| Лидеры продаж ВИКШаблон Красовского УШК-1 Эталоны чувствительности канавочные Магнитный прижим П-образный Фотоальбом дефектов основного металла Термометр testo 905-T2
|

 Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования.
Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования. youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
Как пользоваться микрометром гладким — советы и рекомендации
Не случайно специалисты метрологических служб утверждают, что точность измерений — это гарантия качества изделий и безопасности их использования. Особенно это важно при производстве и ремонте техники, автомобилей, оборудования и деталей, когда размеры каждой заготовки должны строго соответствовать установленным нормативам. Контроль соблюдения допусков по размерам при изготовлении деталей в промышленности и в мастерских ведется с помощью специального прибора — микрометра. Используя его, можно определить толщину металлического листа, диаметр цилиндрической детали, длину заготовки и т.д. с точностью до десятых или даже сотых долей миллиметра. А чтобы не ошибиться, нужно знать, как правильно пользоваться микрометром. Все разновидности микрометров можно увидить в нашем каталоге, а также купить, отправив нам заявку. Сегодня расскажем о способе измерения микрометром гладким.
Контроль соблюдения допусков по размерам при изготовлении деталей в промышленности и в мастерских ведется с помощью специального прибора — микрометра. Используя его, можно определить толщину металлического листа, диаметр цилиндрической детали, длину заготовки и т.д. с точностью до десятых или даже сотых долей миллиметра. А чтобы не ошибиться, нужно знать, как правильно пользоваться микрометром. Все разновидности микрометров можно увидить в нашем каталоге, а также купить, отправив нам заявку. Сегодня расскажем о способе измерения микрометром гладким.
Введение прибора в эксплуатацию
Прежде чем приступать к измерениям, микрометр нужно подготовить к работе и узнать как пользоваться прибором. Для начала необходимо очистить его металлические детали от консервирующей смазки, которая была нанесена производителем для защиты от коррозии при хранении прибора.
После этого провести проверку и при необходимости сделать калибровку микрометра. Это очень ответственный этап, от которого зависит точность последующих измерений, а, следовательно, и качество готовых изделий.
Сначала делают установку значения на начало деления шкалы: на нуль — у микрометров с диапазоном измерения от 0 до 25 мм, на 25 мм — у моделей с диапазоном от 25 до 50 мм и т.д. Затем, смыкают до предела мерительные поверхности пятки и винта. У приборов с диапазоном измерения от 0 до 25 мм — смыкают до полного соприкосновения, у моделей с диапазоном от 25 до 50 мм — между пяткой и винтом зажимают специальный блок, длина которого равна 25 мм. После нужно убедиться, что скошенный край барабана установлен так, чтобы на основной шкале был виден штрих минимального деления (0, 25, 50, 75 мм и т.д., в зависимости от модели микрометра). При этом начальное деление круговой шкалы должно точно совпадать с горизонтальной линией на стебле прибора. Если все параметры совпали, Вы можете не сомневаться в точности измерений микрометра и приступить к его использованию.
Но случается, что деления не совпадают. В этом случае нужно отрегулировать механизм.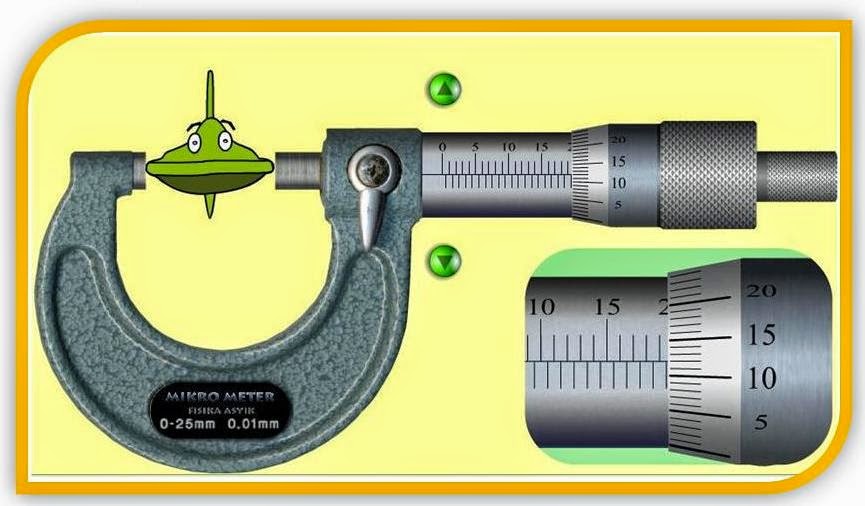 Микровинт фиксируется специальным стопором, ослабляется накидная гайка, которая находится в основании трещотки — обеспечивается свободный ход корпуса барабана вокруг оси. Это позволяет совместить деление с минимальным значением на барабане с горизонтальной линией на стебле прибора. Затем, следует снова закрутить гайку, придерживая барабан. Завершающим этапом является повторная проверка. Убедившись в точности микрометра, можно приступать к измерениям, только так удастся получить верные данные.
Микровинт фиксируется специальным стопором, ослабляется накидная гайка, которая находится в основании трещотки — обеспечивается свободный ход корпуса барабана вокруг оси. Это позволяет совместить деление с минимальным значением на барабане с горизонтальной линией на стебле прибора. Затем, следует снова закрутить гайку, придерживая барабан. Завершающим этапом является повторная проверка. Убедившись в точности микрометра, можно приступать к измерениям, только так удастся получить верные данные.
Измерения по всем правилам
Допустим, Вам нужно измерить какую либо деталь, чтобы подогнать его под необходимый размер. Сначала подготовьте деталь к измерениям: удалите с ее поверхности грязь, стружку, масло, протрите насухо чистой тканью. Так Вы снизите вероятность погрешности, которая может возникнуть при попадании мельчайших частиц между поверхностью изделия и губками микрометра.
Для вычисления линейного размера деталь нужно поместить между пяткой микрометра и винтом, потом подвинуть губку практически вплотную к поверхности детали, вращая рукоятку микрометрического винта. Убедитесь, что поверхности детали находятся параллельно поверхностям губок, после этого зафиксируйте ее до конца, провернув трещотку. После трех щелчков вращение трещотки нужно прекратить — так обеспечится плотное соприкосновение мерительных поверхностей с деталью и давление на винт не превысит допустимое (например, в 3 или 7 Н, в зависимости от типа устройства). Ведь слишком сильное воздействие может деформировать деталь, если она выполнена из мягкого металла, или же стать причиной поломки микрометра. Когда деталь надежно зажата и давление на нее оптимальное, можно считывать значения на шкале делений.
Убедитесь, что поверхности детали находятся параллельно поверхностям губок, после этого зафиксируйте ее до конца, провернув трещотку. После трех щелчков вращение трещотки нужно прекратить — так обеспечится плотное соприкосновение мерительных поверхностей с деталью и давление на винт не превысит допустимое (например, в 3 или 7 Н, в зависимости от типа устройства). Ведь слишком сильное воздействие может деформировать деталь, если она выполнена из мягкого металла, или же стать причиной поломки микрометра. Когда деталь надежно зажата и давление на нее оптимальное, можно считывать значения на шкале делений.
Основное правило вычисления размера детали при проведении измерений микрометром заключается в том, что сначала отсчитывается целое число миллиметров, а затем — доли. Значение целых миллиметров нужно смотреть на неподвижной шкале: отсчитываем количество делений до края подвижной шкалы, например, получаем 22 мм. Чтобы вычислить доли, нужно посмотреть на подвижную шкалу, шаг делений которой может составлять 0,01 или 0,001 мм, в зависимости от модели микрометра. Устройства с шагом в 0,001мм позволяют получить наиболее точные данные, особенно это важно, если приходится работать с тончайшими металлическими пластинами, проводами и другими мелкими элементами. Итак, в месте совпадения горизонтальной линии неподвижной шкалы и деления подвижной шкалы будет число, например, 0,14 мм. Складываем целое число и доли (22+0,14мм), получаем длину измеряемой детали (22,14 мм).
Устройства с шагом в 0,001мм позволяют получить наиболее точные данные, особенно это важно, если приходится работать с тончайшими металлическими пластинами, проводами и другими мелкими элементами. Итак, в месте совпадения горизонтальной линии неподвижной шкалы и деления подвижной шкалы будет число, например, 0,14 мм. Складываем целое число и доли (22+0,14мм), получаем длину измеряемой детали (22,14 мм).
Следует помнить! Полученное значение может отличаться от фактической длины детали на тысячные доли миллиметров, ведь у каждого прибора есть допустимый показатель погрешности, например, 0,002 или 0,001 мм. Чтобы его значение не превышало заводские параметры микрометра, нужно периодически делать проверку и калибровку прибора, которые были описаны выше.
Правильный уход — залог точных измерений
Независимо от того, какие измерения Вам приходится делать, сравнительные, совокупные, метрологические или контрольные, микрометр должен всегда быть готов к использованию. Поэтому очень важно поддерживать его в рабочем состоянии и знать как пользоваться микрометром.
Поэтому очень важно поддерживать его в рабочем состоянии и знать как пользоваться микрометром.
После использования очищайте устройство от грязи и пыли, ведь очень часто приходится работать в условиях повышенной запыленности или когда при обработке деталей образуется металлическая стружка. Особенно тщательно очищайте мерительные поверхности губок, ведь по требованиям они должны сохранять свою первоначальную форму и гладкость, поэтому никакие абразивы не должны стать причиной их повреждения. Чтобы при хранении и транспортировке защитить измерительный прибор от ударов, лучше поместить его в специальный кейс.
Надеемся что наша статья будет вам полезна. Решив приобрести микрометр, смело отправляйте нам заявку, или позвоните по короткому номеру (351) 211-01-91.
С удовольствием проконсультируем по всем вопросам. Ваш «УралИнструментИмпЭкс».
Измерительные приборы используемые при ремонте Renault Logan / Рено Логан
Плоские щупы
• Плоские щупы используются для
измерения небольших зазоров и отверстий. Их
также можно использовать для измерения осевого люфта компонента на валу,
если нет возможности использовать индикатор часового типа.
Их
также можно использовать для измерения осевого люфта компонента на валу,
если нет возможности использовать индикатор часового типа.
• С плоскими щупами необходимо обращаться крайне осторожно, чтобы избежать их повреждения и деформации. На поверхности каждого плоского щупа указан размер. Храните их в чистоте, слегка смазав, чтобы предотвратить коррозию.
• При измерении зазора выберите плоский щуп, который будет с натягом устанавливаться между двумя компонентами. Возможно, придется использовать сразу два щупа, чтобы точно измерить зазор.
Микрометры
• Микрометр представляет собой
точный измерительный инструмент, который способен измерить расстояние от
0,01 до 0,001 мм. Всегда храните микрометр в отдельном корпусе, а не в комплекте инструментов. Его необходимо хранить в чистоте и не подвергать ударам, в
противном случае скоба или пятка может
быть повреждена, следовательно, полученные результаты будут неточными.
• Микрометры с внешней шкалой измерения используются для измерения внешнего диаметра компонентов, к тому же сфера их применения намного шире, чем у микрометров с внутренней шкалой измерения. В свободной продаже есть микрометры различных размеров, например, от 0 до 25 мм, от 25 до 50 мм и так далее с шагом 25 мм. Некоторые большие микрометры оснащены сменными пятками, чтобы увеличить диапазон возможных измерений. В общем, самая большая деталь, которую вам придется измерять на мотоцикле, — это поршень (необходимо измерить его диаметр).
