размеров и точно совмещаем с измеряемой плоскостью до достижения строгой параллельности измерительных кромок поверхности заготовки. После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
Губками для внутренних измерений будем определять внутренний диаметр цилиндрической втулки, например. Заводим их в отверстие перепендикулярно к линии поверхности в точке касания до совмещения с границами отверстия. Размер высчитываем так же, как и при проведении наружных измерений. Измеряя диаметр инструментом ШЦ-2, плюсуем к полученной цифре ширину губок, указанную непосредственно на их поверхности (к примеру, 10). Фиксирующий винт даёт нам возможность застопорить губки по размеру оригинальной детали, и, в дальнейшем, использовать штангенциркуль в качестве стандарта для заготовок.
Глубину детали измерим линейкой-глубиномером.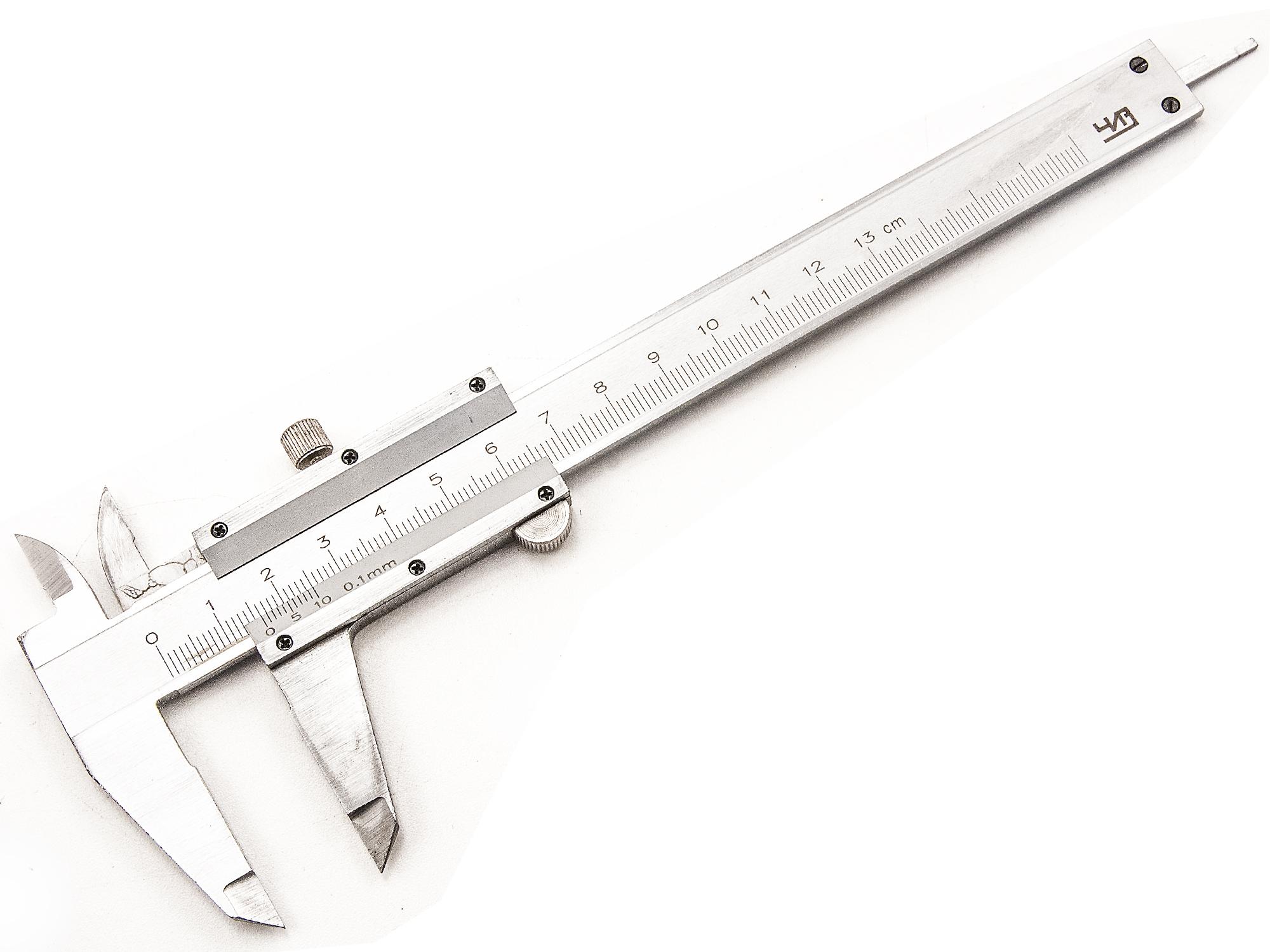 Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Для разметки деталей применяется штангенциркуль типа ШЦ-2. С помощью верхних губок инструмента можно нанести засечки, провести окружности, отметить границы заготовки.
Напоследок, о народных умельцах, которые экономят на покупке инструмента. Затачивая штангенциркуль ШЦ-1 на шлифовальном круге, они получают приспособление для разметки поверхностей, аналогичное ШЦ-2. Заострёнными губками для снятия наружных размеров можно чертить окружности или размечать заготовки. Единственный недостаток: из-за нагрузок этот инструмент прослужит недолго, и его опять нужно будет покупать и обрабатывать.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.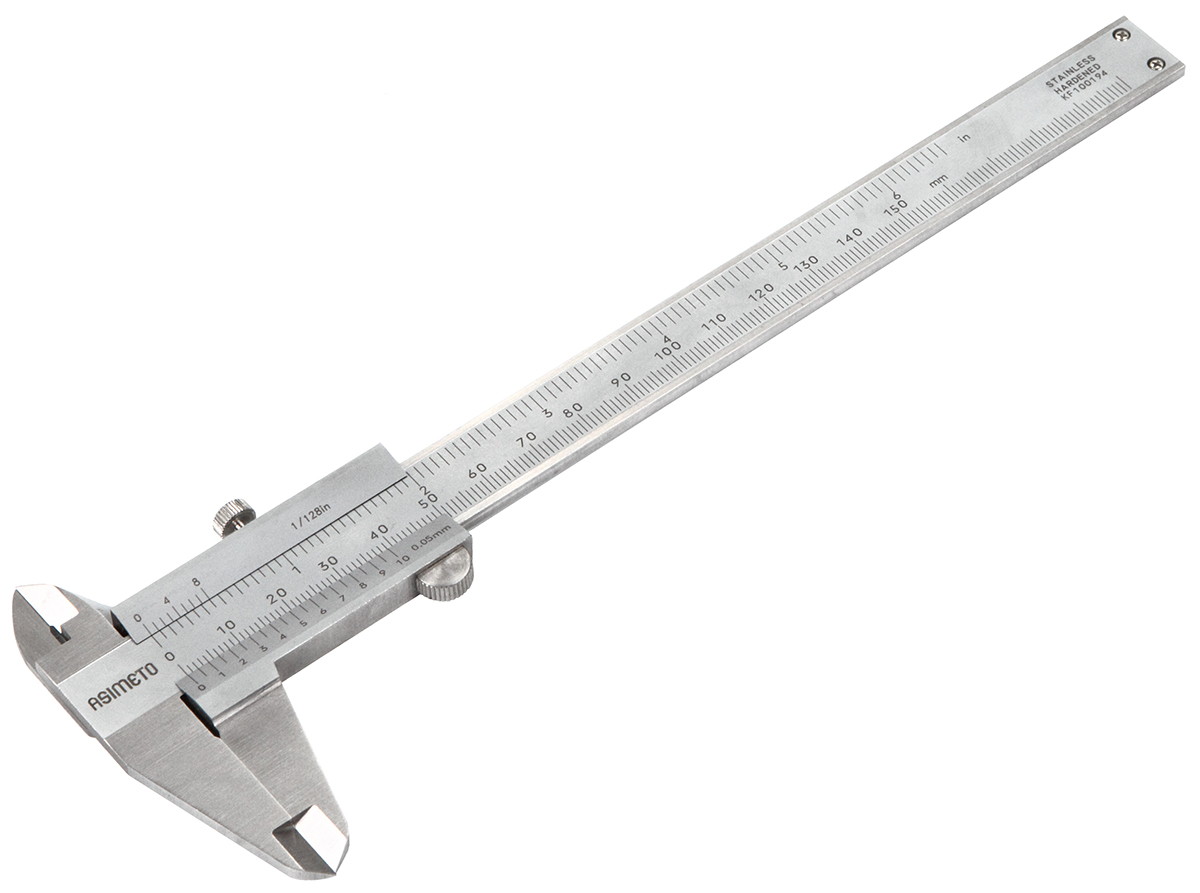
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.

- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.

Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние. При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относится
к внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении.
Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Читать также: Самодельная ленточная пила своими руками чертежи
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.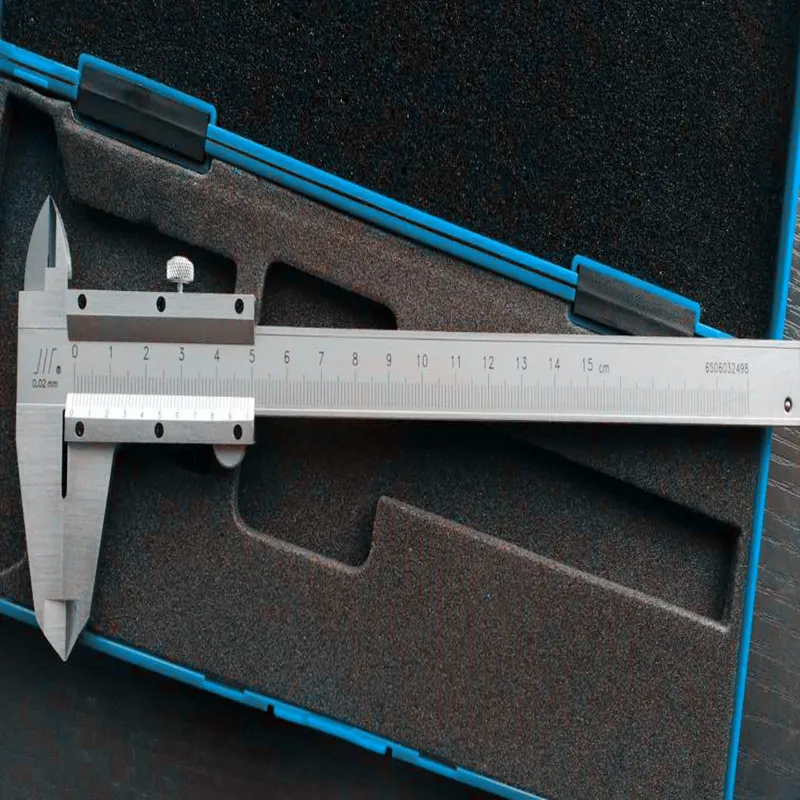
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Учимся мерить штангенциркулем. | Блог сайта Lomrem.ru
Из нашей статьи вы узнаете как правильно мерить штангенциркулем. Мы приведём различные примеры, а картинки помогут быстрее освоить
материал. Объяснять будем на доступном, понятном для вас языке.
Штангенциркуль состоит из двух частей. На первой, основной части штангенциркуля видна измерительная шкала, как на обычной линейке.
На второй, подвижной части, находится малая шкала — десять делений.
Каждое деление на малой шкале 0.1 мм. Чтобы вам было понятнее мы
решили использовать в своих примерах специальные мерительные плитки. Данные плитки имеют погрешность всего несколько микрон, поэтому
указанный на них размер очень точный.
Данные плитки имеют погрешность всего несколько микрон, поэтому
указанный на них размер очень точный.
