Метчик черновой и чистовой как отличить
posted 21-8-2008 08:27 Позвольте дополнить.Вот ЗДЕСЬ хорошая страница, с таблицами.
А вообще:
Точный теоретический диаметр отверстия (внутренний диаметр резбы) под резьбу метрическую (угол 60гр.) с нормальным шагом = наружный диаметр резьбы минус шаг.
Стандартные шаги (S, мм):
М3- 0,5; М4- 0,7; М5- 0,8; М6- 1; М8- 1,25; М10- 1,5.
Диаметр сверла подбирается по таблицам с учётом обрабатываемого материала и условий резания. (Меньше, чем Dнар. -S.).
При нарезании глубоких отверстий в мягких и вязких материалах (медь, алюминий и т.п.) обязательно применение масла (СОЖ на производстве) – накапать в отверстие и на метчик, нитки рвать не будет. (для других материалов желательно, дюраль тоже рвёт – будь здоров). И резать не непрерывно (как уже говорилось), а 1-2 оборота по ходу, 0,5 оборота против хода, для измельчения стружки.
И если отв. действительно глубокое да с маслом – периодически выкручивать (осторожно) и очищать метчик и отверстие от стружки – налипает на масляную плёнку. Если нарезается набором метчиков (1-й, 2-й, 3-й) 2-й и 3-й желательно вкручивать руками (ловить нитку).
Метчики конической конструкции ручные (машинно-ручные) для нарезания в сквозных отверстиях, набор, как правило, из 3-х:
черновой (1-ый), получистовой (2-й), чистовой (3-й).
Имеют полный профиль резьбы и одинаковый диаметр, отличаются длиной заборной части (конуса).
Черновой (1): заборная часть = всей длине рабочей части метчика.
Получистой (2): заборная часть = половине длины рабочей части.
Чистовой (3): заборная часть = первые 2 нитки рабочей части.
Одинарные конические машинно-ручные метчики для нарезания в сквозных отверстиях имеют длину заборной части = 6 ниткам.
Метчики цилиндрической конструкции для глухих отверстий имеют короткую коническую заборную часть и в наборе отличаются диаметрами:
1-й: Dнар=Dрезьбы – h(высота нитки), заборная часть = 4-7 ниток.
2-й: Dнар=Dрезьбы – 0,6*h, заборная часть = 3-3,5 нитки.
3-й: Dнар=Dрезьбы, заборная часть = 1,5-2 нитки.
Одинарные цилиндрические машинно-ручные метчики для нарезания в глухих отверстиях имеют длину заборной части = 3 ниткам.
Наборные метчики обозначаются на хвостовике цифрами, рисками или кольцевыми канавками (соотв-но).
Это вкратце. (Сам по образованию техник-технолог по ОМР на ст. с ЧПУ).
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Содержание: Скрыть Открыть
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов.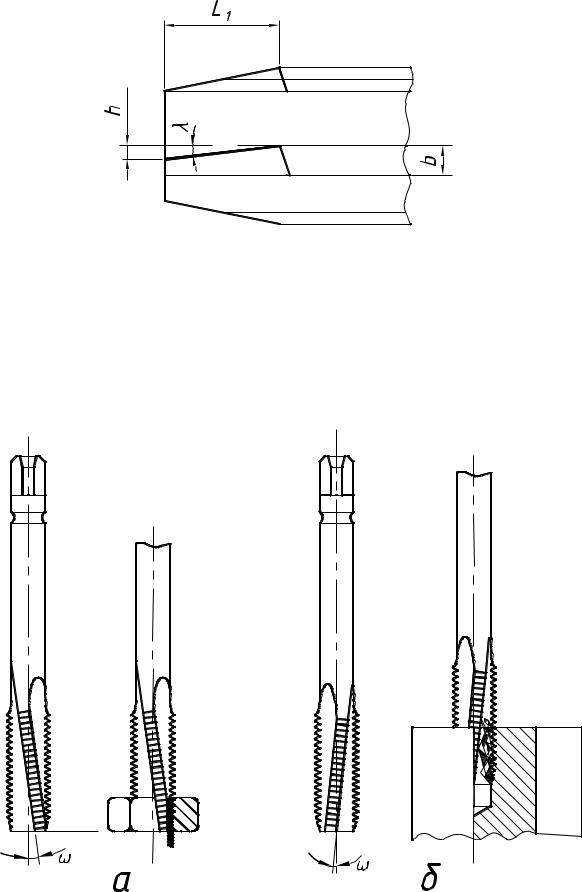 Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.
- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные.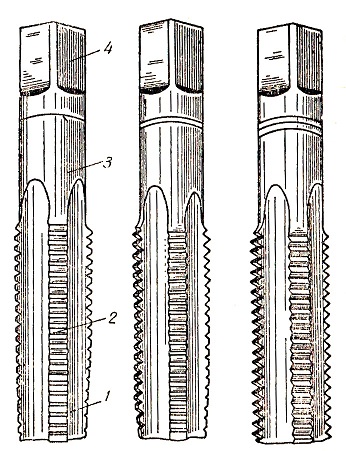
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия – ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Точность метчика и допуск на диаметр резьбы
Posted by Менеджер in Обработка металлаОсновной величиной, характеризующей степень точности метчика, является допуск на средний диаметр его резьбы.
Допуск на средний диаметр резьбы метчика для классов точности резьбы 1, 2, 3 принимается одинаковым и равным Td2 = 0,2*, где * — допуск на средний диаметр резьбы степени точности 5 по ГОСТ 16093-81. Для метчиков 4-го класса точности Td2 = 0,4*.
Допуски по среднему диаметру на первый и второй метчики (Td2(l), Td2(2)) назначаются с учетом занижения среднего диаметра этих метчиков по отношению к третьему. Если занижение близко по значению к допуску на средний диаметр гайки, то допуски Td2(2) и Td2(l) принимаются равными допуску Td2(3). Если же занижение больше допуска на гайку, то допуски Td2(l), Td2(2) пропорционально увеличиваются.
Допуски на наружные диаметры Td(2), Td(l) назначаются в 2-3 раза меньшими по отношению к занижению по наружному диаметру, причем нижнее отклонение равно или меньше номинала.
Исполнительные размеры метчиков с учетом допусков могут быть приняты в соответствии с ГОСТ 17039-71. Следует помнить, что в общем случае точность нарезаемых резьб зависит от точности используемого оборудования; конструкции патронов, обеспечивающих самоустановку метчиков в радиальном направлении и компенсирующих отклонения от соосности отверстия и метчика; свойств обрабатываемого материала; скорости резания; используемой технологической среды и других факторов. Поэтому приведенные выше рекомендации в случае необходимости следует скорректировать.
Точность изготовления метчиков определяется радиальными биениями режущих кромок и поверхности хвостовика.
Технические требования к изготовлению метчиков. Требования к шероховатости поверхностей рабочей и присоединительной частей метчиков приведены в табл. 9.34. Остальные технические требования даны в ГОСТ 3449-84 (метчики машинные, ручные и гаечные для нарезания метрических и дюймовых резьб), ГОСТ 19879-74 (метчики для трубной цилиндрической резьбы, оснащенные твердосплавными пластинами), ГОСТ 6226-80 (метчики для нарезания конических резьб).
Нарезание резьбы плашками и метчиками
Обработка резьбовых поверхностей
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах,
шпильках и других деталях применяются плашки. Участок детали, на котором необходимо нарезать резьбу плашкой,
предварительно обрабатывают. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок. цена пеноблока 200х300х600 за штуку здесь
Участок детали, на котором необходимо нарезать резьбу плашкой,
предварительно обрабатывают. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы. Для метрической резьбы
диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром
11-18мм — 0,12-0,24 мм; диаметром 20-30мм — 0,14-0,28 мм. Для образования
захода резьбы на торце детали необходимо снять фаску, соответствующую
высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон),
который закрепляют в пиноли задней бабки или в гнезде револьверной головки.