• Микрометры с внутренней шкалой измерения используются для измерения внутреннего диаметра, например, в направляющих клапанов и гильз цилиндров. Телескопические нутромеры и микрометры с внутренней шкалой используются вместе с микрометрами с внешней шкалой, хотя в свободной продаже есть более дорогие микрометры, оснащенные нутромерами.
Микрометр с внешней шкалой измерения
Примечание. Ниже описан стандартный
аналоговый микрометр. И
хотя в использовании цифровые микрометры намного проще, стоят они
также гораздо дороже.
Ниже описан стандартный
аналоговый микрометр. И
хотя в использовании цифровые микрометры намного проще, стоят они
также гораздо дороже.
• Всегда проверяйте калибровку микрометра перед его использованием. Закрыв пятку (микрометр со шкалой от 0 до 25 мм) или установив ее на проверочный указатель (для микрометров больших размеров), проверьте шкалу. Показания должны быть равны 0. Предварительно убедитесь, что пятка не загрязнена. Все неточности можно устранить, четко следуя инструкциям производителя инструмента. Запомните, что микрометр — это точный измерительный прибор, не пытайтесь силой закрыть пятку, используйте храповый механизм на краю микрометра, чтобы закрыть ее. В таком случае усилие будет достаточным, но не чрезмерным.
• Чтобы использовать микрометр,
прежде всего, убедитесь, что компонент, который вы собираетесь измерить, чистый. Установите пятку микрометра на компонент, затем используйте гильзу, чтобы переместить микрометрический винт к другой стороне компонента, который вы измеряете. Не затягивайте гильзу слишком сильно, так как
это может стать причиной повреждения
микрометра — вместо этого используйте
трещотку. Трещотка позволяет приложить необходимое усилие, предотвращая повреждение инструмента.
Не затягивайте гильзу слишком сильно, так как
это может стать причиной повреждения
микрометра — вместо этого используйте
трещотку. Трещотка позволяет приложить необходимое усилие, предотвращая повреждение инструмента.
• Показания микрометра можно определить по шкале на муфте, а также по кольцевой шкале на гильзе. Сначала определите значение на шкале муфты, чтобы получить базовый результат, затем прибавьте значение на шкале гильзы, чтобы получить точный результат. Линейная шкала на муфте показывает диапазон измерения микрометра (например, от 0 до 25 мм). Кольцевая шкала на гильзе будет иметь шаг в 0,01 мм (возможно, шаг будет указан на скобе) — один полный оборот гильзы переместит линейную шкалу на 0,05 мм. Снимите показания, когда делительная линия на муфте пересечет шкалу гильзы. Всегда смотрите на шкалу прямо (а не под углом), в противном случае показания микрометра могут быть неточными.
В указанном примере в результате
мы получили значение 2,95 мм:
линейная шкала — 2,00 мм;
линейная шкала — 0,50 мм;
кольцевая шкала — 0,45 мм;
общее значение — 2,95 мм.
Большая часть микрометров оснащена фиксирующим рычагом на скобе,
позволяющим сохранить полученный
результат после извлечения компонента
из микрометра.
• Некоторые микрометры также оснащены нониусом с шагом 0,001 мм на муфте, таким образом, вы сможете выполнить более точные измерения. Снимите измерения на шкале муфты и гильзы, как описано выше, затем убедитесь, что нониус совместился с кольцевой шкалой на гильзе.
Примечание При считывании показаний нониуса вы должны смотреть прямо на шкалу — при необходимости, переверните корпус микрометра.
Умножьте значение, полученное на нониусе, на 0,001 и добавьте полученный результат к измеренному значению. В показанном примере мы получили результат 46,994 мм: линейная шкала (базовое значение) 46,000 мм; линейная шкала (базовое значение) 0,500 мм; кольцевая шкала (точное значение) 0,490 мм; нониус — 0,004 мм; общий результат — 46,994 мм.
Микрометр с внутренней шкалой
• Микрометры с внутренней шкалой
предназначены для измерения диаметров различных отверстий, однако они
стоят достаточно дорого и, скорее всего, механик-любитель не сможет позволить себе их использовать. Рекомендуется использовать комплект нутромеров
и телескопических щупов, которые можно использовать с микрометром с внешней шкалой. Эти инструменты помогут
вам выполнить измерения всех отверстий в вашем автомобиле.
Рекомендуется использовать комплект нутромеров
и телескопических щупов, которые можно использовать с микрометром с внешней шкалой. Эти инструменты помогут
вам выполнить измерения всех отверстий в вашем автомобиле.
• Телескопические щупы можно использовать для измерения внутреннего диаметра компонентов. Выберите щуп подходящего размера, убедитесь, что его края чистые, затем установите его в отверстие. Удлините щуп, затем зафиксируйте его и извлеките из отверстия . Измерьте длину щупа от края до края при помощи микрометра).
• Отверстия маленького диаметра (например, направляющие клапанов) можно измерить при помощи нутромеров. Как только вы отрегулируйте нутромер, чтобы установить его в отверстие, зафиксируйте его и извлеките, чтобы измерить при помощи микрометра.
Штангенциркуль
Примечание.
В данном разделе описываются стандартные штангенциркули с нониусом или индикатором часового типа. Электронные
штангенциркули более просты в обращении, однако они стоят намного
дороже.
• Штангенциркуль не обладает такой точностью, как микрометр, однако он более универсален, так как подходит для измерения внутреннего и внешнего диаметров. Некоторые типы штангенциркулей также оснащены глубиномером. Он идеально подходит для измерения толщины фрикционных накладок фрикционного диска сцепления и длины пружины в свободном состоянии.
• Чтобы использовать штангенциркуль с нониусом, ослабьте зажимные
винты и установите захваты снаружи
или внутри компонента, который
вам необходимо измерить. Придвиньте захват
ближе к компоненту при помощи специального колесика , чтобы обеспечить
точное движение скользящей шкалы , затем затяните зажимные винты.
Прочтите показания на главной шкале
в точке, где «О» на скользящей шкале пересекает ее, таким образом вы
получите базовое значение. Посмотрите на скользящую шкалу и выберите деление, которое совмещается с делениями на главной шкале, при этом учтите,
что обычно цена каждого деления равна
0,02 мм. Прибавьте этот результат к базовому значению, чтобы получить точное значение.
Прибавьте этот результат к базовому значению, чтобы получить точное значение.
В показанном примере мы получили результат 55,92 мм:
базовое измерение — 55,00 мм;
точное измерение — 0,92 мм;
общий результат — 55,92 мм.
• Некоторые штангенциркули оснащены индикатором часового типа для
более точного измерения. Прежде чем
использовать подобный инструмент,
убедитесь, что его захваты чистые, затем полностью закройте их и убедитесь,
что показания штангенциркуля равны
0. При необходимости отрегулируйте
кольцо штангенциркуля соответственно. Ослабьте винт штангенциркуля и
установите его захваты снаружи или
внутри компонента, который вы собираетесь измерить. Придвиньте захваты ближе, используя колесико. Определите показания на главной шкале в точке, где она пересекается с краем скользящей шкалы, таким образом вы получите базовое значение. Определите показания стрелки на индикаторе часового типа, чтобы получить точное значение, при этом учтите, что цена каждого деления равна 0,05 мм.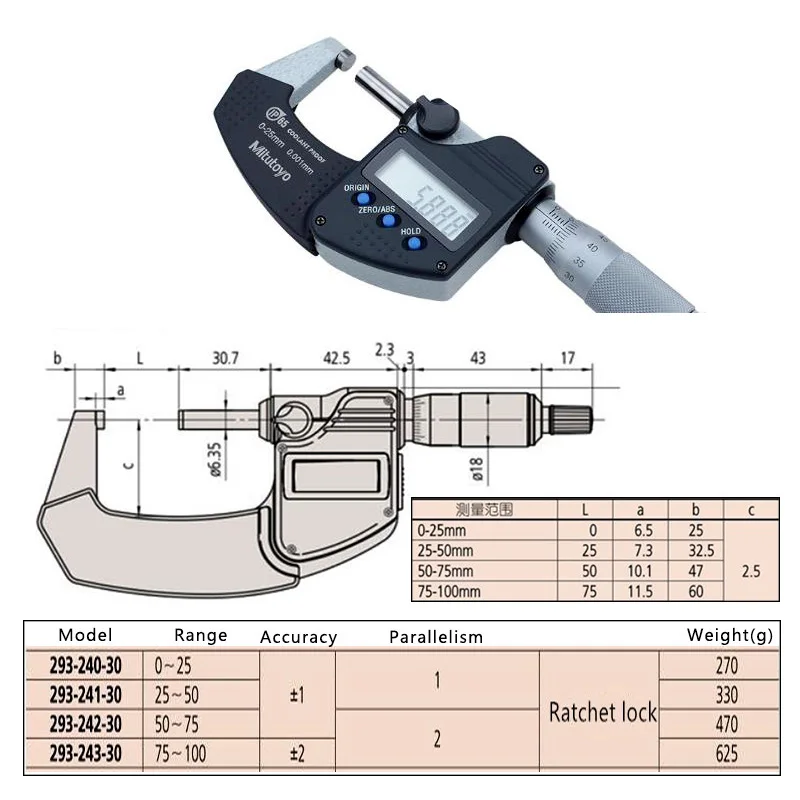 Прибавьте
это значение к базовому значению, чтобы получить общий результат.
Прибавьте
это значение к базовому значению, чтобы получить общий результат.
В данном примере мы получили результат 55,95:
базовое измерение — 55,00 мм;
точное измерение — 0,95 мм;
общий результат — 55,95 мм.
Калиброванная проволока Plastigage
• Калиброванную проволоку можно сжимать между двумя поверхностями, чтобы проверить масляный зазор. Ширина сжатого материала, измеренная по специальной шкале, поможет вам определить масляный зазор.
• Чаще всего калиброванная проволока Plastigage используется для измерения зазора между шейками коленвала и вкладышами коренных подшипников, между шейками коленвала и вкладышами нижней головки шатуна, а также между коленвалом и опорными поверхностями. В следующем примере описано измерение масляного зазора нижней головки шатуна.