1. Применим плитку 8.5 мм.
Слабо прижимаем губками плитку. Смотрим, с каким делением верхней шкалы штангенциркуля совпало первое (оно же нулевое) деление нижней шкалы. Первое
деление (оно же нулевое) нижней шкалы штангенциркуля остановилось между восемью и девятью миллиметрами. Следовательно, наш размер больше восьми, но
меньше девяти миллиметров.
Далее смотрим, какое деление нижней шкалы лучше совпало с любым делением на верхней шкале. У нас лучше всего совпадает четвёртое и пятое деление с верхними делениями.
Так как каждое деление на нижней шкале штангенциркуля 0.1 мм,
четвёртое совпавшее деление равно 0.4, пятое 0.5 мм. Теперь нам известно что наш размер либо 8.4, либо 8.5 мм. Если-бы размер плитки
был неизвестен, мы приняли среднее значение: 8.45 мм.
2. Пример с плиткой 1.3 мм.
В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится в положении больше одного, но меньше двух миллиметров. Целое число нам теперь известно — 1 мм.
Далее смотрим какое деление нижней шкалы штангенциркуля лучше совпало с любым делением на верхней шкале. У нас лучше совпадают второе (0.2) и третье (0.3) деление.
Возьмём среднее значение — 0.25. Получаем размер
1.25 мм. Результат близок к идеалу.
3. Пример с плиткой 40 миллиметров.
В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится ровно на сороковом делении верхней шкалы. Так-же оно лучше
всего совпадает, поэтому наш размер ровно сорок миллиметров.
Так-же существуют более точные штангенциркули, у которых каждое деление на нижней шкале равно 0.05 мм.
Мерить им точно так-же, только внимательней смотрим какое деление лучше совпадает.
Отверстия, пазы измеряются точно так-же, только пользуемся раздвижными губками.
1. Определяем целое число.
2. Находим лучшее совпавшее деление верхней и нижней шкалы.
3. Получаем число.
Самым удобным, самым точным является электронный штангенциркуль.
Он показывает размер с точностью до сотых долей миллиметра.
Как пользоваться штангенциркулем — пошаговая инструкция
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Блок: 1/4 | Кол-во символов: 268
Источник: https://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html
Правила пользования штангенциркулем
- Во время измерения детали ни в коем случае не стоит допускать ситуации, чтобы губки штангенциркуля перекашивались. После того, как они дойдут до нужного положения, их требуется зафиксировать при помощи стопорного винта, чтобы избежать вышеуказанных неприятностей.
- Во время чтения показаний прибора, следует держать его перед глазами прямо.
- При использовании устройства требуется соблюдать правила безопасности, так как концы губок у него достаточно острые и могут нанести травму.
- Хранить его следует в местах где не попадают опилки, стружка, вода, пыль и другие негативные факторы. При этом не стоит располагать его далеко от рабочего места, так как он часто используется.
- После работы и перед ее началом инструмент следует протирать чистой ветошью.
 После того, как они дойдут до нужного положения, их требуется зафиксировать при помощи стопорного винта, чтобы избежать вышеуказанных неприятностей.
После того, как они дойдут до нужного положения, их требуется зафиксировать при помощи стопорного винта, чтобы избежать вышеуказанных неприятностей.Блок: 2/3 | Кол-во символов: 803
Источник: http://www.metalstanki.com.ua/izmeritelnyj-instrument/kak-pravilno-polzovatsja-shtangencirkulem
Что такое штангенциркуль и для чего нужен
Штангенциркуль помогает определить точные размеры детали, её диаметр, толщину, глубину выемок или отверстий, расстояние между элементами.
Интересный факт! Некоторые модели прибора позволяют наносить разметку на поверхности заготовок.
Инструмент пригодится любому мастеру, мало-мальски знакомому со столярным делом. Он поможет с точностью до долей миллиметра измерить диаметр сверла или гайки, расстояние между рёбрами детали, определить ширину отверстия в стене или доске. Обычно его бережно хранят в специальных кейсах, чтобы не допустить запыления подвижных элементов.
Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Назначение штангенциркуля определяет и схему его устройства.
Блок: 2/11 | Кол-во символов: 917
Источник: https://HouseChief.ru/kak-pravilno-polzovatsya-shtangencirkulem-video.html
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке.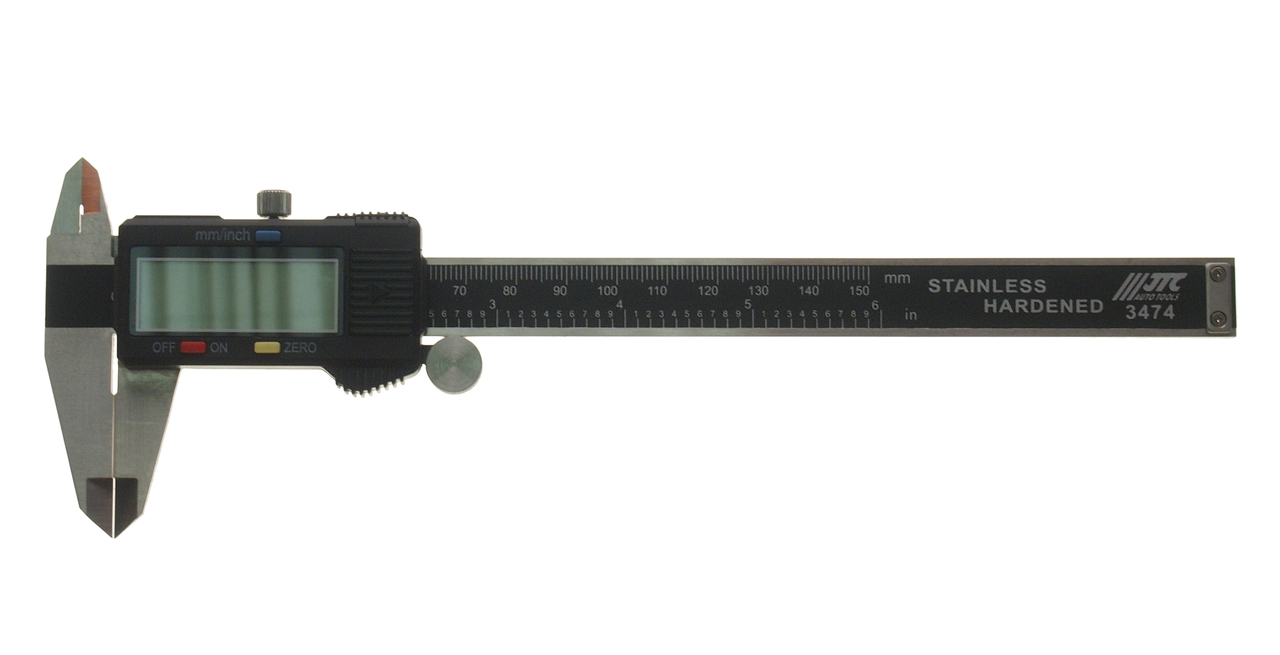 Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Блок: 3/4 | Кол-во символов: 1401
Из чего состоит штангенциркуль
Самый простой прибор, а для понимания принципа работы подойдёт как раз такой, состоит из следующих элементов.
Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Для того чтобы правильно определить, как, а главное, каким пользоваться штангенциркулем, необходимо изучить его модификации. Отправная точка для выбора прибора – точность измерений, габариты детали, а также число измерительных поверхностей.
- Диапазона измерений. Длина шкалы на штанге может составлять от 125 до 4000 мм.
- Точности прибора. Допустимая погрешность − от 0,05 мм.
- Функциональности. В частности, есть ли глубинометр или нет.
- Сложности и габаритов измеряемой детали.
- Конструкции отсчётного устройства.
Блок: 3/11 | Кол-во символов: 905
Источник: https://HouseChief.ru/kak-pravilno-polzovatsya-shtangencirkulem-video.html
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
 После этого можно снимать показания по основной и дополнительной шкале.
После этого можно снимать показания по основной и дополнительной шкале.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
фото:показания штангенциркуля
а)6,45 мм;б)1,65 мм
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения.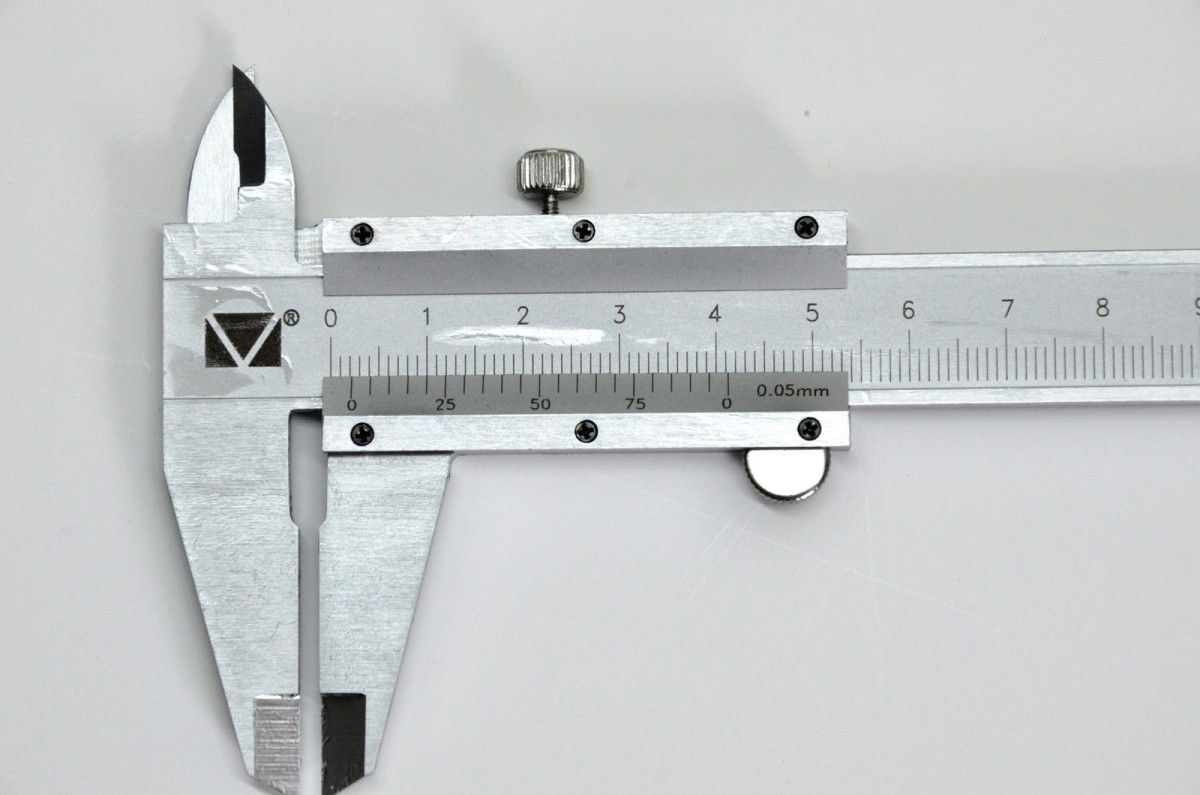 На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Существуют нониусы, которые показывают сотые доли миллиметров. Принцип измерения в них очень схож. Главное, чтобы фиксирующий элемент всегда был в рабочем состоянии, иначе невозможно будет получить точные данные, так как положение измерительного прибора будет постоянно сбиваться.