Скорость резания при нарезании резьбы плашками
υ=3-4 м/мин для стальных заготовок;
υ=2-3 м/мин для чугунных заготовок и
υ=10-15 м/мин для латунных заготовок. цена пеноблока 200х300х600 за штуку здесь
Внутренние метрические резьбы диаметром до 50 мм часто
нарезают метчиками. Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) — 30% и третий (чистовой) — 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу — а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая — для левой). Для нарезания в пластичных материалах коротких сквозных
метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют
бесканавочные метчики, рисунок внизу — б), которые обладают большей прочностью,
чем обычные, и обеспечивают более высокое качество резьбы. При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
При нарезании
коротких сквозных резьб в деталях из вязких материалов применяют метчики
с расположением зубьев в шахматном порядке, рисунок внизу — в). Преимущество
таких метчиков заключается в том, что в процессе их работы снижается трение,
улучшается процесс стружкообразования и облегчается подвод
смазочно-охлаждающей жидкости. При установке метчика в револьверную головку
на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым
метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания при нарезании резьбы метчиками
υ=5-12 м/мин для стальных заготовок;
υ=6-22 м/мин для чугунных, бронзовых и
алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией
или маслом. носки оптом иваново на umex.ru/chulochno-nosochnye-izdeliya/noski
Черновой метчик — Большая Энциклопедия Нефти и Газа, статья, страница 3
Черновой метчик
Cтраница 3
Комбинированные метчики ( рис. 187 в) состоят из двух частей, разделенных канавкой: чернового метчика для предварительного нарезания резьбового отверстия и чистового — для окончательного нарезания. Канавка должна быть такой ширины, чтобы чистовая часть метчика могла войти в отверстие раньше выхода черновой. Один такой метчик заменяет комплект метчиков, сокращает время нарезания резьбы и повышает производительность труда. [31]
Наиболее употребительным является такое распределение работы, при котором: 56 — 60 % приходится на черновой метчик, 28 — 30 % на средний метчик, 16 — 10 % на чистовой метчик. [32]
Метчики различаются количеством кольцевых рисок, нанесенных на хвостовой части на некотором расстоянии от квадрата головки ( см. рис. 182), черновой метчик имеет одну риску, средний — две, чистовой — три. Для основной метрической и дюймовой резьбы комплект состоит из трех метчиков, для мелких метрических резьб, а также трубных — из двух.
[34]
Для основной метрической и дюймовой резьбы комплект состоит из трех метчиков, для мелких метрических резьб, а также трубных — из двух.
[34]
В комплект метчиков, состоящий из трех штук, входят ( рис. 157, а, б, в): I — черновой метчик, II — средний, III — чистовой. Все они имеют разные диаметры. Чтобы определить, какой метчик является черновым, какой средним и какой чистовым, на хвостовике наносят круговые риски ( кольца) или ставят соответствующий номер I; II; III. Первый ( черновой) метчик имеет скос 3 — 4 нитки, снимает до 60 % металла; второй ( средний) метчик имеет скос только 3 нитки и дает уже более точную резьбу, снимает до 30 % металла и третий ( чистовой) метчик имеет скос 12 только 2 нитки, снимает до 10 % металла, имеет полный профиль резьбы и используется для точного нарезания и калибровки резьбы. [35]
Длина / 1 для ручных метчиков устанавливается в зависимости от распределения работы нарезания между тремя метчиками комплекта по соотношению 4: 2: 1, а именно для чернового метчика 7 — 6 витков, среднего — 3 5 — 3 витка, чистового-1 75 — 1 5 витка. [36]
Для облегчения нарезания резьбы особенно крупных шагов выпускаются комплекты метчиков из двух или трех штук. Черновой метчик при использовании таких комплектов выполняет основную работу по образованию резьбы, а чистовой метчик практически ее лишь калибрует и зачищает. [37]