• Обращайтесь с материалом
Plastigage осторожно, чтобы предотвратить его деформацию. Используя
острый нож, отрежьте отрезок проволоки, который соответствует ширине подшипника, который вы собираетесь измерять, затем осторожно поместите его
на шейку таким образом, чтобы проволока располагалась параллельно валу.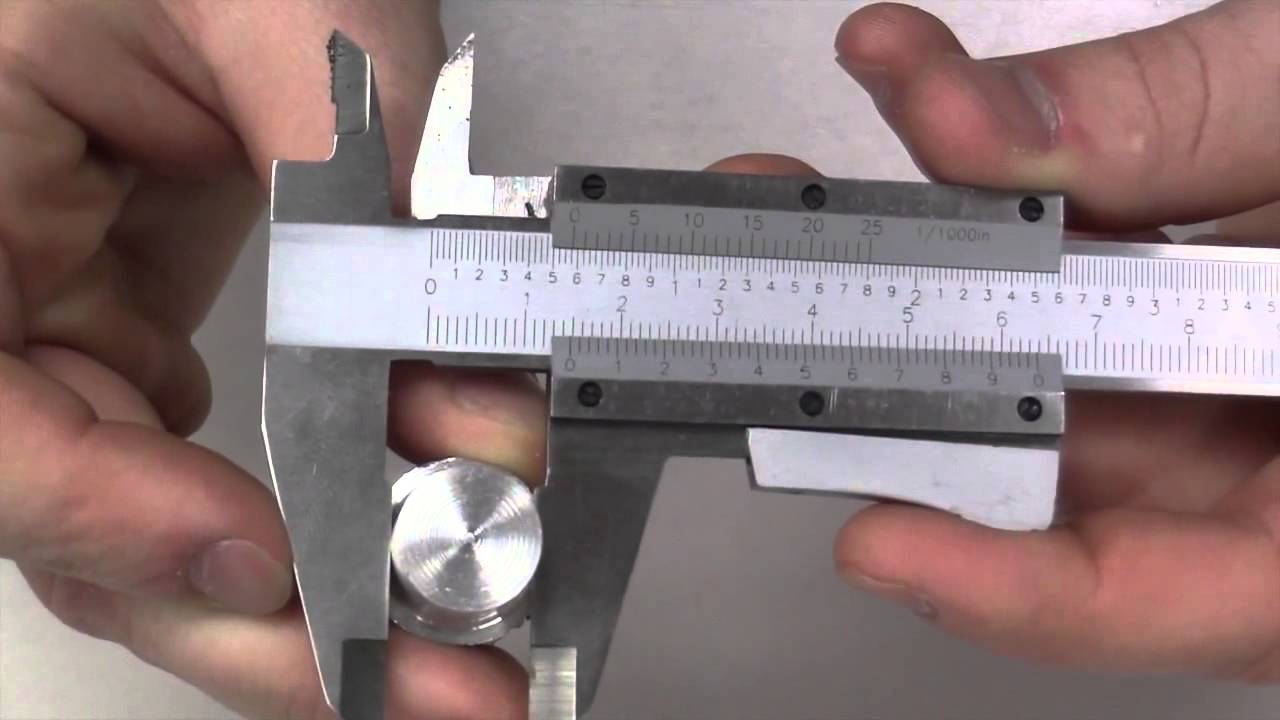 Осторожно установите оба вкладыша подшипника в шатун. Не проворачивая шатун на шейке, затяните болты или гайки крепления указанным в спецификациях моментом затяжки. Шатун и подшипники затем необходимо разобрать
и проверить раздавленную проволоку
Plastigage.
Осторожно установите оба вкладыша подшипника в шатун. Не проворачивая шатун на шейке, затяните болты или гайки крепления указанным в спецификациях моментом затяжки. Шатун и подшипники затем необходимо разобрать
и проверить раздавленную проволоку
Plastigage.
• Используя шкалу, которая входит в комплект калиброванной проволоки Plastigage, измерьте ширину проволоки, чтобы определить масляный зазор. Всегда удаляйте все следы проволоки Plastigage.
Внимание! Чтобы получить точное значение масляного зазора, необходимо затянуть элементы крепления необходимым моментом затяжки в указанной последовательности.
Индикатор часового типа
• Индикатор часового типа можно использовать для точного измерения незначительного смещения. Обычно этот прибор используют для измерения осевого люфта вала, а также для
установки поршня в необходимое положение при настройке фаз зажигания на
двухтактных двигателях. Индикатор часового типа обычно оснащен комплектом различных щупов и переходников, а
также крепежным оборудованием.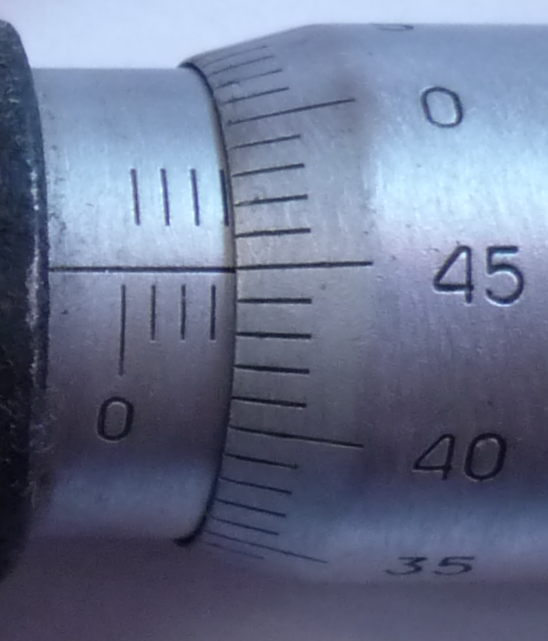
• Стрелка индикатора часового типа должна находиться на «О», когда он не используется. Проверните кольцо, чтобы обнулить индикатор часового типа.
• Убедитесь, что индикатор часового типа сможет измерить перемещение. Большинство индикаторов оснащены относительно маленькой шкалой с шагом в миллиметр, а также шкалой с делениями до 0,01 мм. Сначала определите показания по маленькой шкале, чтобы получить базовое значение, затем прибавьте к этому значению показания точной шкалы, чтобы получить общий результат.
В приведенном примере показания
указателя часового типа составили 1,48
мм:
базовое значение — 1,00 мм;
точное измерение — 0,48 мм;
общий результат — 1,48 мм.
При измерении биения вала его необходимо поддержать на V-образных брусках, а указатель часового типа установить
на стойку перпендикулярно валу. Установите щуп указателя на центр вала и медленно проверните вал, наблюдая за показаниями индикатора часового типа. Выполните несколько измерений по всей длине вала, затем запишите самый большой результат.
Выполните несколько измерений по всей длине вала, затем запишите самый большой результат.
Примечание. Полученное значение будет составлять общее биение вала в этой точке — некоторые производители указывают, что для получения истинного значение биения необходимо полученную величину разделить на два.
• При измерении осевого люфта необходимо установить индикатор часового типа на окружающие компоненты, при этом щуп указателя должен соприкасаться с краем вала. Надавив рукой, переместите вал вперед, а затем назад, отметив максимальные показания индикатора часового типа.
• Индикатор часового типа с подходящими переходниками можно использовать для определения положения
поршня перед верхней мертвой точкой
на двухтактных двигателях, чтобы установить фазы зажигания. Указатель часового типа, переходник и щуп подходящей длины устанавливаются в отверстие под свечу зажигания, затем индикатор часового типа необходимо обнулить в верхней мертвой точке. Если поршень необходимо установить в положение 1,14мм перед верхней мертвой точкой, проверните двигатель в обратном
направлении на 2,00 мм перед верхней
мертвой точкой, затем медленно проверните его вперед, пока поршень не будет установлен в положении 1,14 мм до
верхней мертвой точки.
Приборы для измерения компрессии в цилиндрах
• Данные приборы используются для измерения компрессии в цилиндрах. Вы можете использовать приборы с резьбовым переходником или резиновым конусом. Рекомендуется использовать приборы с резьбовым переходником, так как они обеспечивают герметичное соединение с головкой блока цилиндров. Прибор, способный измерить компрессию от 0 до 20 бар (для бензиновых двигателей)
• Для начала необходимо снять свечу зажигания и либо прижать плотно прибор к головке блока цилиндров (приборы с резиновым конусом), либо вкрутить переходник прибора с резьбой в головку блока цилиндров (приборы с резьбовым переходником). Компрессия в цилиндрах измеряется посредством проворачивания двигателя, при этом он не должен быть запущен — выполните проверку компрессии, как описано в соответствующем разделе. Прибор будет отображать полученное значение, пока вы не выполните сброс вручную.
Указатель давления масла
• Указатель давления масла используется для измерения давления моторного масла.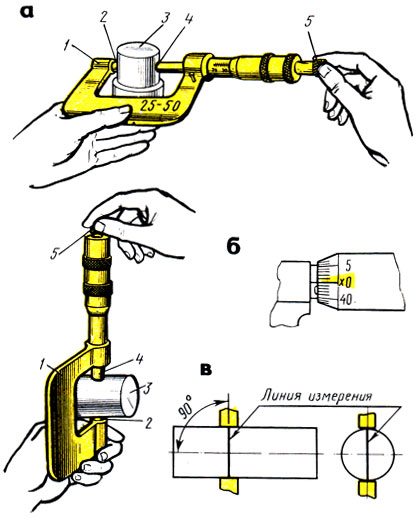 Большинство указателей
оснащены комплектом переходников,
которые можно устанавливать в различные резьбовые отверстия. Если точка замера,
указанная производителем, представляет собой внешнее соединение трубопровода, убедитесь, что используете подходящее соединение для замены,
чтобы избежать недостаточной смазки
двигателя.
Большинство указателей
оснащены комплектом переходников,
которые можно устанавливать в различные резьбовые отверстия. Если точка замера,
указанная производителем, представляет собой внешнее соединение трубопровода, убедитесь, что используете подходящее соединение для замены,
чтобы избежать недостаточной смазки
двигателя.
• Давление моторного масла необходимо измерять при запущенном двигателе (при определенной частоте вращения), к тому же, производитель часто указывает определенные значения давления для холодного и горячего моторного масла.
Поверочная линейка и проверочная плита
• При проверке уплотнительной поверхности компонента на предмет наличия следов деформации, установите
стальную линейку или точную поверочную
линейку на уплотнительную поверхность и
измерьте зазор между поверочной линейкой и компонентом при помощи плоского
щупа. Выполняйте проверку по диагонали, а также
между установочными отверстиями.
• При проверке отдельных компонентов на наличие следов деформации, например, плоских пластин сцепления, необходимо использовать идеально плоскую проверочную плиту, кусок стекла и плоские щупы.