Как правильно хранить инструмент
Знаний как пользоваться штангенциркулем оказывается недостаточно, так как нужно знать правила хранения и ухода за инструментом. Лучше всего хранить инструмент в футляре, в котором он и поставляется. В любом случае, это должно быть темное сухое место, куда не попадает пыль, опилки и прочие предметы. С учетом того, что все модели делаются из металла, нежелательны контакты с влагой и скопление конденсата. Не следует допускать ударов и царапин, которые могут деформировать инструмент и снизить точность измерения. При каждом использовании требуется протирать поверхность сухой тряпкой. Аккуратное обращение позволяет пользоваться им на протяжении многих лет и даже десятилетий.
В любом случае, это должно быть темное сухое место, куда не попадает пыль, опилки и прочие предметы. С учетом того, что все модели делаются из металла, нежелательны контакты с влагой и скопление конденсата. Не следует допускать ударов и царапин, которые могут деформировать инструмент и снизить точность измерения. При каждом использовании требуется протирать поверхность сухой тряпкой. Аккуратное обращение позволяет пользоваться им на протяжении многих лет и даже десятилетий.
фото:хранение штангенциркуля в футляре
Блок: 3/3 | Кол-во символов: 3885
Источник: http://www.metalstanki.com.ua/izmeritelnyj-instrument/kak-pravilno-polzovatsja-shtangencirkulem
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.

Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Блок: 3/8 | Кол-во символов: 1936
Источник: https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
Циферблатный штангенциркуль
В этом случае принцип действия ничем не отличается от механического штангенциркуля. Единственное отличие, что здесь, вместо нониусный шкалы, используется циферблат.
Доли определяются по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену
Блок: 5/11 | Кол-во символов: 292
Источник: https://HouseChief.ru/kak-pravilno-polzovatsya-shtangencirkulem-video.html
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Блок: 5/6 | Кол-во символов: 663
Источник: https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem
Электронный штангенциркуль
Это цифровой штангенциркуль, в котором доли миллиметра считать не нужно, вся необходимая информация отразится на дисплее.
Единственное, что придётся сделать, − сложить целые миллиметры, которые показывает риска на рамке с теми долями миллиметров, которые показывает табло
Не забывайте, что электронные приборы показывают только информацию, которую в механических образцах можно было измерить по нониусной шкале. Размеры, равные или превышающие миллиметр, вы смотрите на рамке.
Размеры, равные или превышающие миллиметр, вы смотрите на рамке.
Блок: 6/11 | Кол-во символов: 500
Источник: https://HouseChief.ru/kak-pravilno-polzovatsya-shtangencirkulem-video.html
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Блок: 6/6 | Кол-во символов: 1297
Источник: https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem
Количество использованных доноров: 5
Информация по каждому донору:
- http://www.metalstanki.com.ua/izmeritelnyj-instrument/kak-pravilno-polzovatsja-shtangencirkulem: использовано 2 блоков из 3, кол-во символов 4688 (36%)
- https://HouseChief.ru/kak-pravilno-polzovatsya-shtangencirkulem-video. html: использовано 4 блоков из 11, кол-во символов 2614 (20%)
- https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html: использовано 1 блоков из 8, кол-во символов 1936 (15%)
- https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem: использовано 2 блоков из 6, кол-во символов 1960 (15%)
- https://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html: использовано 2 блоков из 4, кол-во символов 1669 (13%)
 html: использовано 4 блоков из 11, кол-во символов 2614 (20%)
html: использовано 4 блоков из 11, кол-во символов 2614 (20%)Чем отличается штангенциркуль от штангенциркуля? | Столярка своими руками
Вы не поверите, но по ГОСТу существует аж целых 6 разновидностей этого прибора. Я сам был весьма озадачен, когда узнал об этом. Ну, что давайте разбираться, чем отличаются эти шесть видов легендарного штангенциркуля.
штангенциркульПрежде чем начать… Не забываем подписаться на мой YouTube канал, а так же иногда посещать мой блог. Спасибо!
По ГОСТу 166-89 есть целых шесть видов разнообразных штангенциркулей, это: ШЦ-I, ШЦК, ШЦТ-I, ШЦ-II, ШЦ-III, ШЦЦ. Как понятно из этих сокращений, ШЦ — это штангенциркуль, но вот, что означают остальные символы, будем поочередно разбираться, а для подсказки используем тот самый ГОСТ.
Как понятно из этих сокращений, ШЦ — это штангенциркуль, но вот, что означают остальные символы, будем поочередно разбираться, а для подсказки используем тот самый ГОСТ.
В статье будут использоваться термины, обозначающие разнообразные детали и части штангенциркуля, и, что бы не грузить вас схематическими рисунками я сделал красивое фото и подписал все детали:
из чего состоит штангенциркульТак же хотелось бы добавить, что штангенциркули можно разделить на три типа по способу снятия показаний:
- нониусные — то есть классические;
- циферблатные — оснащены механическим циферблатом для удобства и быстроты снятия показаний;
- цифровые — с цифровой индикацией для безошибочного считывания.
Для понятия ГОСТа, об этом разделении обязательно нужно знать. А теперь пройдемся по ГОСТу!
ШЦ-I
ШЦ-IШЦ-I – это самый, что ни на есть классический, нониусный штангенциркуль, тот самый, с которым вы скорее всего встречались в школе. У ШЦ-I двустороннее расположение губок, для измерения наружных и внутренних размеров, и так же присутствует линейка глубиномер.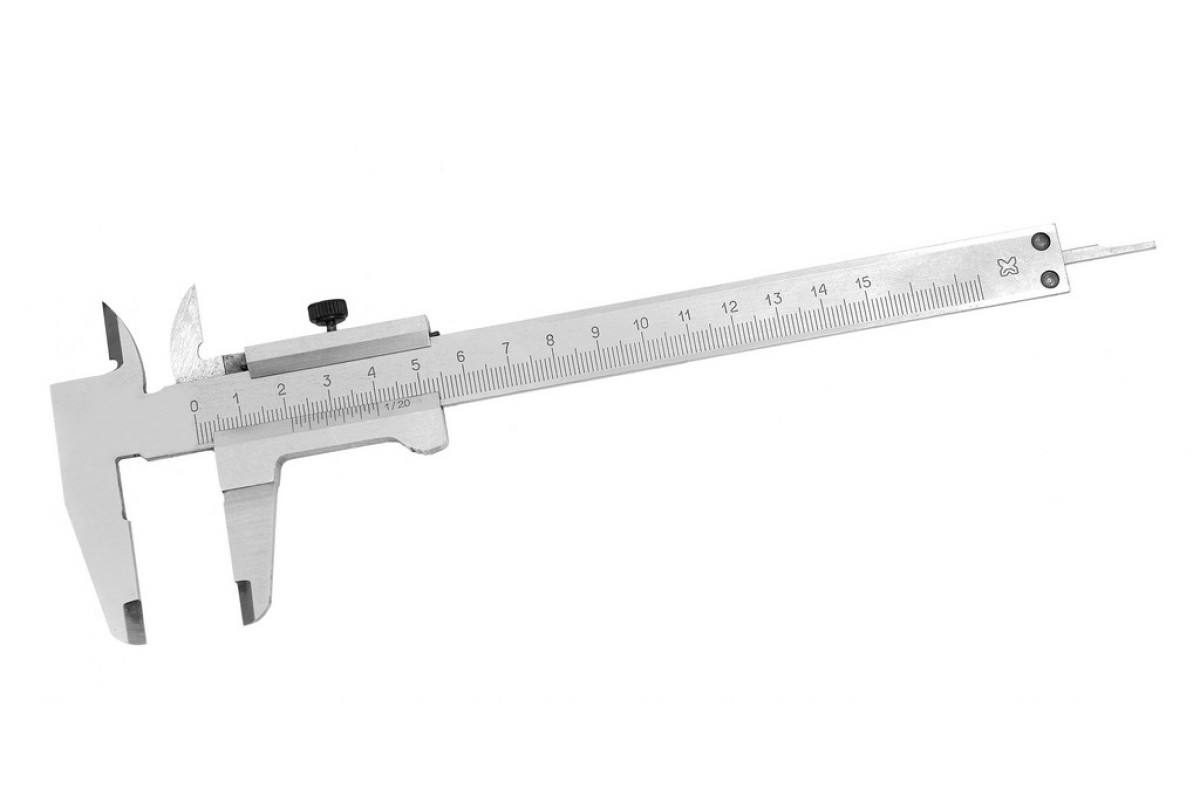
ШЦ-II
ШЦ-IIШЦ-II отличается от классического ШЦ-I, что так же предназначен для разметки, для облегчения которой оснащён рамкой микрометрической подачи.
ШЦ-III
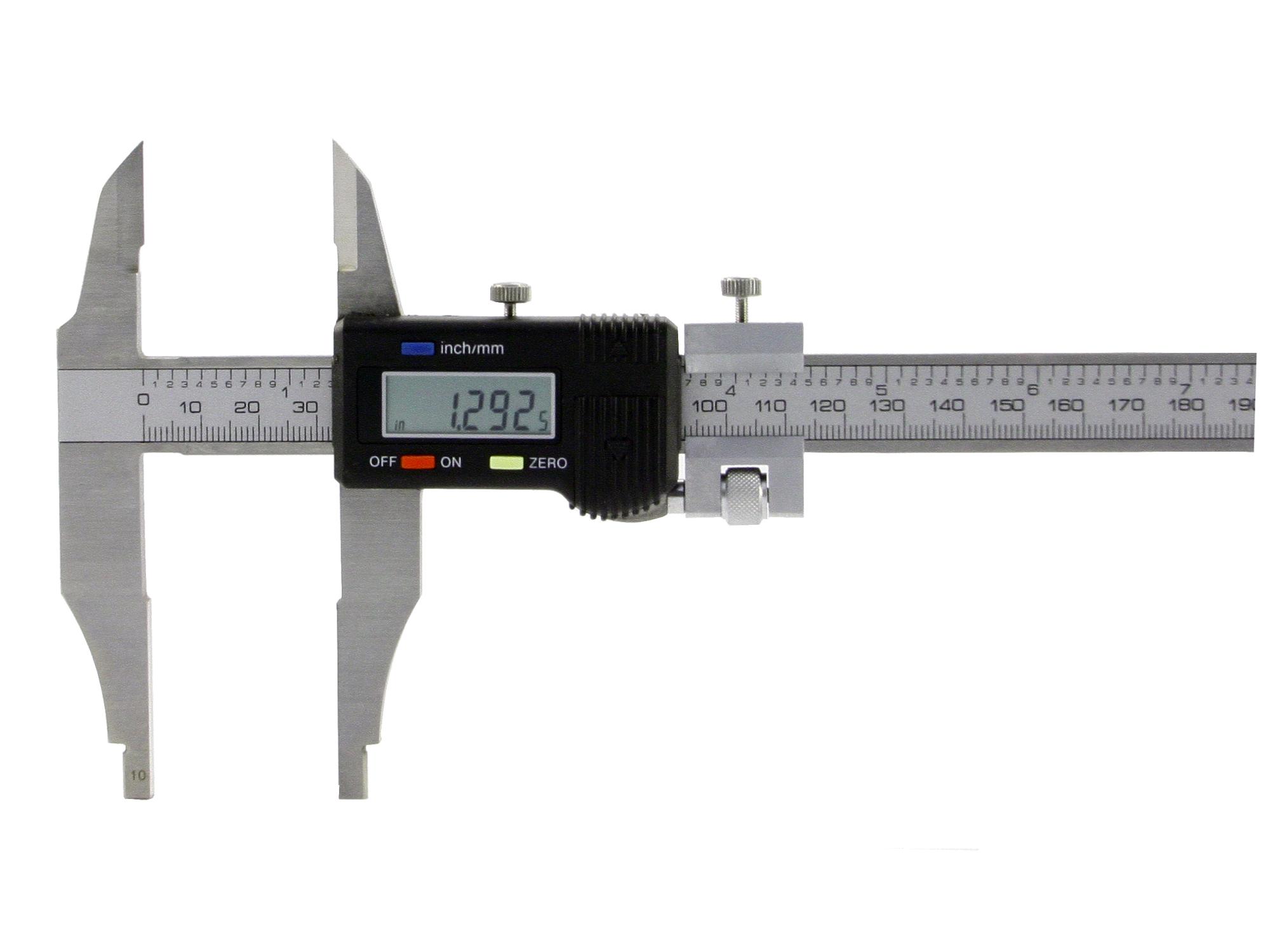
ШЦ-IIIКак видите на фото на ШЦ-III отличается ШЦ-II односторонним расположением губок, то есть губки для внутренних измерений отсутствуют. Несмотря на это ШЦ-III все так же используется для измерения наружных и внутренних размеров, просто для измерения внутреннего размера нужно делать поправку на толщину губки. Обычно поправка для расчета указывается на самой губке (цифра 10 на фото, то есть ширина каждой губки 5 мм).