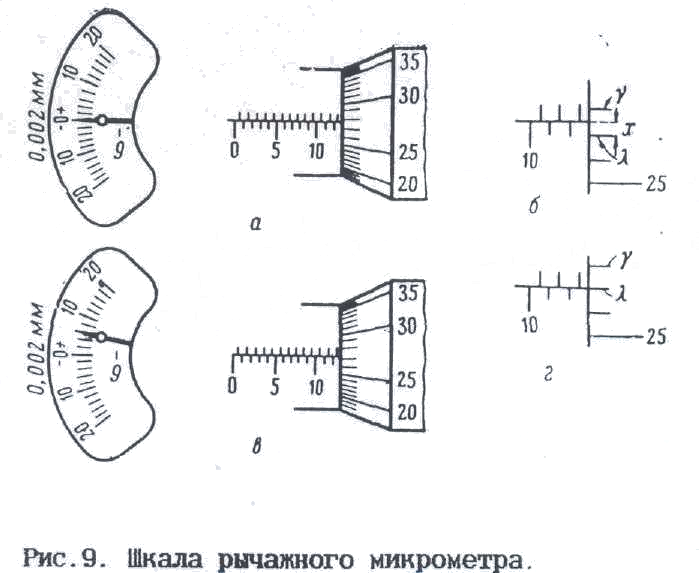
Иногда измерение линейных размеров какого-нибудь предмета требует от нас точности, которую не может позволить себе доступная нам канцелярская линейка, тогда на помощь приходит микрометр. Разнообразие принципов работы этого инструмента дает возможность совершенствовать точность измерений, и это устройство освоит даже начинающий мастер. Устройство микрометра и точность измеренийПредельная точность была критически необходима еще в XVI веке в оружейном деле, позже принцип этого несложного механизма стали применять в геодезии, а официально прибор вышел в таком виде, каким мы его сейчас знаем, в середине XIX века. Устройство микрометра довольно простое в механическом смысле, рабочими являются винт и гайка. Почему этот инструмент имеет такое название? Чаще всего, диапазон размеров, которые может с достоверной точностью определить этот прибор, лежит в области микрон. 1 мкм (микрон) это не что иное, как 0,001 мм, вы даже представить не можете, насколько это мелкие параметры. Но такие мелочи меряются редко, чаще точность составляет около 50 мкм (погрешность при этом 2-9 мкм), что также довольно мелко для человеческого глаза, но уже крайне важно для некоторых точных сборочных работ или настроек. Способов измерения этим инструментом может быть два – абсолютный и относительный (контактный). При первом способе мы прикладываем разъем прибора непосредственно к предмету, выставляем согласно его геометрии зажимы и смотрим на шкалу, где сразу же определяем размер в мкм. Относительный способ измеряет какие-либо параметры рядом находящихся предметов или границ, а потом математически вычисляется искомый параметр. Микрометр механический – особенности прибораТрадиционно мы привыкли наблюдать в работе микрометр механический, хотя сегодня даже небольшое усовершенствование в виде электронной индикации вполне доступно и значительно упрощает использование. Но об этом приборе чуть позже, а сейчас разберем основные особенности механики. Состоит он из двух ясно различимых частей: ручки (стебель, барабан и трещотка) и выемки для размещения измеряемой детали (полукруг с опорной стойкой и направленным на нее микрометрическим винтом). Сам процесс измерения заключается в ручном закручивании ручки, чтобы сомкнуть винт. Как только эти элементы сошлись вокруг детали, крутят трещотку для подгонки, потом она начинает прокручиваться, это означает, что параметр замерен, остается снять показания на шкалах, которые расположены на стебле и барабане. Некоторые модели инструмента снабжены стопорным механизмом, чтобы зафиксированная величина не сбилась, пока вы будете записывать значение в журнал или сравниваете размер с другой деталью. Электронный микрометр – в чем преимущество?Мы уже упомянули, что электронный микрометр – это всего лишь немного усовершенствованный механический инструмент, но что же нам это дает на практике? Использование электронной индикации и возможности более точной калибровки привело к увеличению точности и удобству замеров этим прибором. Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0,1 мкм. Многие инструменты обладают встроенной калибровкой. Электронное табло, которым оснащен этот инструмент, может быть настроено на несколько систем отсчета, например, миллиметры или дюймы. Также там производитель размещает полезные индикации, вроде уровня заряда батареи. Для снижения энергопотребления механизм запрограммирован на определенное время бездействия, после которого самостоятельно отключается, чаще всего это 5 минут. Как пользоваться микрометром – простые рекомендацииИзучив всю познавательную информацию о новом для вас приборе, самое время разобраться, как пользоваться микрометром, чтобы измерения были максимально точными, насколько позволяет имеющийся у вас инструмент. Как пользоваться микрометром — пошаговая схемаШаг 1: Проверка и калибровкаВремя от времени, а также сразу после покупки, следует проверить ваш инструмент на наличие дефекта при измерении. В случае сбитой шкалы можно провести регулировку, для этого в комплекте всегда идет ключ. Для проверки точности прибора делается простая операция – смыкаются измерительные плоскости без детали. Когда винт упирается в противоположную плоскость, индикатор электронного микрометра должен показать 0. В механическом приборе барабан должен практически полностью закрыть стебель, его скошенный край обязан остановиться ровно на нулевой отметке шкалы стебля, а ноль барабана должен совпасть с продольным штрихом стебля. Перед измерением обязательно выдержите деталь и инструмент для измерения в одном температурном режиме (в одном помещении) хотя бы 3 часа. Шаг 2: Фиксация деталиВнешне кажется, что все просто на этом этапе, вставляй деталь и зажимай, что есть мочи. Но это не совсем так, прибор высокоточный, и любое усилие исказит ваши результаты, а еще страшнее, если это собьет тонкую настройку всей системы. Но для предотвращения самодеятельности в приборе придуманы специальные механизмы. Сначала вы доводите винт до детали, расположенной возле второй измерительной плоскости, простым вращением барабана. Как только почувствовали упор, пора немного сместиться по рукоятке и продолжить вращать трещотку, это самый крайний вращательный элемент. Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили. Шаг 3: Снимаем показания шкалЭлектронный прибор покажет вам все на индикаторе, тут разбираться не нужно, где искать заветные цифры. А вот с механикой нужно приловчиться. Начинаем снимать измерения с самого крупного разряда цифр, заканчивая самым мелким. Первым делом смотрим на шкалу стебля, это та часть рукоятки, которая оставалась все это время неподвижной. На ней имеются две шкалы, но они для удобства восприятия находятся на одной оси, просто деления снизу обозначают миллиметры (каждое деление равняется 1 мм), а сверху – половинки миллиметра (шаг 0,5 мм). В том месте, где остановился край барабана, смотрим, сколько делений по нижней (пусть 6) шкале осталось видимыми, так мы узнаем первую цифру (6 мм). Если край барабана поравнялся с каким-то делением верхней шкалы, то цифра после запятой будет 5, если деление спряталось, то пока что после запятой стоит ноль, но следом рассматриваем шкалу барабана, где найдем сотые доли миллиметра, которые и приплюсуются к десяткам. Например, на верхней шкале мы половинчатое деление не увидели, следовательно, пока что у нас 6,0 мм. Но на барабане с горизонтальным штрихом стебля совпала цифра 22, тогда 6,0 0,22=6,22 мм. Если бы штрих на верхней шкале стебля был виден, то было бы 6,5 мм, и уже к нему прибавляли бы 0,22, получилось бы 6,72 мм. Для подсчета приведен общий случай для самого распространенного в хозяйстве вида этого прибора. Но для каждого инструмента значение штрихов будет определяться его классом точности, поэтому сначала посмотрите, что значит разметка на шкалах, а потом начинайте подсчеты. |
 А вот сами измерения снимаются со сложной и тщательно выверенной шкалы, причем не одной.
А вот сами измерения снимаются со сложной и тщательно выверенной шкалы, причем не одной.Пользование микрометром при ремонте двигателя
Измерения и расчеты, выполняемые при ремонте двигателей
Цель ремонта двигателя, независимо от того, что конкретно ремонтируется, — восстановить допуски параметров двигателя до технических требований, установленных заводом-изготовителем. При любом ремонте двигателя производятся измерения. Специалист автосервиса обязан производить измерения дважды:
• Необходимо производить обмер частей ремонтируемого двигателя с целью проверки их соответствия заводским техническим требованиям и необходимости в их восстановлении.
• Прежде чем приступать к сборке ремонтируемого двигателя, необходимо производить обмер запасных частей и поверхностей, прошедших механическую обработку в процессе ремонта, с целью проверки соответствия их размеров требуемым.
МИКРОМЕТР
При техническом обслуживании и ремонте двигателя самым необходимым и чаще всего используемым измерительным инструментом является микрометр (рис. 11.1). Барабан вращается на цилиндрической ручке (стебле) микрометра на винте с микрометрической резьбой, имеющей сорок витков на дюйм. При каждом обороте барабана шпиндель микрометра перемещается на расстояние 0,025 дюйма. Барабан размечен по периметру на 25 одинаковых секторов. Таким образом, повороту измерительного барабана на одно деление соответствует перемещение шпинделя на 0,001 дюйма. Все микрометры должны регулярно проходить метрологическую поверку (рис.11.2).
Рис. 11.1. Примеры типичных микрометров, используемых для контроля геометрических размеров
Рис. 11.2. Все микрометры необходимо поверять и, при необходимости, калибровать, используя для этого эталонный стержень
Как пользоваться микрометромИл. 20.1. Этот большой деревянный макет служит для демонстрации того, как пользоваться микрометром. Неподвижный корпус называется стеблем
Ил. 20.2. Подвижная часть микрометра называется барабаном
Ил. 20.3. Для снятия показаний микрометра по длине стебля нанесены риски с шагом 0,025 дюйма, промаркированные числами через каждую 0,100 дюйма
Ил. 20.4. По периметру барабана равномерно расставлены 25 рисок, каждая соответствует 0,001 дюйма
Ил. 20.5. За сорок оборотов барабан перемещается на один дюйм. Таким образом, за один оборот барабан перемещается по стеблю микрометра на 0,025 дюйма (1,000 дюйм, деленный на 40, дает в результате 0,025 дюйма)
Ил. 20.6. Следовательно, для считывания показания микрометра необходимо считать показание на стебле микрометра и показание на барабане и сложить их
Ил. 20.7. За один оборот барабан смещается по ручке на одно деление, нанесенное на ней. Цена одного деления составляет 0,025 дюйма. Четыре деления составляют 0,025 х 4 = 0,100 дюйма. Напротив соответствующей риски на стебле стоит цифра «1», означающая одну тысячную дюйма
Ил. 20.8. В этом положении измерительного механизма видна одна риска на стебле микрометра, и риска на барабане, отмеченная цифрой «О» совпадает с линией шкалы, нанесенной на стебле микрометра, что означает, что барабан совершил полный оборот сверх 0,025 дюйма. Вторая риска на стебле микрометра находится под самым краем измерительного барабана. Это показание означает 0,050 дюйма
Ил. 20.9. При повороте барабана на одно деление показание микрометра увеличивается на одну тысячную дюйма и становится равным 0,051 дюйма (0,025 дюйма х 2 + 0,001 дюйма с барабана = 0,051 дюйма)
Ил. 20.10. Барабан был повернут на много оборотов пока на стебле не открылась цифра «1», означающая 0,100 дюйма (сто тысячных) плюс еще одна риска на стебле, означающая еще 0,025 дюйма (25 тысячных), плюс барабан стоит в таком положении, в котором риска на нем, отмеченная числом «10», совместилась с линией шкалы, нанесенной на стебле микрометра, что означает еще 0,010 дюйма (десять тысячных). Таким образом, это показание микрометра означает 0,135 дюйма (100+ 25+ 10= 135)
Ил. 20.11. Это показание означает 0,315 дюйма (0,300 на гтрбпо микоометра плюс 0,015 на барабане)
Ил. 20.12. Одна тысячная дюйма записывается как 0,001 дюйма, а 920 тысячных дюйма — как 0,920 дюйма
Измерение геометрических параметров коленчатого валаШейки шатунных и коренных подшипников коленчатого вала, как правило, отличаются по размерам. И те, и другие необходимо обмерять, проверяя на овальность и конусность (рис. 11.3).
Измерение овальности
Профиль шейки измеряется не менее чем в двух поперечных сечениях по ее длине. Измерение диаметра в каждом сечении производится через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами. В примере, показанном на рис. 11.4, производится всего шесть измерений. Расчет овальности шейки производится путем вычисления разницы между наибольшим и наименьшим результатами измерений.