ШЦТ-I
ШЦТ-IШЦТ-I это все тот же предыдущий ШЦ-III с односторонним расположением губок, но оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
Цитата их ГОСТАа:
Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 3882)
ШЦК
ШЦКШЦК — это штангенциркуль с круговой шкалой, то есть К — это круговая шкала.![]() В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Такой механический циферблат позволяет значительно проще и быстрее считывать показания.
В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Такой механический циферблат позволяет значительно проще и быстрее считывать показания.
ШЦЦ
ШЦЦШЦЦ — это последний писк моды, штангенциркуль с электронным табло.
Кстати если вы не умеете пользоваться штангенциркулем, то у меня есть интересная публикация: «Как пользоваться штангенциркулем«
Ну и если вам стало скучно, то интересное видео с новыми столярными хитростями и лайфхаками.
Буду благодарен, если посетите мой сайт LoftStyle.site, я очень буду рад гостям и критике. Если вам была интересна и полезна статья, то обязательно, просто обязательно ставим лайк и подписываемся!!! Так же не забываем про YouTube канал, там тоже все интересно. Все предложения, пожелания и критику шлите на [email protected] или же в комментарии под публикацией или же через обратную связью на сайте!
Все предложения, пожелания и критику шлите на [email protected] или же в комментарии под публикацией или же через обратную связью на сайте!
Измерение штангенциркулем
Измерение штангенциркулем
- Подробности
- Категория: Сортовой прокат
Измерение штангенциркулем
При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
Читая показания штангенциркуля, надо держать его прямо перед глазами.
Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.
Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.
После работы штангенциркуль надо протереть чистой ветошью.
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3. Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.
Как пользоваться штангенциркулем – научим каждого
Для выполнения высокоточных измерений применяется универсальный инструмент под названием штангенциркуль, получивший свое название от линейки-штанги. Работать с таким инструментом несложно. Об особенностях, разновидностях и главных характеристиках штангенциркулей мы расскажем далее.
Работать с таким инструментом несложно. Об особенностях, разновидностях и главных характеристиках штангенциркулей мы расскажем далее.
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео.
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение. Здесь важно учитывать значение деления, которое указывается на циферблате.
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей. Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности. И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом отметки на уровне «0» обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом отметки на уровне «0» обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.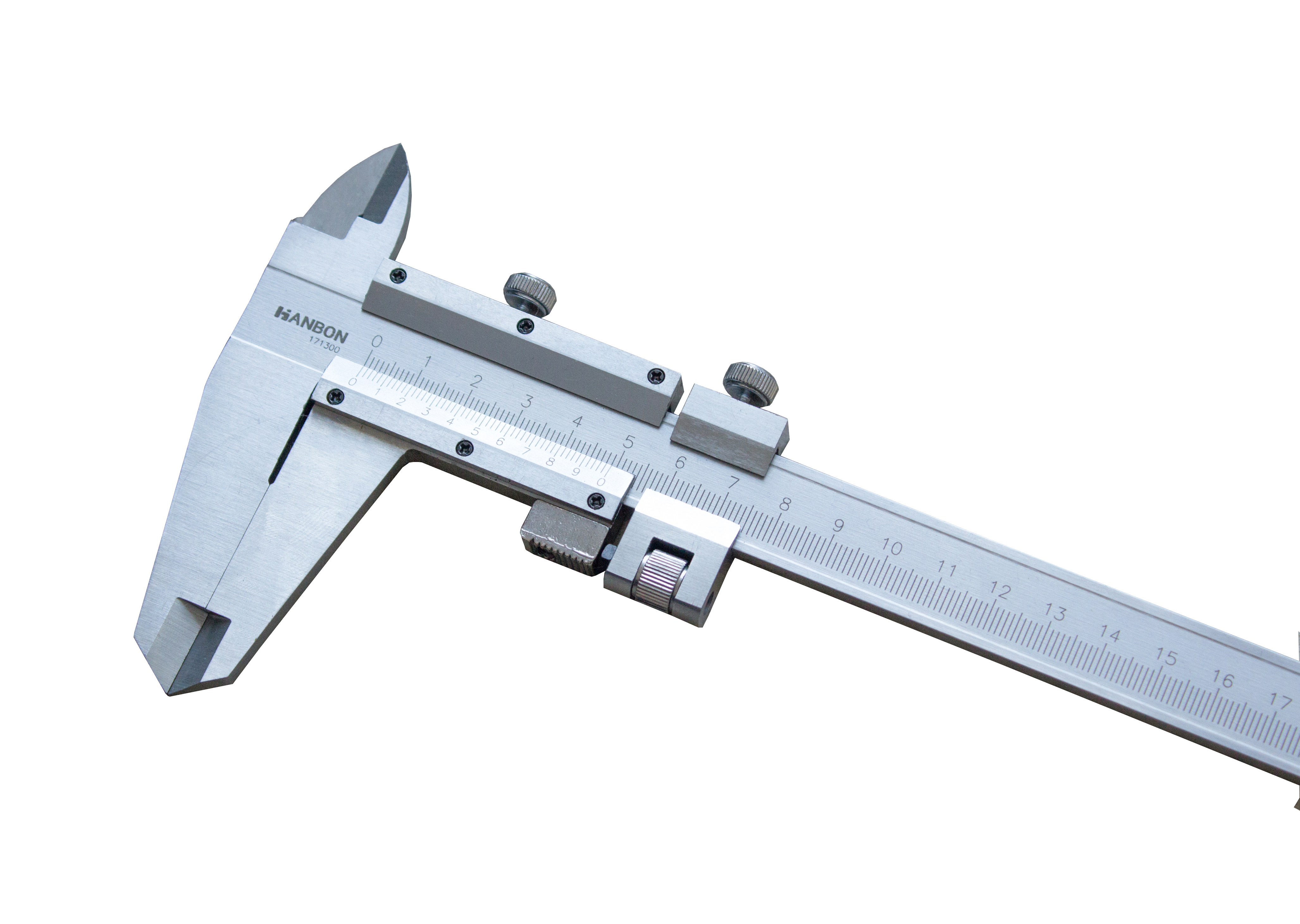
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности;
выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения;
процесс измерения;
считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей. Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Доступные разновидности
До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
с нониусной шкалой или ШЦ;с циферблатной шкалой или ЩЦК;с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
1
Штангенциркуль как гарантия точности измерений
Штангенциркуль – популярное среди домашних мастеров приспособление. Назначение этого инструмента – проведение сверхточных измерений линейных (внешних, внутренних) размеров разнообразных деталей и изделий, а также глубин пазов и отверстий. С помощью штангенциркуля можно выполнять любую разметку, затрачивая на подобную операцию минимум времени. Он гарантирует высокую скорость измерений. При этом погрешность замеров равняется нулю.
Основной частью штангенциркуля является линейка фиксированной длины, выполняющая функцию штанги
Штангенциркуль незаменим для выполнения точнейших подсчетов в разных отраслях промышленности. Он дает возможность отсчитывать доли деления. Существуют такие его разновидности, которые обеспечивают точность измерений до тысячных частей миллиметра. Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
Он дает возможность отсчитывать доли деления. Существуют такие его разновидности, которые обеспечивают точность измерений до тысячных частей миллиметра. Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
измерительная шкала;подвижные части и штанги;нониус;губки для внешних и внутренних замеров;зажимной механизм;линейка для глубинометрических измерений.
Ключевой частью штангенциркуля является линейка определенной длины (у большинства приспособлений она равняется 15 см), выполняющая функцию штанги. С ее помощью устанавливается наибольшее значение, измеряемое описываемым механизмом. На конце линейки, а также на подвижной раме прибора имеются ножевидные губки. Они предназначены для определения размеров конкретной детали, предмета. Рама дополнительно снабжена особым винтом. Он позволяет фиксировать итоги измерений.
Помощником линейки является нониус. Он нужен для получения абсолютно точных замеров. На нониусе стандартного штангенциркуля имеется 10 делений по 0,02–0,19 мм.
 При желании можно приобрести инструмент с другими показателями. Также прибор располагает небольшим «хвостиком» – специальным элементом, используемым для измерений глубины изделий.
При желании можно приобрести инструмент с другими показателями. Также прибор располагает небольшим «хвостиком» – специальным элементом, используемым для измерений глубины изделий.Какие бывают штангенциркули, их устройство и фото
Прежде всего, нужно сказать, что еще с советских времен существует классификация штангенциркулей, насчитывающая 10 основных наименований, не считая специальных инструментов, о которых мы вспомним ниже. Конечно, нет смысла все их перечислять (кто захочет, найдет эту информацию в интернете). Мы рассмотрим только основные варианты исполнения этого инструмента.
На этой фото и фото современного штангеля, размещенных выше, изображен ШЦ-І, инструмент с двусторонними губками, одними – для измерения наружных размеров (5), вторыми – для внутренних (4), имеющий дополнительную штангу глубиномера (6), расположенную в пазу основной штанги.
По штанге (1) с основной шкалой измерений (3) передвигается подвижная рамка (2) со шкалой нониуса (7). Рамка фиксируется прижимным винтом (8).
Рамка фиксируется прижимным винтом (8).
Из всей номенклатурной линейки штангенциркулей нам еще будет интересен разметочный штангель ШЦР и ШЦТ-І, имеющий твердосплавные напайки концов губок – для разметки деталей из твердых металлов.
Изменения касаются больше частностей исполнения штангенциркулей. Они могут несколько отличаться друг от друга конструктивно (односторонние и двухсторонние губки, наличие или отсутствие рамки микрометрической подачи (8), исполнением из различных материалов т.п.)