Поперечное сечение А:
2,0000 — 1,9995 = 0,0005 дюйма;
Поперечное сечение Б:
2,0000 — 1,9989 = 0,0011 дюйма;
Но результатам измерений максимальная величина овальности выявлена в поперечном сечении А и составляет 0,0011 дюйма. Этот результат и следует
Рис. 11.3. Измерение овальности и конусности шатунной шейки коленчатого вала с помощью микрометра
использовать для сравнения с заводскими техническими требованиями с целью определения необходимости в механической обработке детали.
Измерение конусности
Для определения конусности шейки сравниваются диаметры, измеренные в поперечных сечениях А и Б под одинаковым углом, и вычисляется разность между ними. Например:
Поперечное Поперечное сечение А сечение Б
2,0000 — 2,0000 = 0,0000
1,9999 — 1,9999 = 0,0000
1,9995 — 1,9989 = 0,0006
Максимальная разность между результатами измерений составляет 0,0006 дюйма — она характеризует конусность шейки и сравнивается с заводскими техническими требованиями.
Рис. 11.4. Измерение геометрических параметров шейки коленчатого вала. Каждую шейку необходимо измерить не менее чем в шести позициях: в поперечном сечении А и поперечном сечении Б через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами
Рис. 11.5. Овальность шейки распределительного вала определяется по результатам трех измерении в одном поперечном сечении шейки — через каждые 120 градусов по периметру профиля шейки
Измерение геометрических параметров распределительного валаШейки распределительного(ых) вала(ов) также проверяются на овальность и конусность путем измерения с помощью микрометра и сравнения результатов с техническими требованиями завода-изготовителя (рис. 11.5).
ПРИМЕЧАНИЕ
В двигателях с верхним расположением клапанов и нижним расположением распределительного вала шейки распределительного вала делаются часто с уменьшением диаметра по направлению к заднему концу двигателя. В двигателях с верхним расположением распределительного вала шеики распределительного вала имеют обычно одинаковый диаметр.
Высота вершин кулачков распределительного вала также измеряется с помощью микрометра, как показано на рис. 11.6, и сравнивается с заводскими техническими требованиями.
Рис. 11.6. Распределительный вал проверяется на степень изношенности путем измерения с помощью микрометра высоты вершин кулачков
| о компании | ||||||||
| Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее | ||||||||
| ||||||||
Как пользоваться микрометром, примеры измерения длин и диаметров
Для проведения точных измерений обычной линейки бывает недостаточно. Применяемый большинством домашних мастеров штангенциркуль, так же не всегда обеспечивает необходимую точность. Если требуется измерение такой величины, как микрон (мкм), или 0,001 мм – необходим микрометр (на иллюстрации слева).
Сегодня рассмотрим в подробностях как пользоваться микрометром, делать правильные замеры, правильно калибровать и разбирать инструмент.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр. Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
- Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
- Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый.
На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Пределы измерений микрометров
Микрометры различаются по пределам измерений, которые определяются размерами их скоб и увеличиваются пошагово через каждые 25 мм.
| Пределы измерений микрометров | ||
| Нижний предел измерений | Верхний предел измерений | |
| МК 25 | 25 | |
| МК 50 | 25 | 50 |
| МК 75 | 50 | 75 |
| МК100 | 75 | 100 |
| МК 125 | 100 | 125 |
| МК 150 | 125 | 150 |
| и так до | ||
| МК300 | 275 | 300 |
Микрометры больших размеров
Нижние и верхние пределы указываются на скобах прибора, а число верхнего предела содержится в условных обозначениях моделей, например, МК -300.
Нижний и верхний измерительные пределы
За числом верхнего предела следует число, указывающее на класс точности, например, МК 300-1.
У микрометра с верхним пределом измерений свыше 100, линейная шкала имеет числовую разметку от нуля и к ее показаниям надо прибавлять нижний измерительный предел данного инструмента.
Обозначение нижнего измерительного предела
Поскольку микрометр — прибор высокой точности, скобы некоторых из них изолируются от воздействия температуры рук.
Наличие изолятора на скобах приборов
В комплекте с прибором имеющего верхний измерительный предел от 50 мм и выше, обязательно поставляется установочная мера.
Установочная мера, он же, эталон для калибровки
Установочная мера необходима для проверки и настройки инструмента. Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры с теплоизолятором
Проверяем настройку микрометра
Стандартная проверка микрометра на нулевую установку делается:
- перед его использованием;
- периодически в процессе эксплуатации;
- при подозрении в сбое настройки.
Температура микрометра и контрольных мер должна быть уравнена с температурой воздуха в рабочем помещении. Измерительные поверхности пятки и штока очищаются и это лучше делать плотной бумагой.
Чистка инструмента
Использовать текстиль оставляющий ворс нежелательно. После чистки необходимо проконтролировать точность показаний. Для этого необходимо несколько раз свести шток до упора, продолжая вращение на пол оборота с помощью трещотки.
Точное совпадение нулевой риски с контрольной, говорит о готовности инструмента к работе. Микрометры с верхним пределом измерений свыше 50 мм проверяются на ноль с простановкой между измерительными плоскостями установочных мер.
Во избежание нагрева эталонного цилиндра ограничьте его контакт с рукой.
Обратите внимание
При проверке, торцы эталона должны быть плотно и без малейшего перекоса прижаты к измерительным поверхностям инструмента.
Поэтому поперечными и вращательными движениями эталона помогаем поймать плоскость с одновременным поджатием через трещотку.
Направление вращения эталона
Внимание! Вращательные движения эталона нужно на встречу движения барабана. Поскольку усилие прижима шпинделя может превысить расчётное.
Инструкция по калибровке микрометра
Если проверка показала несовпадения контрольной риски с нулём шкалы или произошел полный сбой настройки, инструмент нужно откалибровать.
Сделав, как положено, сведение измерительных поверхностей блокируем шпиндель стопором.
Ослабляем барабан ключом
Если на микрометрической головке фиксация барабана делается винтовым стопором с боку, его надо ослабить с помощью ключа.
Барабаны, фиксирующиеся боковым стопором, после его ослабления, можно смещать з продольно и регулировать его край относительно линейных шкал.
Ставим «0» круговой шкалы точно напротив контрольной риски, одновременно обеспечивая совмещение края барабана с нулевым делением на миллиметровой шкале.
После зажима винта ключом и застопоривания, проверяем результат и, при необходимости, повторяем процедуру.
Проверяем совпадение рисок
Барабаны могут отличаться способом фиксации, некоторые фиксируются корпусом трещотки.
Рассмотрим еще несколько конструкций микрометра
После установки поверочной меры по правилам описанным выше:
- Стопорим шпиндель.
- Отпускаем зажим барабана.
- Поворачиваем его шкалу до совпадения нуля с контрольной риской.
- Придерживая барабан в настроенном положении, затягиваем корпус трещотки.
- Отпускаем стопор шпинделя и проверяем результат настройки.
- Если все хорошо, затягиваем корпус трещотки с большим усилием.
- И повторно проверяем точность настройки.
У некоторых моделей барабан устанавливается на конус винта.
Иное крепление барабана
После снятия основного резьбового натяга требуется подать вперед барабан с некоторым усилием, чтобы снять зажим конуса.
Снимаем зажим конуса
Часто это требуется и после легкого винтового зажима все остальные действия по регулировке такие же.
Как правильно считывать показания?
Шкалу на стебле можно рассматривать, как обычную линейку с дополнительным полу миллиметровым разрешением. В процессе измерения, круговая шкала занимает какое-то положение относительно контрольной риски на линейной шкале.
Деление на миллиметровой шкале ближайшее к острому краю барабана, или совпадающее с ним, показывает число целых миллиметров.
Показывает число целых миллиметров
Если нет полного совпадения с миллиметровым делением, смотрим на деления полу миллиметровой шкалы. Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
Полумиллимитровая шкала
Деление, совпадающее с контрольной риской, соответствует числу сотых долей миллиметра. В итоге все составляющие суммируются, что и будет результатом измерений.
Итоговое значение размера
Примеры измерения целых и дробных размеров
С краем барабана точно совпадает деление с числом 28. Полумиллимитровых составляющих нет, сотых долей тоже. В этом случае обычно говорят, размер в нулях, получилось точное целое число.
Ближнее к краю барабана деление с числом 26, полумиллиметрового деления, которое к краю ближе, чем миллиметровые не наблюдается. Значит полу миллиметровых долей нет. На круговой шкале 36 и пять сотых, таким образом, действительный размер у нас получился 26,365 мм.
Дробный размер
Если микрометр с нижним измерительным пределом от 100 миллиметров, то к его показаниям прибавляется величина нижнего предела указанного на его корпусе.
Наиболее частые ошибки при считывании показаний относительно полумиллиметровой шкалы:
- невнимательность;
- плохое зрение;
- недостаток знаний;
- иногда, неотрегулированное положение края барабана относительно линейных шкал.
Сравнение замеров штангенциркулем и микрометром
Рассмотрим пример измерения размера штангенциркулем. Измерение показало размер 22 мм.
Замеряем штангенциркулем, проверяем микрометром
Уточняющий замер микрометром показал, что этот размер меньше чем 22 на 12 сотых и равен 21,88 мм. На чертеже он записывается как 22 с допуском -0,12.
Такое ступенчатое измерение оградит от многих ошибок. Еще одно применение инструмента заключается в измерении отклонений относительно другого размера, например, при выяснении величины износа или искажение формы.
Как правильно снимать размер, инструкция
Снятие размера начинается с выбора подходящего микрометра. Его верхний предел должен превышать измеряемую деталь, но не более чем на 25 мм.
- Температура измеряемого изделия и температура микрометра, во время измерения, должна быть равна температуре окружающей среды.
- На поверхностях измеряемого элемента недопустимы забоины, механические загрязнения.
- Положение скобы микрометра ориентируется так, чтобы показания были хорошо видны.
- Для устойчивости, один из пальцев руки держащих скобу, полезно прислонить к детали.
Если прислонить палец к детали, удобно будет делать замер
- Ось микрометра надо ориентировать параллельно и симметрично линии размера.
Если измерительные поверхности ложатся на измеряемую деталь полностью, допускается отклонения оси микрометра от линии диаметра около 2 мм в каждую сторону.
Допустимые отклонения
Наша задача установить ось микрометра параллельно линии размера легким покачиванием корпуса с одновременным закручиванием винта трещотки.
Размер, образованный между плоскостью и диаметром также требует установки оси микрометра симметрично линии диаметра.
Размер считается снятым правильно, если контакт измерительных поверхностей плотный и при срабатывании трещотки показания на круговой шкале не изменяются.
Совершенно не лишнее, для самопроверки, повторить измерения. Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Попробуйте, не меняя значений, завести инструмент на деталь и вывести. Если при этом вы ощущаете некоторое усилие, то значит замер проведен правильно.
Правильные действия при проведении замера
Усложненные измерения диаметров
По мере увеличения измеряемых диаметров способность к самоустановке у поверхностей уменьшается, а склонность к перекосам возрастает. Вес микрометра и ограниченная видимость прибавляют сложности в измерениях.
Проводя замер больших диаметров, устанавливать измерительные поверхности удобнее на крайние точки диаметра находящиеся в вертикальной плоскости.
Точки диаметра для снятия размера
Как правильно замерять и держать инструмент
Работая с большим инструментом, левой рукой прижимаем пятку к измеряемой поверхности снизу, правая рука удерживает микрометр за привод трещотки, держав оси микрометра в примерно вертикальном положении.