И все же для рядового пользователя принципиальными будут отличия инструментов с обозначениями ШЦК – с круговой измерительной шкалой и ШЦЦ – с цифровой электронной шкалой.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже.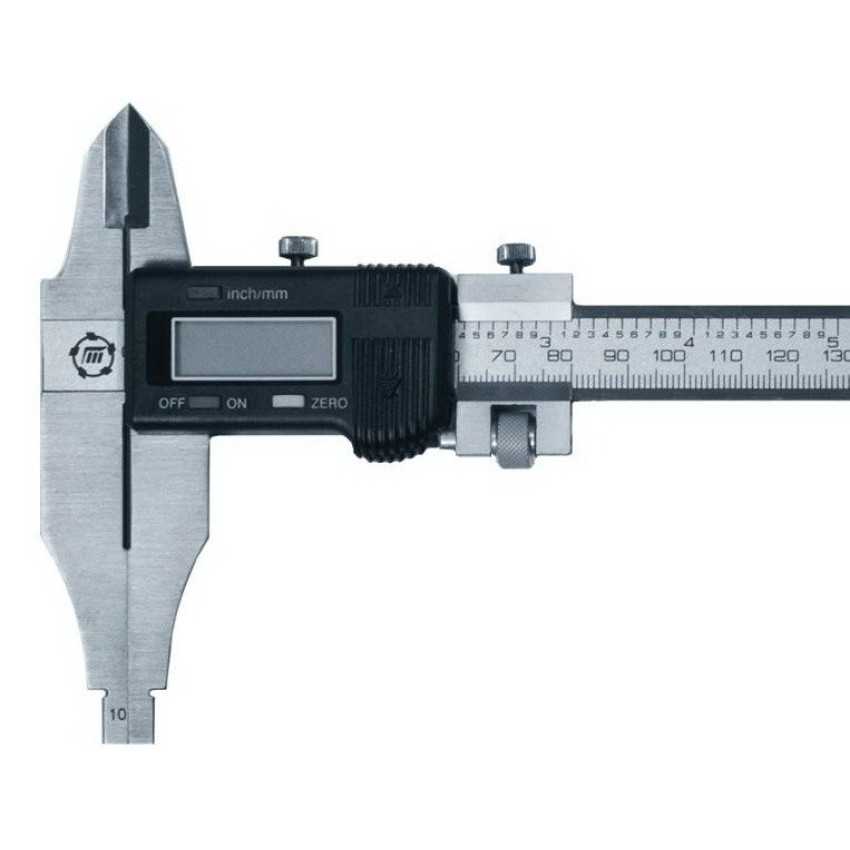 Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
Штанга.
Рамка.
Губки для наружных измерений.
Губки для внутренних измерений.
Линейка глубиномера.
Стопорный винт для фиксации рамки.
Шкала нониуса. Служит для отсчета долей миллиметров.
Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки.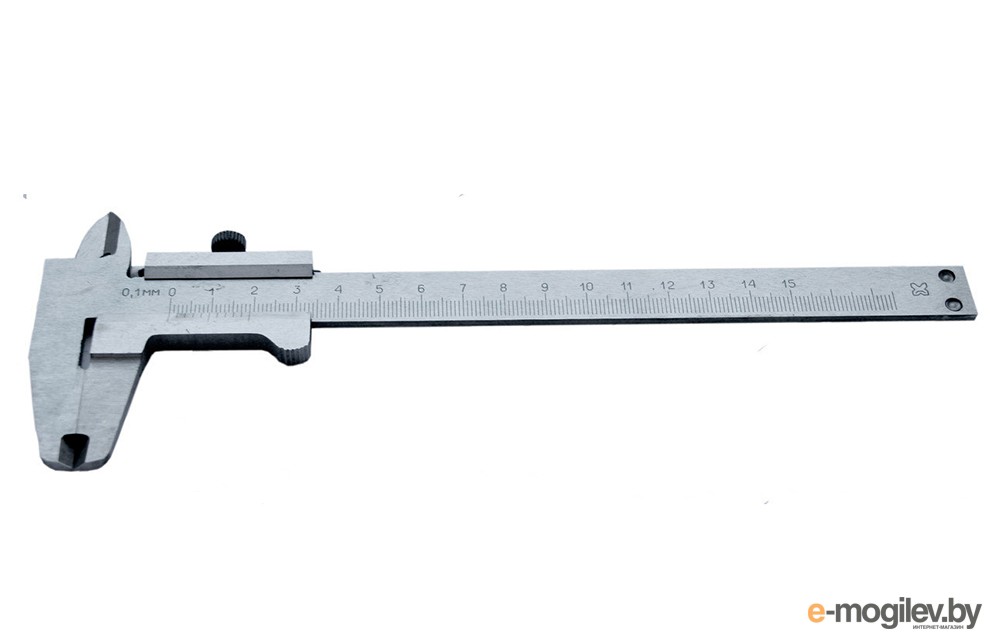 Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Источник: tehnouzel.ru
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Заключение
Штангенциркуль был и остается незаменимым и востребованным инструментом в большинстве областей производства. Каждый уважающий себя домашний мастер должен уметь им пользоваться и иметь в наличии. На рынке можно найти отечественных и зарубежных производителей. Комплектующие большей частью производятся в Китае, поэтому выявлять наиболее удобный вариант лучше конкретными измерениями.
На рынке можно найти отечественных и зарубежных производителей. Комплектующие большей частью производятся в Китае, поэтому выявлять наиболее удобный вариант лучше конкретными измерениями.
Как правильно выбрать дрель для дома Как выбрать электролобзик Какой перфоратор выбрать для дома Выбираем электрические ножницы правильно
Источники:
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/izmeritelyniy/kak-polzovatsya-shtangencirkulem.html
- http://stroi-specialist.ru/instrument/ruchnoj-instrument/shtangencirkul.html
- https://derevyannie-doma.com/materialy/ustroystvo-i-ispol-zovanie-shtangencirkulya.html
- https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
- https://bouw.ru/article/kak-vibraty-shtangentsirkuly
EBC Automotive Brake Tech — тормозные суппорты
02 Январь 2013 г.
2 января 2013 г.
EBC Automotive Brake Tech — тормозные суппорты В этой статье EBC Automotive Brake Tech мы будем обсуждать тормозные суппорты.
Тормозные суппорты являются важной частью вашей тормозной системы.Тормозной суппорт — это то, что приводит колодку дискового тормоза в контакт с вашим тормозным ротором и генерирует тормозное усилие автомобиля.
Заедание суппортов или заедание скользящих частей тормозного суппорта вызовет множество проблем, включая торможение, перегрев тормозов и горячие точки на тормозных роторах, трещины в тормозных роторах и, очень часто, оребрение ротора или истирание ротора, которое проявляется в виде канавок рекордного стиля или ребра на роторе по общей схеме.См. Ниже:
Хотя мелкое оребрение тормозных дисков является довольно распространенным явлением и, как правило, не является причиной для замены тормозного ротора, необходимо понимать причину появления следов оребрения.
В то время как большинство механиков не в состоянии демонтировать и отремонтировать тормозной суппорт, некоторые сервисные работы могут быть выполнены компетентными специалистами или вашим дилером. НЕ пытайтесь восстановить тормозные суппорты, поскольку это ВОПРОС БЕЗОПАСНОСТИ, если вы не обладаете достаточной квалификацией для этого.Следующие ниже примечания помогут людям понять основы правильной работы вашего суппорта.
НЕ пытайтесь восстановить тормозные суппорты, поскольку это ВОПРОС БЕЗОПАСНОСТИ, если вы не обладаете достаточной квалификацией для этого.Следующие ниже примечания помогут людям понять основы правильной работы вашего суппорта.
Существует несколько типов автомобильных тормозных суппортов.
В большинстве автомобилей используется суппорт скольжения с одним поршнем, который имеет единственный большой поршень на внутренней стороне суппорта, в который входит гидравлическая жидкость. Через механизм ползуна противоположная половина суппорта подтягивается к поршню, прижимающему тормозные колодки к тормозному ротору. Эти известные суппорты скольжения подвержены заклиниванию из-за коррозии в двух областях.
Ротор поврежден из-за изношенных колодок, контактирующих с ротором после преждевременного износа колодок из-за заедания поршней суппорта или ползуна суппорта.
Накладки на одну сторону автомобиля сильно изношены, другие выглядят нормально.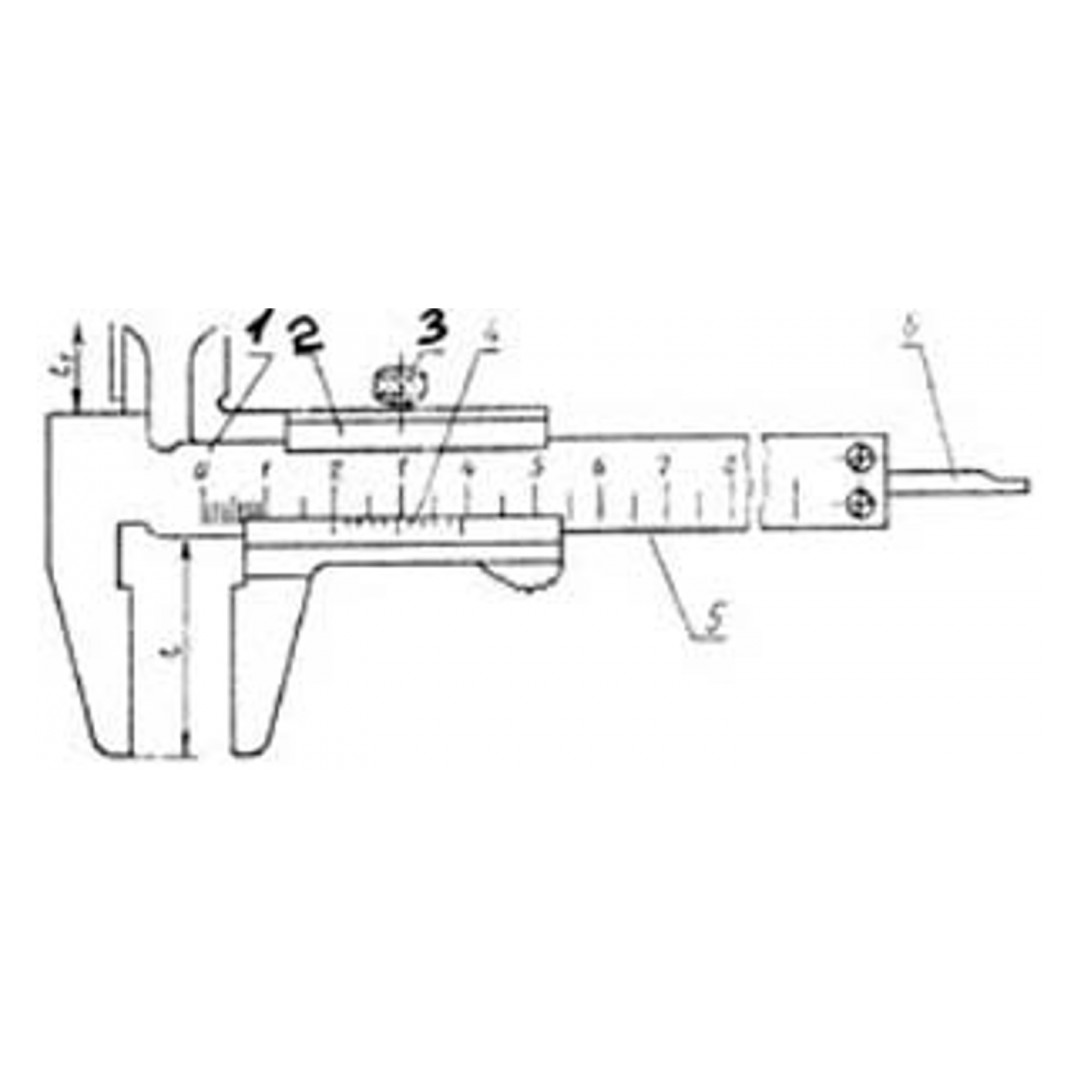 Явный признак одностороннего заедания суппорта.
Явный признак одностороннего заедания суппорта.
Направляющие
Наиболее часто в европейских автомобилях эти направляющие ржавчины становятся ржавыми, и свободное движение колодок становится невозможным. При каждой замене тормозных колодок очищайте эти направляющие с помощью проволочной щетки и наносите на них ОЧЕНЬ ТОНКОЕ количество высокотемпературной смазки, следите за тем, чтобы не соприкасаться с тормозными колодками ЛЮБОЙ смазкой или смазкой, которая может испортить тормозные колодки и вызвать ПОЛНАЯ ПОТЕРЯ ТОРМОЗА при движении.