Так держать правильно
Подводя шпиндель, и одновременно делая им движения поперёк оси детали, находим точку на измеряемой поверхности с наибольшим сопротивлением поперечному движению шпинделя.
Находим поперечную точку
После нахождения этой точки двигаем шпинделем вдоль оси детали, одновременно поджимая его.
Ищем продольные точки
В результате шкала барабана останавливается на каких-то наименьших показаниях.
Наличие уплотненного подвижного, но без рывков, контакта измерительных плоскостей с поверхностями обязательно.
Для порядка делаются несколько проверок полученного результата. За достоверные показания принимаются повторяемые.
При измерениях больших диаметров классическим способом многое зависит от навыков измеряющего.
Способ измерения микрометром с уравновешенной по вертикали осью, уменьшает влияние человеческого фактора.
Уравновешивающий груз
Плоскость пятки устанавливается на верхнюю точку диаметра, и ось микрометра автоматически совпадает с линией размера.
Останется только сделать прижим шпинделем, но для начала надо найти на диаметре верхнюю точку.
На неё укажет максимальные отклонения стрелки индикатора биения проходящего над диаметром.
Прибор контроля на биение
Найденное место отмечается маркером.
Верхнюю точку можно определить приложенным гидроуровнем. Точка соприкосновения корпуса уровня с диаметром будет верхней.
Определение верхней точки уровнем
Измерение длины
При измерении значительных длин между параллельными плоскостями, ось микрометра надо установить параллельно линии размера.
Измерение значительных длин
Склонность к самоустановке сохраняется, если плоскость на измеряемом элементе только с одной стороны, а с другой образуется лишь точечный контакт.
Плоскость и точечный контакт
При измерении расстояния между плоскостями, за достоверные показания принимают наименьшие, при условии наличия уплотненного контакта измерительных плоскостей с измеряемыми.
Условия уплотненного контакта
Уплотнение контакта должно ограничиваться срабатыванием трещотки.
Длины могут находиться между линиями и точками, создающими с измерительными поверхностями точечный контакт в одной или двух плоскостях.
Варианты измерения размеров
Познакомиться с порядком измерения длины между двух радиусов с параллельными осями и точечным контактом с измерительными поверхностями в одной плоскости.
Измерение длины между двух радиусов
Пятка микрометра прижата. Шпиндель медленно подводится, совершая движение поперек оси радиуса, в поисках точки уплотненного контакта.
Встав на найденные точки, шпиндель продолжает подводиться при мелких подвижках, но уже параллельно оси радиуса.
Снятие размера можно считать законченным, при установке шкалы на наименьших показаниях при уплотненном контакте.
Длины между сферами или острыми конусами создают точечный контакт с измерительными поверхностями в двух плоскостях.
Измерение между сферами
Тем самым полностью, исключая возможность их самоустановки.
Пятку микрометра прижимаем, перемещая шпиндель к линии размера, производя пробные замеры.
Стрелкой указано направление движения микрометром
Находим положение, в котором будет уплотненный контакт с размерообразующими точками при наибольших показаниях шкалы.
Показания шкалы и уплотнение контакта должны ограничиваться срабатыванием трещотки.
За справедливые показания принимаются повторяемые при проверке.
Влияние температуры на измерения
Вместе с погрешностями измерений, природа которых механическая, искажения в измерениях возникают из-за перепадов температур. Тепловым расширением подвержены детали, микрометры, установочные меры.
Причём чем больше измерительные пределы микрометра, тем выше требования к его температурной стабильности.
Настроенный на «0» микрометр и затем подогретый, например, будучи положенным в карман. Через полчаса при проверке покажет отклонения от нулевой настройки.
Поэтому настроенный микрометр при использовании размещается подальше от любых источников даже незначительного нагрева.
Тепловые расширения деталей могут быть ещё большими. Даже при чистовой обработке может создаваться нагрев искажающий измерение.
Интенсивное жидкостное охлаждение остужает деталь, не позволяя ей увеличиваться в размерах.
Диагностика состояния микрометра и обслуживание
Нарушение правильной работы микрометра происходит из-за:
- естественного износа резьбы микрометрической пары;
Износ микрометрической пары
- износа измерительных плоскостей;
- деформации скобы, вызываемые нештатными силовыми воздействиями.
Что приводит к нарушению параллельности между измерительными поверхностями.
Люфт микрометрической пары регулируется накидной гайкой с проверкой легкости хода винта на всём диапазоне.
Проверка винта на износ, заключается в контрольных измерениях проверенными эталонами. Делается пять разных замеров.
Пять замеров при проверке на износ
Для микрометра от 0 до 25 это мерные плитки с длинами от 5 до 25 мм.
Отклонение от нуля при измерении мерных длин плиток свидетельствует об износе винта.
Износ винта дает погрешность при измерении
Величина износа не должна оказывать влияние на превышение предельно допустимых отклонений предусмотренных техническими условиями на микрометры.
Отклонения у измерительных поверхностей от плоскостности выражается в их неравномерном износе с занижением по краям.
Выявляется износ измерением мерной длины с полным контактом с измерительными плоскостями и при контакте с краями.
Износ измерительных плоскостей
Разница в показаниях это величина износа.
Деформации скобы проявляются в нарушении параллельности измерительных плоскостей, которые проверяются измерениями мерной длины их краями и в 4-х положениях по окружности.
Предельно допустимые отклонения измерительных поверхностей от параллельности и плоскостности, зависящие от класса точности микрометра и его измерительных пределов приводятся в стандартных технических условиях.
Таблица предельно допустимых отклонений измерительных поверхностей
В качестве обслуживающей и консервационной смазки для микрометров, обычно применяется технический вазелин.
Перед тем как сдать инструмент на поверку в лабораторию, его разбирают, чистят, смазывают и калибруют.
About sposport
View all posts by sposport
Как пользоваться микрометром
Год новичка: набор инструментов инженера-стажера (часть 2)Серия технических блогов для инженеров-практикантов и инженеров начального уровня
« Что это за штука? »- спрашивает каждый, кто впервые видит микрометр. Кто может их винить, ведь это похоже на средневековую камеру пыток. И управлять им так же сложно. « Эта штука занимает три руки… и цифры не имеют смысла!» Итак, почему же тогда каждый опытный машинист клянется, что микрометр — лучший инструмент в их арсенале?
Микрометр — это простой и точный способ измерения с помощью ручного инструмента.Он может легко и надежно измерять объекты с точностью до 0,001 дюйма. Несмотря на все ваши негативные мысли, каждый инженер и машинист знакомится с микрометром. Большинство компаний ожидают, что стажеры уже понимают, как их использовать. Предлагаем вам небольшой урок по микрометрам, который поможет вам оставаться впереди всех остальных.
1. Что такое микрометр?Микрометр — это высокоточный прибор для измерения различных объектов. Он работает путем измерения расстояния между жестким упором (опорой) и подвижной поверхностью (шпинделем).Когда наперсток поворачивается, он перемещает шпиндель ближе или дальше от наковальни. Для проведения измерения объект помещается между наковальней и шпинделем, а наперсток вращается до тех пор, пока объект не будет осторожно зажат между двумя поверхностями. После того, как объект зажат, считывается шкала и выводится десятичное значение. * Например, 0,165 дюйма или 4,19 мм
2. Анатомия микрометра.Основная анатомия микрометра очень проста.В рамке микрометра находятся все компоненты, которые не двигаются относительно шпинделя. Сюда входят опора, контргайка и втулка. Наковальня — это точная отшлифованная плоская поверхность, которая служит ориентиром. Стопорная гайка — это просто гайка на четверть оборота, которая блокирует шпиндель от вращения. Втулка содержит шкалу, которая используется для определения размера, и внутреннюю резьбу, позволяющую шпинделю двигаться.
Движущиеся части состоят из шпинделя, гильзы и храпового механизма.Как и наковальня, шпиндель содержит точную шлифованную измерительную поверхность на плоскости цилиндра. Наперсток действует как головка болта. Когда вы вращаете головку, она перемещает затвор вперед или назад. Трещотка — это механизм, гарантирующий, что шпиндель не зажмет объект слишком сильно, что приведет к ложным показаниям.
3. Держите микрометр.То, как вы держите и используете микрометр, мгновенно подскажет ветерану, знаете ли вы, что делаете, или не знаете.Новичкам обычно нужна третья рука и они чрезмерно возятся, чтобы измерить. Старый профессионал может использовать микрометр в одной руке и держать предмет для измерения в другой, см. Рис. 3. Правильный способ использования микрометра — это держать его в доминирующей руке. Возьмитесь за наперсток большим и указательным пальцами. Приложите С-образную форму рамки к ладони. Наконец, частично оберните мизинец или безымянный палец внутри рамки. Держите измеряемый объект не доминирующей рукой.
Советы:
+ Поддерживайте вес микрометра в ладони, чтобы можно было крутить наперсток или трещотку, потирая большим и указательным пальцами.
+ Не вставляйте мизинец или безымянный палец в рамку настолько, чтобы не мешать измерению объекта.
+ Не закрывайте рукав ладонью, иначе вы не сможете увидеть размер.
4. Шкала микрометра.На рукаве микрометра выгравирована шкала.Эта шкала содержит длинную линию, проходящую по всей длине гильзы микрометра (базовая линия). На рисунке 4 эта линия выделена желтым цветом. Цифры на шкале соответствуют тому, насколько далеко шпиндель находится от наковальни. Ноль на шкале соответствует касанию шпинделя наковальни (т. Е. Нулевому расстоянию между поверхностями). Микрометр обычно устанавливается только для английских или метрических единиц. На английских микрометрах каждая черта на этой шкале представляет 0,025² (25 тысячных дюйма).Большие числа представляют 0,100² (100 тысячных дюйма).
На шпинделе также имеется шкала по окружности, каждая из этих линий выделена зеленым на рисунке 4. Каждая линия на этой шкале представляет 0,001² (одну тысячную дюйма). Вдоль шпинделя 25 таких линий. Когда шпиндель вращается, он будет показывать большую или меньшую часть базовой линии. Один оборот шпинделя соответствует 0,025² или одной линии на базовой линии. Следовательно, один оборот шпинделя либо покажет, либо скроет одну черту на базовой линии.
5. Проведение измерения.Для измерения на микрометре объект осторожно зажимают между опорой и шпинделем. После очень легкого защемления пользователь поворачивает трещотку до щелчка один или два раза. Это гарантирует, что приложено нужное усилие. Предмет следует держать достаточно твердо, чтобы он не выпал из микрометра под собственным весом, но при этом достаточно осторожно, чтобы он мог легко соскользнуть, если его схватить. При необходимости пользователь может наложить стопорную гайку, чтобы предотвратить затягивание или ослабление шпинделя во время интерпретации измерения.
6. Считывание измерения.
Затем пользователь смотрит на линии на шпинделе и находит, какие отметки совпадают с базовой линией. Эта линия, выделенная красной стрелкой на рисунке 4, представляет собой измерение.
Для интерпретации измерения требуется некоторая математика в уме:
+ Read наибольшее число отображается на базовой линии. На рисунке 4 все еще видна цифра 3. Это соответствует 0,300 дюйма.
+ Подсчитайте количество штрихов на базовой линии между последним большим числом и шпинделем. На рисунке 4 видна 1 линия, представляющая 0,025 дюйма.
+ Считайте номер на шпинделе, который выровнен по базовой линии. Это линия, отмеченная красной стрелкой. Поскольку каждая строка равна 0,001², выделенная строка на рисунке читается как .016²
.+ Наконец, сложите эти три числа, чтобы получить окончательное измерение:
Пример: .300² +.025² + .016² = .341²
7. Образцы измерений. Написал: Шон Деррик — инженер по разработке продуктов |
Шон имеет степень бакалавра наук. в инженерном проектировании и M.S. Имеет степень магистра в области машиностроения Университета Западного Мичигана Он обладает более чем 7-летним опытом разработки продуктов в различных отраслях, от медицины, автомобилестроения, производства мебели, потребительских товаров и обороны. Шон увлекается пешим туризмом, альпинизмом, лыжным спортом, фильмами и занимается со степенью доктора философии.Буду в свободное время.
5.4: Как проводить измерения с помощью микрометра
Микрометр — важный инструмент для проведения точных измерений. Его точность составляет 0,01 мм, и если вы когда-нибудь захотите сделать что-то с жесткими допусками, вам, вероятно, придется его использовать. Мы рассмотрим, как использовать традиционный аналоговый микрометр и как правильно читать размер.
В видео я показываю, как проводить измерения, а также немного рассказываю о том, как изготовлен микрометр.Так что это может быть полезно для лучшего понимания этого устройства.
Видео: В этом видео мы смотрим на микрометр. Это прибор для точных измерений. Он имеет точность 0,01 мм и незаменим в любом механическом цехе. Я быстро покажу, как он устроен и как работает, а также как с его помощью проводить измерения. Надеюсь, это поможет.
Припасы:
- Микрометр
- Деталь для измерения
Шаг 1: Измерьте
- Поместите деталь между измерительными поверхностями.
- Поднесите измерительную поверхность к детали, вращая шпиндель.
- Когда вы находитесь близко, используйте храповик, чтобы прижать измерительную поверхность к детали. Достаточное измерительное усилие должно быть достигнуто путем поворота храповика два или три раза.
- Теперь вы можете заблокировать измерение с помощью фиксирующей гайки.
Шаг 2: Чтение линейной градуировки
Считайте линейную градуировку. 🙂
Количество линий в верхней части горизонтальной нулевой линии указывает миллиметры.Мы видим 4 линии для этого измерения. Это означает, что наш размер превышает 4 мм.
Линии под горизонтальной нулевой линией показывают нам полмиллиметра. Когда вы не можете видеть полмиллиметровую линию , это означает, что ваш размер составляет от 4,0 до 4,5 мм. Если может видеть линию в половину мм, это означает, что размер составляет от 4,5 до 5 мм.
Шаг 3: Чтение градуировки наперстка
Эта шкала показывает десятые и сотни миллиметров.Он разделен на 50 градаций. Следовательно, каждая градуировка равна 0,01 мм. Мы просто посмотрим, какая градация совпадает с горизонтальной нулевой линией. В этой части мы видим, что это число 29. Поскольку мы не можем видеть полумиллиметровой линии, мы просто добавляем это число к 4,0 мм. Таким образом, наш окончательный размер составляет 4,29 мм.
Если бы, с другой стороны, могли видеть линию в половину мм, мы бы добавили это число к 4,5 мм, и результат был бы 4.79 мм.
Шаг 4: Заключительные советы
Считывание показаний микрометра может быть непростым, если вы к нему не привыкли. Чтобы уменьшить любую ошибку считывания, полезно сначала провести более грубое измерение с помощью штангенциркуля, чтобы увидеть, к какому размеру вы стремитесь.
Если вы хотите попрактиковаться в чтении микрометра, то вот довольно милый имитатор микрометра .
микрометров | Типы и характеристики измерительных систем | Основы измерения
Микрометр — это инструмент, который измеряет размер цели, закрывая ее.Некоторые модели даже могут выполнять измерения с точностью до 1 мкм. В отличие от ручных штангенциркулей, микрометры соответствуют принципу Аббе, который позволяет им выполнять более точные измерения.
В общем, термин «микрометр» относится к внешним микрометрам. Также существует множество других типов микрометров в зависимости от различных измерительных приложений. Примеры включают внутренние микрометры, микрометры внутреннего диаметра, микрометры трубы и микрометры глубины. Диапазон измерения различается через каждые 25 мм, например от 0 до 25 мм и от 25 до 50 мм, в зависимости от размера рамки, поэтому необходимо использовать микрометр, соответствующий цели.В последнее время невероятную популярность приобрели цифровые микрометры.
Аббе гласит: «Чтобы повысить точность измерения, цель измерения и шкала измерительного инструмента должны располагаться коллинеарно в направлении измерения». В микрометрах шкала и положение измерения коллинеарны, поэтому эти инструменты соответствуют принципу Аббе. Таким образом, можно сказать, что микрометры обладают высокой точностью измерения.
- A
- Наковальня
- B
- Шпиндель
- С
- Зажим
- D
- Гильза
- E
- Рама
- F
- Плита термостойкая
- G
- Масштаб
- H
- Наперсток
- I
- Стопор с храповым механизмом
- Поместите цель между наковальней и шпинделем, а затем поверните наперсток, чтобы зафиксировать цель между двумя поверхностями.
- Перед измерением протрите поверхности опоры и шпинделя чистой тканью. Это удаляет грязь и пыль с поверхностей, что обеспечивает точные измерения.
- Чтобы удерживать микрометр, удерживайте термостойкую пластину на раме большим и указательным пальцами левой руки и зажмите наперсток между большим и указательным пальцами правой руки.
- Возьмитесь за цель между наковальней и шпинделем, поверните ограничитель храповика до проскальзывания, а затем прочтите значение.
- Считайте значение по основной шкале на рукаве и шкале на наперстке. Используйте линию на правом краю рукава, чтобы прочитать значение с шагом 0,5 мм. Затем вы можете использовать шкалу, по которой проходит центральная линия наперстка (шкала), чтобы считывать значение в единицах 0,01 мм.
- A
- Шкала наперстка показывает «0,15».
- B
- Шкала наперстка превышает «12».0 мм «
- Используйте калибровочный блок или специальный датчик для калибровки микрометра. Для точных измерений поверхность наковальни всегда должна быть плоской. После выполнения нескольких измерений поверхность может перестать быть плоской из-за износа и накопления грязи. Поэтому периодически используйте деталь, известную как оптическая плоскость, чтобы проверять, является ли поверхность плоской в соответствии с отображаемыми кольцами Ньютона.
- При измерении металлической мишени и калибровке с помощью измерительного блока соблюдайте осторожность в отношении теплового расширения.По возможности не держитесь за металл голыми руками или используйте перчатки, не пропускающие тепло и предназначенные для точной работы.
- Межповерочный интервал микрометров составляет от 3 месяцев до 1 года.
Дом
Как читать наружный микрометр
Как читать внешний микрометр
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но его возможности ограничены. на меньший диапазон длин.Например, потребуется набор из шести предметов микрометров для покрытия диапазона 6 штангенциркуля.
Части внешнего микрометра
Правильное использование и уход за микрометром
Обязательно разблокируйте стопорный рычаг перед попыткой повернуть насадку.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязнения от попадания внутрь рукава.Держитесь за наперсток, когда
требуя большого количества поездок, но когда вы приближаетесь к
объект, который необходимо измерить, используйте храповой упор, чтобы не перетянуть наперсток
и дают ошибочное чтение. Никогда не оставляйте микрометр на открытом воздухе.
а затем попытайтесь измерить. Это также привело бы к ошибочному чтению.
Когда микрометр показывает минимальное значение, горизонтальная линия на рукаве
должен совпадать с 0 на наперстке. Если это не так, это будет
необходимо откалибровать микрометр вращением гильзы.Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется больших усилий
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно. Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель.Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, когда вы приближаетесь к стандарту.
- Как читать внешний микрометр
-
Щелкните, чтобы перейти к
1. Считывание шкалы 0,001
2. Считывание шкалы 0,001
3. Считывание шкалы 0,01 мм
4. Считывание шкалы 0,001 ммПрежде всего, основы:
Шаг винтовая резьба на стандартном шпинделе составляет 40 витков на дюйм.Один вращение гильзы продвигает лицевую сторону шпинделя к или от поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя градация на рукаве. Строка чтения на рукаве разделена на 40 равные части вертикальными линиями, которые соответствуют количеству ниток на шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый Линия, которая длиннее остальных, обозначает 0,100 «и пронумерована. скошенный край наперстка разделен на 25 равных частей с каждой линией представляющий 0.001 «, и каждая строка может нумероваться или не нумероваться, однако каждый пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях, умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и к этому добавьте число тысячных, указанное линией на наперстке, Лучше всего совпадает с центральной длинной линией на рукаве.А теперь несколько примеров:
Как читать микрометр с градуировкой 0,001 дюйма
Наперсток микрометра показывает 0.276 дюймов
На рисунке выше наперсток расположен в том месте, где он находится между 2-я и 3-я пронумерованная градация, таким образом, 2 x 0,100 = 0,200. Прошлое там есть три дополнительных подразделения, что составляет 3 x 0,025 = 0,075. Наконец градация 1 на наперстке — ближайшая к центральной длинной линии на рукав поэтому 1 x 0,001 = 0,001. Таким образом, значение будет 0,200 + 0,075. + 0,001, всего 0,276 дюйма.
Как прочитать внешний микрометр с градуировкой 0.0001 « (с дополнительным нониусом шкала).
Многие микрометры включают нониусную шкалу на втулке в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 миллиметра. производится на метрических микрометрах или 0,0001 дюймов на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке. Количество этого совпадающая линия нониуса представляет дополнительную цифру. В следующем примере используется 1–2 микрометра (показан с 1 стандартом).
Горизонтальная шкала на рукаве имеет деления каждые 0,025 (25 тысячные). Каждому 4-му выпуску (начиная с 0) присваивается номер. последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается как 100 тысячных.
Градуировка по вертикальной шкале на наперстке соответствует 0,001 (1 тысячная). Каждая 5-я градация пронумерована для наглядности.
Деление вертикальной шкалы на рукаве соответствует 0,0001 (десятая часть тысячные). Это нониусная шкала.Показания микрометра 1,1551 дюйма
-
Показание для этого примера определяется сложением пяти отдельных цифр.
А это:
Длина эталона — 1,0000
Пронумерованная градуировка на втулке 1 или 0,1000
Две дополнительные градуировки на 2-й линии втулки после 1, которая равна 2 x 0,025 = 0,050 (50 тысячных).
Число тысячных долей по вертикальной шкале наперстка — от 5 до 6, следовательно, .005
Лучшее совпадение двух вертикальных шкал, что означает 1.0001
Сумма всех пяти цифр:
1.0000
0,1000
0,0500
0,0050
0,0001
— это
1,1551, что просто читается как 1,1551 дюйм или может быть прочитанным как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.Другой пример в дюймах с использованием от 0 до 1 микрометра:
-
Как читать микрометр с нулевой шкалой.01мм -
Шаг резьбы на метрическом шпинделе составляет полмиллиметра (0,5 мм). Один оборот наперстка перемещает лицевую сторону шпинделя в сторону или в сторону. от поверхности наковальни точно 0,5 мм. Линия чтения на рукаве градуирована. над центральной длинной линией в миллиметрах (1,0 мм) с каждым пятым миллиметром пронумерованы. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка делится на пятьдесят равных частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений на рукаве плюс количество сотых миллиметра, обозначенное градуировка наперстка, которая совпадает с центральной длинной линией на рукаве, дать чтение.