Если колодки не могут свободно скользить по направляющим из-за ржавчины или окалины, то внешняя колодка не отключается, оставаясь в контакте с тормозным ротором после отпускания тормоза, что приведет к перегреву тормозного ротора, горячим точкам на тормозе ротор, вибрация тормоза и, в конечном итоге, задиры на поверхности тормозной колодки на той стороне тормозной колодки и ротора. Если ваш тормозной ротор выглядит так, как показано на рисунке ниже, его необходимо повернуть или заменить и установить новые колодки. На соответствующих поверхностях тормозных колодок будут видны следы ребер.
На соответствующих поверхностях тормозных колодок будут видны следы ребер.
EBC Brakes снова хочет привлечь внимание клиентов к многочисленным преимуществам роторов с пазами или роторов с отверстиями и пазами, таких как спортивные роторы серии GD или USR, которые устраняют оребрение ротора, исключают задиры и повреждения ротора, помогают тормозным колодкам служить дольше и работать кулер.
Спасибо, что прочитали статью EBC Automotive Brake Tech !
[Обновлено картинками] Конец тормозов суппорта? — Дисковые тормоза Alps & Andes
в сторону, во время моих путешествий я собрал информацию о новой разработке (по крайней мере, новой для меня), которая могла бы еще больше уменьшить скромный суппорт.Это интегрированная тормозная система, которую планируется выпустить в следующем месяце или около того в рамках подготовки к туру. Как это работает? Что ж, в нем нет металлических деталей (кроме держателей колодок), ни болтов, ни пружин. Это не просто тормозные рычаги внутри вилки, как у вилки Scapula. Самый простой способ объяснить это: V-образный тормоз, который использует угольные лезвия вилки и сиденья в качестве рычагов (и пружин) тормоза, сгибаясь внутрь (вспомните пружину Keo Blade), чтобы оказывать давление со стандартных колодок на колеса. тормозная поверхность.Как тормозной трос входит в этот импровизированный тормозной механизм? Через лапшу сбоку вилка и сиденье говорят. Если диаграмма V-Brake поможет вам это представить, вы можете увидеть ее здесь. Если вы представили себе то, что я вам только что сказал, вы, вероятно, задаетесь вопросом, как это вообще может работать, поскольку перья сиденья и лезвия вилки являются конструктивными и поэтому не идеально подходят для изгиба внутрь в то время, когда вы хотите безопасно остановить байк?
Это не просто тормозные рычаги внутри вилки, как у вилки Scapula. Самый простой способ объяснить это: V-образный тормоз, который использует угольные лезвия вилки и сиденья в качестве рычагов (и пружин) тормоза, сгибаясь внутрь (вспомните пружину Keo Blade), чтобы оказывать давление со стандартных колодок на колеса. тормозная поверхность.Как тормозной трос входит в этот импровизированный тормозной механизм? Через лапшу сбоку вилка и сиденье говорят. Если диаграмма V-Brake поможет вам это представить, вы можете увидеть ее здесь. Если вы представили себе то, что я вам только что сказал, вы, вероятно, задаетесь вопросом, как это вообще может работать, поскольку перья сиденья и лезвия вилки являются конструктивными и поэтому не идеально подходят для изгиба внутрь в то время, когда вы хотите безопасно остановить байк?
Аааа, ну … вы были бы правы. Но представьте, что я сказал вам, что у одного производителя велосипедов уже есть лезвия вилки и перья сиденья, которые разделены на две части по аэродинамическим причинам.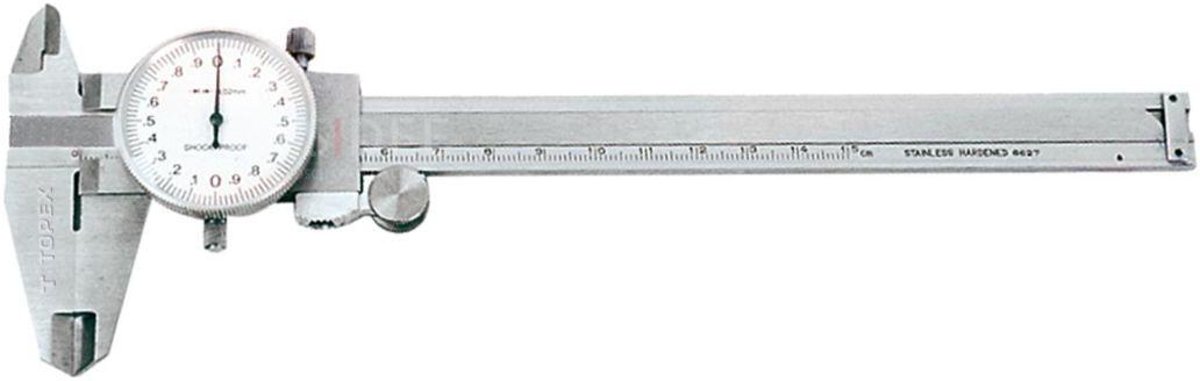 Скажем, я сказал вам, что одна из этих половинок может быть конструктивной, а другая может прогибаться внутрь для торможения. Псих? Возможно. Я сам обычно не в восторге от новых стандартов, проприетарных систем и тому подобного (длинного списка неудачных изобретений Mavic достаточно, чтобы кого-либо в этом убедить). Сказав это, возможно, это настоящий прорыв для мотоциклов высокого класса. Это, конечно, смелое решение. Он упрощает систему, имеет меньше деталей (не больше) и, по-видимому, лучше работает при остановке велосипеда.Но, как я сказал в начале этого поста, вы (читатель), вероятно, знаете ответ на этот вопрос лучше меня. Тем не менее, улучшения, которые уменьшают количество деталей и не создают новых стандартов, с которыми нужно иметь дело (при использовании существующих деталей, таких как колодки и держатели колодок), в целом звучат как хорошая идея … даже если я никогда не смогу позволить себе велосипед с указанной технологией. Так что, как и многие технологические достижения в мире велосипедов, я просто наблюдаю издалека .
Скажем, я сказал вам, что одна из этих половинок может быть конструктивной, а другая может прогибаться внутрь для торможения. Псих? Возможно. Я сам обычно не в восторге от новых стандартов, проприетарных систем и тому подобного (длинного списка неудачных изобретений Mavic достаточно, чтобы кого-либо в этом убедить). Сказав это, возможно, это настоящий прорыв для мотоциклов высокого класса. Это, конечно, смелое решение. Он упрощает систему, имеет меньше деталей (не больше) и, по-видимому, лучше работает при остановке велосипеда.Но, как я сказал в начале этого поста, вы (читатель), вероятно, знаете ответ на этот вопрос лучше меня. Тем не менее, улучшения, которые уменьшают количество деталей и не создают новых стандартов, с которыми нужно иметь дело (при использовании существующих деталей, таких как колодки и держатели колодок), в целом звучат как хорошая идея … даже если я никогда не смогу позволить себе велосипед с указанной технологией. Так что, как и многие технологические достижения в мире велосипедов, я просто наблюдаю издалека . .. почти так же, как я смотрел вечеринки мальчиков и девочек, на которые меня не приглашали в 7-м классе.В любом случае, это, безусловно, интересно, и для тех, кто глубоко увлечен аэродинамикой, это может иметь большое значение.
.. почти так же, как я смотрел вечеринки мальчиков и девочек, на которые меня не приглашали в 7-м классе.В любом случае, это, безусловно, интересно, и для тех, кто глубоко увлечен аэродинамикой, это может иметь большое значение.
А, а как легко освободить колесо от тормозов без быстрого отпускания, ведь нет суппортов? В корпус для троса на руле встроена кнопка быстрого освобождения. Нажмите и отпустите. Эта часть действительно добавляет что-то новое, но может использоваться с другими тормозными системами.
Когда я думаю обо всем этом, на ум приходит одно. Когда (не «если») эта тормозная система используется в некоторых велосипедах для велокросса, мы могли бы рассматривать кроссовые велосипеды с (считая вместе со мной) тремя тормозными системами.Консоль, диск и эта новая интегрированная система. Можно ли использовать эту систему в велосипедах для велокросса, когда проблема с очисткой от грязи? Да, так и будет. Мне сказали. «Просто отрегулировать углы».
Вы прочитали это и увидели здесь первые люди. Или, может быть, нет, потому что вы уже читали об этом в другом месте, и это старые новости для всех, кроме меня (не в первый раз). Так что, может быть, вы прочитаете это здесь третьим Или шестой.
Или, может быть, нет, потому что вы уже читали об этом в другом месте, и это старые новости для всех, кроме меня (не в первый раз). Так что, может быть, вы прочитаете это здесь третьим Или шестой.
Это конец тормозов суппорта, как так смело сказано в заголовке поста? Нет.Но печатая его, я почувствовал себя умным, авторитетным и решительным … три вещи, которые я редко чувствую в жизни. Так позволь мне быть. Скоро этот пост покажется (и будет) бесполезным. Многие говорят, что большинство моих сообщений в любом случае бесполезны … но пусть запись покажет, что сегодня, хотя бы на мгновение, я был впереди всех. Однажды.
На этом объявление закончено. А сейчас я предоставлю слово для вопросов представителей прессы.
10 лучших изображений плохих тормозов
Safe Brake — это хранилище вышедших из строя тормозных колодок, суппортов и роторов.Вот 10 самых замученных тормозов с сайта и их истории.
Дешевые колодки = дешевые результаты
Это изображение взято из сабреддита Reddit Just Rolled Into The Shop и было опубликовано пользователем SwitchedSmoke2. Эта проблема с тормозными колодками — это не проблема человека, который устанавливал тормоза, а явный случай, когда некоторые производители вторичного рынка сокращают углы, чтобы сэкономить деньги. Либо трение не правильная форма или не выровнено на опорной плите.Но ротор может быть слишком маленьким для применения (он похож на ротор оригинального производителя). Некоторые сменные роторы могут иметь меньший диаметр для экономии средств. Обе проблемы вызваны тем, что некачественные производители либо не проводят надлежащих исследований и разработок, либо проводят полевые испытания реальных автомобилей.
Эта проблема с тормозными колодками — это не проблема человека, который устанавливал тормоза, а явный случай, когда некоторые производители вторичного рынка сокращают углы, чтобы сэкономить деньги. Либо трение не правильная форма или не выровнено на опорной плите.Но ротор может быть слишком маленьким для применения (он похож на ротор оригинального производителя). Некоторые сменные роторы могут иметь меньший диаметр для экономии средств. Обе проблемы вызваны тем, что некачественные производители либо не проводят надлежащих исследований и разработок, либо проводят полевые испытания реальных автомобилей.
Тормозная колодка заедает в кронштейне суппорта
Пользователь сказал, что колодкам было всего два месяца, когда одна сторона заедала в кронштейне суппорта.
ПЛОХИЕ ТОРМОЗА: суппорт тянет
Это взято из Subreddit Reddit, который только что добавили в магазин.Я понятия не имею, как это может случиться, как и плакат, на котором говорилось, что машина обслуживалась в другом магазине. Вот некоторые из лучших комментариев:
Вот некоторые из лучших комментариев:
«Этот магазин не должен быть очень высокого калибра».
«Тормоза немного затягивают».
«Это якорь, когда нужно остановиться в лужах».
Болт кронштейна суппорта MIA
Если забыть затянуть болт кронштейна суппорта, это может произойти,
Найди ошибку!
Это изображение было размещено Vocril на форуме Reddit Just Rolled Into The Shop Forum.Владелец утверждал, что тормозил его приятель, и теперь им просто нужно пролить кровь, чтобы вернуть педаль.