Чтение микрометрического наконечника 5,78 ммНа картинке выше наконечник расположен там, где край наконечника скос расположен между 5 и 6 делениями на верхней стороне масштабируйте таким образом 5.0миллиметр. Также прошло следующее деление на нижней стороне шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на наперсток совпадает с центральной длинной линией рукава. Тогда чтение будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Как читать микрометр с градуировкой 0,001 мм
- Показание микрометра 5,783 миллиметра
На приведенном выше рисунке этот микрометр имеет дополнительную шкалу нониуса на рукав.Он читается примерно так же, как и в предыдущем примере, но более точные показания могут быть получены с помощью этой нониусной шкалы. Выпуск 31 на Наперсток лучше всего совпадает с отметкой 0,003 на рукаве. Таким образом значение будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний всех прецизионных измерений важно держать обрабатываемую деталь перпендикулярно измерительному инструменту. Рассмотрите возможность покупки микрометра подставка, которая может служить третьей рукой. Подставка может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части повторяюще.
Класс отклонен!
Приобретайте нашу продукцию у следующих розничных продавцов:
Закрытое окно
Микрометры — Измерительные инструменты | Craftsmanspace
Микрометр состоит из полукруглой рамки с цилиндрическим удлинением, цилиндра (гильзы) на правом конце и закаленной наковальни на другом конце. Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола.На шпинделе имеется градуированный наперсток, который вращается заодно с ним.
Обычно используются три типа микрометров: внешний микрометр, внутренний микрометр и глубинный микрометр.
НАРУЖНЫЕ МИКРОМЕТРЫ
Наружные микрометры используются для измерения внешнего расстояния или диаметра с точностью до 0,001 дюйма.
ВНУТРЕННИЕ МИКРОМЕТРЫ
Внутренние микрометры используются для измерения внутреннего диаметра с точностью до.001 дюйма.
ГЛУБИННЫЕ МИКРОМЕТРЫ
Глубинные микрометры используются для измерения глубины с точностью до 0,001 дюйма.
— Детали микрометра
Микрометрыоснащены двумя усовершенствованиями, которые очень помогают пользователю. Первым из них является блокировка шпинделя, которая представляет собой устройство, которое позволяет надежно заблокировать шпиндель в любых положениях. Микрометр можно установить в желаемое положение, а затем заблокировать.Вторая доработка — это храповой упор, и это приспособление, размещенное на конце наперстка. Только относительно небольшое давление на гильзу может привести к появлению значительной силы между двумя наковальнями. Если бы сила была чрезмерной, тогда можно было бы перегрузить раму, что привело бы к необратимому повреждению микрометра, что, в свою очередь, привело бы к получению неверных показаний. Для решения этой проблемы установлен стопор с храповым механизмом, который пропускает гильзу через храповое устройство.
Имперский микрометр
Считывание микрометра — это всего лишь считывание шкалы микрометра или подсчет оборотов наперстка и прибавление к этому любой доли оборота. Винт микрометра имеет 40 витков на дюйм. Это означает, что за один полный и точный оборот микрометрического винта шпиндель перемещается от опоры или к ней ровно на 1/40 или 0,025 дюйма.
Линии на цилиндре соответствуют шагу микрометрического винта, каждая линия показывает 0.025 дюймов, и каждая четвертая строка пронумерована 1, 2, 3 и так далее. Скошенный край гильзы разделен на 25 частей, каждая линия показывает 0,001 дюйма или 0,025 дюйма, покрытых одним полным и точным оборотом гильзы. Каждая пятая строчка на наперстке пронумерована для обозначения единиц измерения в тысячных долях дюйма.
— ЧТОБЫ ПРОЧИТАТЬ ИЗМЕРЕНИЕ, КАК ПОКАЗАНО ВЫШЕ.
Считайте самую высокую цифру на бочке … . . . 3 x 0,1 дюйма = 0.300 дюймов
Количество видимых линий между № 3 и краем наперстка. . . . . . . 1 x 0,025 дюйма = 0,025 дюйма
Линия на наперстке, которая совпадает с оборотом или длинной линией в стволе или превышает их. . … . . 16 x 0,001 дюйма = 0,016 дюйма
ВСЕГО = 0,300 дюйма + 0,025 дюйма + 0,016 дюйма = 0,341 дюйма
Показания метрического микрометра
Тот же принцип применяется при считывании метрических градуированных микрометров, но используются следующие изменения в градуировках: Шаг винта микрометра равен 0.5 мм. За один оборот шпинделя винт продвигается или отводится на расстояние 0,5 мм.
На цилиндре базовая линия градуирована двумя наборами линий: одна ниже исходной точки в миллиметрах, а вторая — в полмиллиметрах. Шкала наперстка делится на пятьдесят равных делений, деленных на пять, так что каждое маленькое деление на наперстке представляет 1/50 от 1/2 мм, что равно 1/100 мм, что составляет 0,01 мм.
— ДЛЯ ПРОСМОТРА ИЗМЕРЕНИЙ, КАК ПОКАЗАНО ВЫШЕ:
Сначала отметьте полное количество делений в миллиметрах на стволе (основные деления ниже базовой линии)……….. 15 x 1,0 мм = 15,00 мм
Затем посмотрите, видна ли половина мм (небольшие деления над базовой линией) ………… 3 x 0,50 мм = 1,50 мм
Наконец прочтите линию на наперстке, совпадающую с линией нулевой точки. Это дает сотые доли мм. ……….. 16 x 0,01 мм = 0,16 мм
ИТОГО: 15,00 мм = 1,50 мм + 0,16 мм = 16,66 мм
МИКРОМЕТРЫ ЦИФРОВЫЕ
Цифровой микрометрочень точен и требует вычислений, необходимых для стандартного микрометра.Когда шпиндель и опора соприкасаются с заготовкой, результат измерения можно считать непосредственно с цифрового дисплея.
УХОД ЗА МИКРОМЕТРАМИ
- Покройте металлические части всех микрометров тонким слоем масла для предотвращения ржавчины.
- Хранить микрометры в отдельных контейнерах, предоставленных производителем.
- Следите за тем, чтобы деления и отметки на всех микрометрах были чистыми и читаемыми.
- Не роняйте микрометр. Небольшие зазубрины или царапины при сканировании приводят к неточным измерениям.
Микрометр
Микрометр© Январь 2002 г. — Д-р Рэндалл Дж. Скализ
Инструкция по эксплуатации
- Микрометр — чрезвычайно точный измерительный прибор; в погрешность считывания составляет 1/200 мм = 0,005 мм.
- Используйте рукоятку храповика (крайний правый на рисунке выше), чтобы слегка закройте губки на измеряемом объекте. Это не С-зажим! Когда трещотка щелкает, челюсти закрываются в достаточной степени.
- Отметки вдоль неподвижного цилиндра микрометра представляют собой половинки миллиметры.
- При каждом обороте ручки появляется еще одна отметка на стволе, и челюсти откроются еще на полмиллиметра.
- Обратите внимание, что вокруг движущегося цилиндра обернуты 50 отметок.
микрометр. Каждая из этих отметок соответствует 1/100 миллиметра.
- Чтобы узнать расстояние между губками микрометра, просто добавьте от числа полмиллиметров до сотых долей миллиметра.В приведенном выше примере челюсти открыты (2,620 ± 0,005) мм, то есть 5 полмиллиметров и 12 сотых миллиметра.
- Если две соседние отметки на движущемся стволе выглядят одинаково выровненными с линией считывания на неподвижном стволе, значит показание будет наполовину между двумя отметками. В приведенном выше примере, если 12-й и 13-й тик отметки на движущемся стволе выглядели одинаково выровненными, тогда показания будет (2,625 ± 0,005) мм.
- Микрометр нельзя откалибровать так, чтобы он показывал ровно ноль, когда челюсти полностью закрыты.Компенсируйте это, закрыв челюсти поверните ручку храповика до щелчка. Затем снимите показания микрометра и вычтите это смещение от всех выполненных измерений. (Смещение может быть положительным или отрицательный.)
- В тех редких случаях, когда чтение оказывается просто «хорошим» числом например, 2 мм, не забудьте указать нулевые десятичные знаки, показывающие точность измерения и погрешность считывания. Так что не 2 мм, а скорее (2.000 ± 0.005) мм.
Метрический микрометр
| Метрический микрометр очень похож на стандартный дюйм микрометра, пока вы не посмотрите на деления на рукаве и ствол (Рисунок 1). | |
| На рукаве метрики два отдельных ряда линий микрометр (рисунок 2). | |
Нижний ряд представляет деления в миллиметрах. Верхний ряд представляет половину миллиметра. Каждый полный оборот наперстка движется миллиметр шпинделя (0,5 мм). Окружность наперстка равна разделены на 50 равных частей (рис. 2) или 0,01 мм.
Показания метрического микрометра
Чтобы прочитать метрический микрометр, сначала прочтите число целых миллиметров на нижнем ряду гильзы микрометра (рис. 3).Это целые миллиметры. Если есть дополнительная строка без покрытия в верхнем ряду, это равно половине миллиметра (рис. 3). Поэтому к измеренному значению необходимо добавить 0,5 мм. Затем добавьте считывание показаний наперстка с точностью до показаний полымиллиметрового рукава Ссылаться на цифры 3,4 и 5 и попробуйте прочитать измерения, прежде чем смотреть на ответ в объяснении рисунка.
| Открыто 23 целых деления = 23 миллиметра. 0 миллиметров деления открыты = 0,0 миллиметра 15 деления 0,01 миллиметра совпадают на гильзе = 0,15 миллиметры. |
| 18 целых делений открыты = 18 миллиметров. 0,5 миллиметра деления открыта = 0,5 миллиметра 10 0.На наперстке совпадает 01 деление миллиметра = 0,10 миллиметры. | |
| 15 — целые деления открыты = 15 миллиметров. 1 — 0,50 миллиметра открыта = 0,5 миллиметра 13 деления 0,01 миллиметра совпадают на гильзе = 0,13 миллиметры. |
Примечание: некоторые производители микрометров могут изменить положение цельной и половинной деления миллиметра.Порядок, в котором вы считывать микрометры останутся прежними, т.е. целые миллиметры, полмиллиметра и сотые доли миллиметра.
Считывание показаний нониусного метрического микрометра
Нониусный метрический микрометр может измерять до двух тысячные доли миллиметра (0,002 мм). 0,002 мм эквивалентно приблизительно 0,00008 дюйма.
Нониус градуируется с шагом 0.002 мм стартовый и оканчивающийся на 0 (рисунок 5).
Если любой 0 на шкале деления нониуса совпадает с наперстком показания, никакие дополнительные тысячные доли миллиметра не добавляются к чтение.
Рис. 5 Линия нониусной шкалы с точностью до двух тысячных долей
с градуированной линией на наперстке добавляется к показанию. В этом
корпус 0.006 мм необходимо добавить.
Считывание показаний нониусного метрического микрометра осуществляется складывая целый миллиметр, полмиллиметра и сотые доли миллиметр, как и раньше.