Ржавые тормоза
Согласно Tuna79 из Reddit’s JustRolledIntoTheShop, эти тормоза были от трейлера для морской лодки. Лучшим комментарием к публикации был: Замечания техника: «Невозможно завершить работу. Тебе не делали прививку от столбняка.
Как они могли этого не видеть?
По моему опыту, внутренняя сторона ротора сначала изнашивается из-за заедания суппорта.На этом Chevy ротор изношен на внешней стороне и находится в поле зрения водителя, и он уже давно шлифуется.
Педаль тормоза Felt Funny
Это показывает, что может случиться с тормозными колодками эконом-класса с минимальной защитой от коррозии. Коррозии работали свой путь между опорной пластиной и фрикционным материалом. Это вызвало трения материала расслаиваться от опорной пластины. Отсутствует минимум 25 процентов фрикционного материала. Это значительная потеря тормозной способности.Пользователь, разместивший фотографию, сказал, что водитель ввел машину, потому что педаль была странной.
НЕ Грязь
Этот водитель остановился на парковке рядом со мной. Сначала я услышал скрежет тормозов. Пятно сбоку — это не грязь, это металл от роторов и колодок, прилипший к стенке фургона и ржавый!
Чехол изгибов
Эта «экономичная» тормозная колодка имела тонкую опорную пластину, которая деформировалась под давлением поршня суппорта.
Ремонт тормозного суппорта мотоцикла: 6 шагов (с изображениями)
Используйте зажимы для фиксации всех поршней, кроме одного. Я использую небольшую пластину с одной стороны, чтобы зажать два поршня вместе. Мы собираемся отклеивать по одному поршню за раз. Если у вас хромированные суппорты, как у меня, позаботьтесь о том, чтобы защитить хромированную поверхность малярной лентой.
Я использую небольшую пластину с одной стороны, чтобы зажать два поршня вместе. Мы собираемся отклеивать по одному поршню за раз. Если у вас хромированные суппорты, как у меня, позаботьтесь о том, чтобы защитить хромированную поверхность малярной лентой.
С 3 зажатыми поршнями (у некоторых суппортов есть 6 поршней, а у некоторых только 2, поэтому вы пытаетесь добиться, чтобы за один раз был свободен только один поршень), перекачайте рычаг и наблюдайте за поведением свободного поршня.Если он перемещается вперед и назад при нажатии и отпускании рычага тормоза, то поршень застревает в уплотнении. Упругое действие на уплотнение вытягивает поршень назад. Ага, выглядит прямо как поршень на резинке!
БУДЬТЕ ОСТОРОЖНЫ, ЧТОБЫ НЕ ПЕРЕРАБАТЫВАТЬ С ПОВТОРНОЙ НАКАЧИВАНИЕМ РЫЧАГА, ИЛИ ВЫ ВЫКАЧИТЕ ПОРШЕНЬ СРАЗУ ИЗ СУППОРТА. ПОЛУЧАТЬ ПОРШЕНЬ НАЗАД — БОЛЬНАЯ РАБОТА. ОДИН ИЛИ ДВАЖДЫ — ЭТО ВСЕ, ЧТО ВАМ НЕОБХОДИМО УВИДЕТЬ, ЗАКРЕПЛЕН ИЛИ НЕТ.
Если поршень частично выходит из суппорта, распылите очиститель тормозов вокруг поршня, чтобы удалить грязь, и с помощью зажима или пальца вдавите поршень обратно в суппорт. Это поможет избавиться от липкости… или нет, в зависимости от вашей удачи. Затем поверните рычаг так, чтобы поршень выдвинулся примерно на ¼ ”. Если поршень выдвигается так далеко и не всасывает обратно в суппорт, значит, он работает правильно. Распылите очиститель тормозов вокруг поршня, чтобы удалить грязь, и вдавите поршень обратно в суппорт. Потяните тормозной рычаг, чтобы вывести поршень примерно на ¼ ”. Затем отпустите рычаг тормоза и убедитесь, что поршень остается в этом положении в течение примерно 15 секунд, не засасывая его назад в суппорт через уплотнение.Если он начинает возвращаться в суппорт, попробуйте протереть открытую поверхность поршня тормозной жидкостью, чтобы смазать поверхность раздела между металлическим поршнем и резиновым уплотнением. Затем полностью вдавите поршень в суппорт. Повторите этот процесс (откачайте ¼ дюйма, протрите и нажмите назад), пока поршень не сможет двигаться наружу и оставаться наружу при отпускании рычага тормоза.
Это поможет избавиться от липкости… или нет, в зависимости от вашей удачи. Затем поверните рычаг так, чтобы поршень выдвинулся примерно на ¼ ”. Если поршень выдвигается так далеко и не всасывает обратно в суппорт, значит, он работает правильно. Распылите очиститель тормозов вокруг поршня, чтобы удалить грязь, и вдавите поршень обратно в суппорт. Потяните тормозной рычаг, чтобы вывести поршень примерно на ¼ ”. Затем отпустите рычаг тормоза и убедитесь, что поршень остается в этом положении в течение примерно 15 секунд, не засасывая его назад в суппорт через уплотнение.Если он начинает возвращаться в суппорт, попробуйте протереть открытую поверхность поршня тормозной жидкостью, чтобы смазать поверхность раздела между металлическим поршнем и резиновым уплотнением. Затем полностью вдавите поршень в суппорт. Повторите этот процесс (откачайте ¼ дюйма, протрите и нажмите назад), пока поршень не сможет двигаться наружу и оставаться наружу при отпускании рычага тормоза.
Наконец, вставьте поршень обратно в суппорт.
Снимите зажим с одного из других поршней и зажмите поршень, который вы только что освободили.Теперь приступайте к работе с оставшимися поршнями, по очереди, пока все они не освободятся.
Следите за уровнем гидравлической жидкости в резервуаре. Когда вы вдавливаете все поршни обратно в суппорт, вы можете случайно переполнить резервуар, так что следите за этим. Верно и обратное: вы хотите, чтобы в резервуаре было достаточно жидкости, чтобы не вводить воздух в систему, иначе у вас возникнут двойные проблемы, и вам придется удалить воздух из системы.
Когда последний поршень будет готов, освободите все зажимы и потяните за рычаг тормоза.Все поршни должны двигаться наружу и оставаться наружу. Один поршень может иметь большее трение, чем другие, и оставаться в суппорте. Это достаточно просто проверить, повторно зажав поршни, которые двигались, и проверив оставшийся поршень самостоятельно.
Теперь вдавите все поршни обратно в суппорт.
Пыльник скользящего пальца суппорта — что это? • Motor Works, Inc.

Мы разыграли эту роль в «Что это за среда» — это пыльник скользящего штифта тормозного суппорта!
Мы настолько заинтересовались нашим сообщением в социальной сети «Что это за среда», что решили немного его расширить.«Загадочной частью», которую мы показали, был пыльник скользящего пальца тормозного суппорта. Но что именно?
Сегодня все автомобили имеют дисковые тормоза. Основные части включают такие имена, как; тормозные колодки, суппорты, роторы или диски. Тормозной суппорт управляется гидравлически (в основном вашей ногой) и отвечает за зажатие тормозных колодок для создания трения о вращающийся тормозной ротор. Колесо прикручено к тормозному ротору.
Хотя существует несколько конструкций тормозных суппортов, наиболее распространенным типом является «плавающий» суппорт.Он состоит из двух основных частей… кронштейна (на рисунке синего цвета), который прочно крепится к компоненту подвески. Корпус суппорта (желтый на этих изображениях), который должен «плавать», чтобы можно было задействовать обе тормозные колодки, а также отпустить тормоза, когда индикатор загорится зеленым.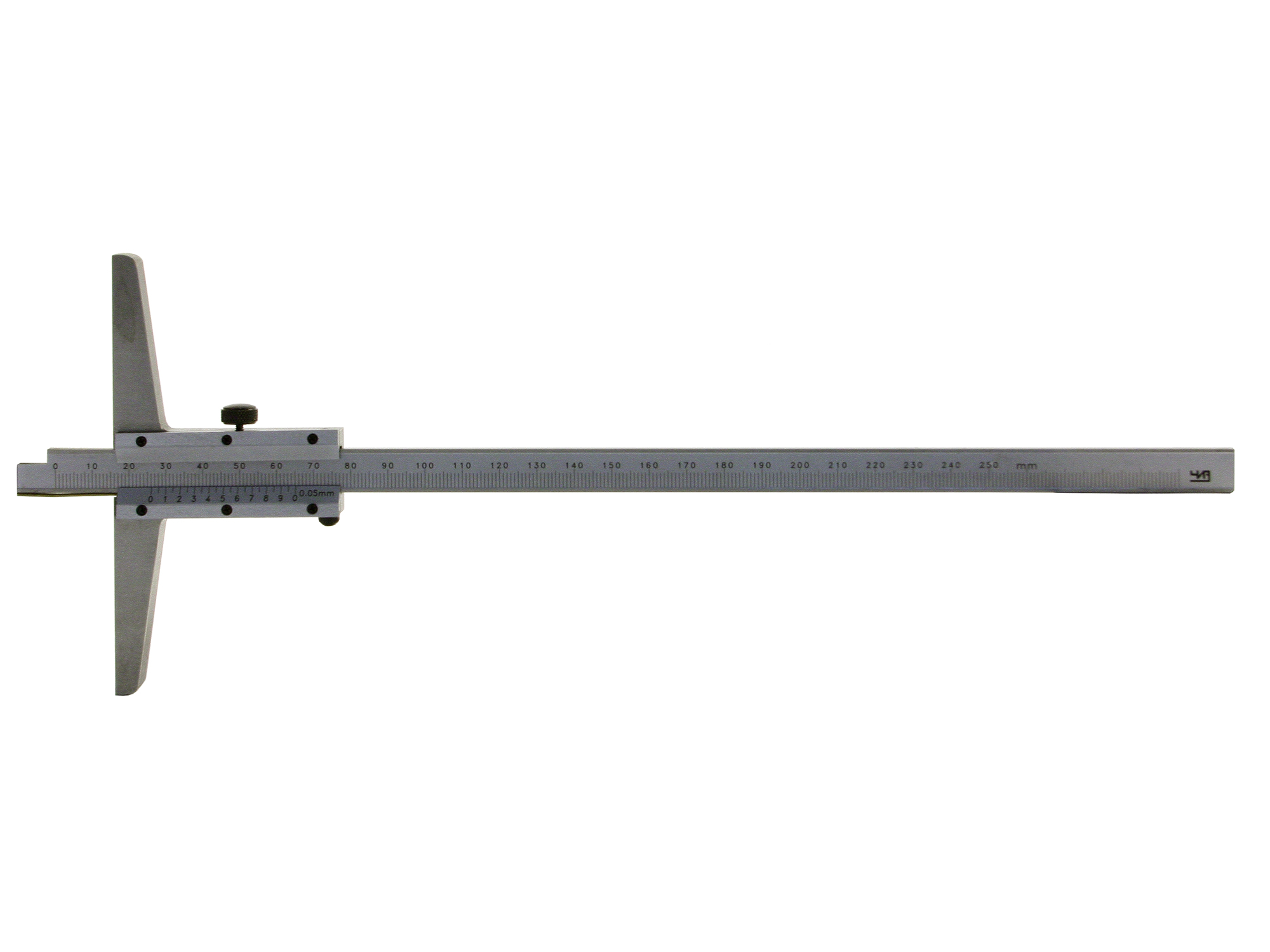
Плавающая часть прикручена болтами к двум штифтам, которые называются скользящими штифтами (на рисунке цвет бледно-лиловый). Эти штифты смазаны и обеспечивают надлежащее выравнивание суппорта с тормозным ротором и при этом обеспечивают движение, необходимое при нормальном вождении.
«Сапоги пальца» — это небольшие трубчатые ребристые резиновые детали (на рисунке красные), которые защелкиваются в пазах на скользящем штифте, а также в фиксированной скобе суппорта. Их работа заключается в том, чтобы не допускать попадания воды, песка и грязи в отверстия скользящих штифтов, а также удерживать специальную смазку внутри.
Когда булавочные сапоги больше не защищают от плохого, булавки могут заклинивать. В большинстве случаев это состояние вызывает проблемы с отпусканием или отпусканием тормоза при трогании с места. Поскольку тормоз тормозит волочащийся, последующее тепловыделение быстро вызывает износ тормозных колодок и коробление ротора.Автомобиль может тянуться в одну или другую сторону, и, по сути, он не будет останавливаться, как было задумано.
Каждый раз, когда мы обслуживаем ваш автомобиль, мы проверяем его в рамках профессиональной проверки тормозов. Вот один недорогой элемент регулярного обслуживания, который может сэкономить ОГРОМНЫЕ доллары на ремонте. — Грег
Наем в чужом имидже. Ошибка?
Допустим, вы добились хороших результатов в бизнесе, используя личностные оценки, и теперь хотите ускорить процесс привлечения талантов.Одно из ваших первых стремлений: выявлять лучших сотрудников, получать результаты их оценки и нанимать кого-то по их образу. К сожалению, хотя это может показаться заманчивым, у него есть множество недостатков.
Доктор Дженни Холлманн, директор по организационным исследованиям компании Caliper, говорит, что цель должна состоять в том, чтобы «сопоставить кандидатов на работу, а не сравнивать их с идеальным человеком». Тем не менее, она признает, что существует соблазн создать армию клонов.
«На первый взгляд это имеет смысл, — говорит Дженни.«Человек поступил хорошо — получи от него больше. Потом вы это делаете и удивляетесь, почему это не всегда получается, особенно если работа меняется. В некоторых случаях общая производительность может быть выше, если не все одинаковы. Вот почему так важно нанимать на работу ».
Потом вы это делаете и удивляетесь, почему это не всегда получается, особенно если работа меняется. В некоторых случаях общая производительность может быть выше, если не все одинаковы. Вот почему так важно нанимать на работу ».
Рабочие группы выигрывают от разнообразия. Вам нужны идейные люди и голосовые коммуникаторы, но фасилитаторы и исполнители не менее ценны. Если вы возьмете на работу всех откровенных «чемпионов», мыслящих масштабно, кто будет следить за магазином и добиваться своей цели?
Есть несколько опасностей при найме на работу, изображающую чей-то имидж.А именно, личность не может предсказать все аспекты выполнения работы. Кроме того, на каком уровне работают ваши лучшие сотрудники и нужно ли вам поднять планку? Вам также необходимо учитывать, когда вы в последний раз оценивали человека и основывались ли это на текущих критериях работы.
«Часто, хотя это может быть интересно и дать вам некоторые рекомендации по пониманию личностных качеств ваших лучших игроков, вы, вероятно, не захотите нанимать в этом духе», — добавляет Дженни. «Вам лучше понять требования к работе сейчас и в будущем.”
«Вам лучше понять требования к работе сейчас и в будущем.”
Размышляя о будущем, обратите внимание на следующее:
- Будет ли ваш бизнес продолжать расти, или вы находитесь в периоде застоя?
- Какую роль будут играть инновации?
- Придется ли вам выполнять больше работы с меньшими ресурсами?
Ответы на эти вопросы сформируют для вас решение «Суппорт». Соответственно, мы поможем вам разобраться в работе, создав модель компетенций.
Возьмем менеджера среднего звена, который обычно должен управлять процессами, добиваться результатов, создавать команды и делегировать полномочия.Но, допустим, времена тяжелые, и менеджеру приходится «делать больше с меньшими затратами». Благодаря опыту и моделям работы Caliper вы не будете придерживаться фиксированной формулы. Модели компетенций гибки и могут корректироваться по мере изменения потребностей бизнеса. Это не рецепт бабушкиного воскресного соуса. Штангенциркуль может изменять ингредиенты при изменении ролей.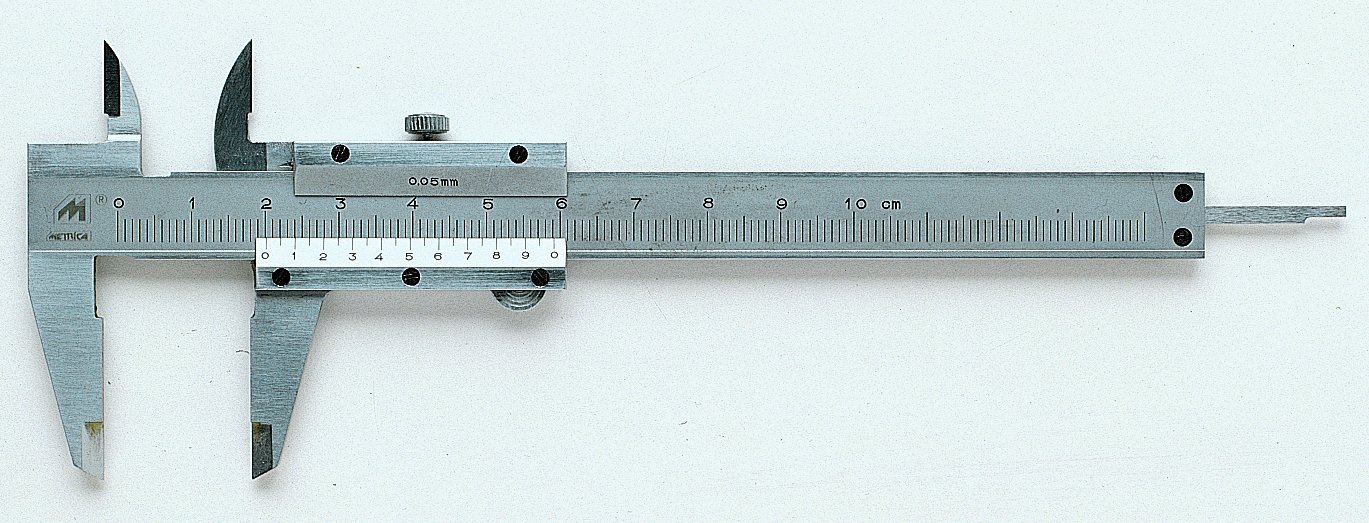 В метафорическую кастрюлю можно добавить немного активного слушания, управления инновациями, деловой хватки и стратегического управления талантами.
В метафорическую кастрюлю можно добавить немного активного слушания, управления инновациями, деловой хватки и стратегического управления талантами.
В будущем даже ваши устойчивые позиции могут измениться, поэтому не стоит зацикливаться на тех, кто добился за последние несколько лет, не говоря уже о десятилетии назад.
Raybestos: лучшее в тормозах
Raybestos расширяет зону действия суппортов и ротора для коммерческих автомобилей
MCHENRY, Ill., 6 октября 2020 г. — Raybestos® добавил новые номера деталей ротора и суппорта в свою линейку тормозных продуктов премиум-класса, чтобы еще больше расширить охват для коммерческого транспорта. по словам Кристин Гронс, менеджера по маркетингу Raybestos.
«С приближением суровой зимней погоды мы добавили новое покрытие ротора и суппорта для коммерческих автомобилей Ford® Transit, включая роторы с покрытием, защищающие от непогоды.В этом году мы так сильно полагались на этих важных водителей и хотим, чтобы они знали, что они могут положиться на Raybestos, чтобы удержать свои трудолюбивые грузовые фургоны на дороге », — сказал Гронс.
Element3 ™ было добавлено для Ford Transit-150, Transit-250 и Transit-350 2020 года, а также Ford Transit Connect 2018-2020 гг. Покрытие ротора было добавлено к линейке Raybestos Specialty для Ford Transit-150, Transit-250 и Transit-350 2020 года.
Тормозной суппорт был добавлен к Raybestos R-Line для Ford Transit-150, Transit-250, Transit-350 и Transit-350-HD 2015-2019 гг.
Роторы с покрытием Raybestos Element3 сочетают в себе полное покрытие Grey Fusion 4.0 ™ с материалами, соответствующими оригинальным изготовителям, конструктивными размерами и производственным процессом. Сочетание этой запатентованной технологии отделки и инженерных разработок для конкретных автомобилей обеспечивает длительную защиту от ржавчины, оптимальное охлаждение, лучшие в своем классе характеристики, сверхгладкое торможение и максимальный срок службы.
Raybestos Speciality Rotors — идеальное решение для приложений, подверженных шуму, включая грузовые автомобили, среднетоннажные и школьные автобусы.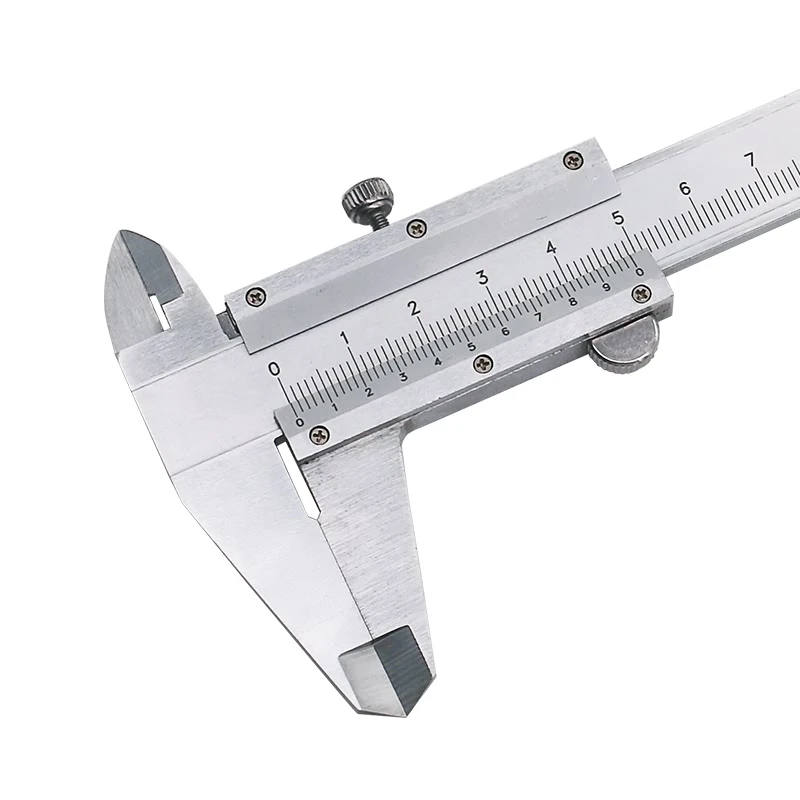 Конфигурация охлаждающих лопаток для конкретного автомобиля и утюг для конкретного применения в совокупности снижают шум и улучшают реакцию тормозов, обеспечивая сверхплавное и сверхтихое торможение в течение более длительного периода времени.
Конфигурация охлаждающих лопаток для конкретного автомобиля и утюг для конкретного применения в совокупности снижают шум и улучшают реакцию тормозов, обеспечивая сверхплавное и сверхтихое торможение в течение более длительного периода времени.
Тормозные суппорты Raybestos R-Line с восстановленным покрытием разработаны для работы в самых суровых погодных условиях. Процесс цинкования помогает предотвратить ржавчину и обеспечивает защиту от любых погодных условий. Пластинчатые тормозные суппорты сохраняют свой высококачественный внешний вид на протяжении всего срока службы, обеспечивая неизменную функциональность и увеличенный срок службы.
.