При нарезании резьбы в деталях из особо твердых металлов применяют три метчика ( трехкомплектные): пер-зый — черновой, второй — средний и третий — чистовой. Черновой метчик выполняет 56 — 60 %, средний — 28 — 30 %, чистовой — 10 — 16 % всей работы. Чистовой метчик используется для окончательного нарезания резьбы и ее калибровки. Для опознавания на хвостовой части чернового среднего и чистового метчиков делают соответственно одну, две или три круглые риски или ставят соответствующий номер. [39]
[39]
Последовательность их применения указывает метка на хвостовике метчика. Черновой метчик режет половину высоты профиля ( рис. 55, а) и у него длинный направляющий конус. Средний метчик ( рис. 55, б) имеет меньший конус и нарезает почти полный профиль. [40]
В комплекте имеются черновой и два чистовых метчика. Черновой метчик имеет меньшие диаметры резьбы и более длинную заборную часть. Чистовые метчики имеют окончательные размеры по диаметру резьбы и заборные части разной длины. Такая схема распределения нагрузки является лучшей для жаропрочных металлов. В зависимости от обрабатываемости металла детали возможно применение одного, двух или трех метчиков. [41]
Метчики применяют для нарезания резьбы вручную, они выпускаются комплектами из двух или трех штук. Заборная часть чернового метчика имеет 6 — 8 витков, среднего метчика — 3 — 4 витка и чистового-1 5 — 2 витка. Черновым метчиком производят предварительное нарезание, средним делают резьбу более точной, а чистовым осуществляют окончательное нарезание и калибруют резьбу. [42]
При определении нагрузки следует учитывать, что из-за текучести материала диаметр сверла под резьбу выбирается всегда больше внутреннего диаметра резьбы. Без учета этого черновой метчик может оказаться малозагруженным, а средний и чистовой — перегруженными. В качестве исходной величины при определении нагрузки следует принимать не высоту резьбы, а площадь сечения слоя металла, удаляемого каждым метчиком. [43]
Метчики для трубной резьбы изготовляются комплектами из двух штук. Диаметр режущей части чернового метчика делают меньше внутреннего диаметра его на 0 4 мм. Режущая часть распространяется на 4 — 5 ниток у чернового метчика и на 2 — 3 5 нитки у чистового.:format(png)/a8bc91d392babca.s.siteapi.org/img/df23602242fdd1c6b932080ffa0b6562124d7f54.png) [44]
[44]
Резьбу получают при помощи комплекта из трех метчиков. Сначала нарезают резьбу черновым метчиком с одной риской, затем средним с двумя рисками и окончательно зачищают и калибруют резьбу чистовым метчиком с тремя рисками. [45]
Страницы: 1 2 3 4
Как нарезать резьбу метчиком || Крепеж24
/ /Как нарезать резьбу метчиком
Иногда, складываются такие ситуации, что приходится отрезать часть какой-либо трубы, из-за того, что резьба на ней пришла в негодность.
В таком случае необходимо, либо покупать новую трубу, либо же пойти другим путём и нарезать резьбу на старой. Первый способ менее накладный, но более дорогостоящий, нежели второй, поэтому многие делают свой выбор именно в пользу метчика. В этой статье попытаемся разъяснить, как нарезать трубу метчиком.
Выделяют две разновидности резьбы: внутренняя и внешняя. Для изготовления внутренней резьбы используется метчик, нарезка внешней осуществляется при помощи двух специальных инструментов: клуппа или плашки.
Перед началом работы необходимо, чтобы у вас под рукой находился резьбонарезный набор, который можно купить в любом хозяйственном или строительном магазине. Обычно такие наборы включают в себя два метчика (не путать с плашками или клуппами). Каждый из них выполняет определённую функцию в процессе нарезки резьбы. Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Нарезка осуществляется путём очерёдного применения метчиков, сначала используют первый, а затем чистовой. Безусловно, нарезку можно производить сразу же чистовым метчиком, но это грозит поломкой инструмента.
Безусловно, нарезку можно производить сразу же чистовым метчиком, но это грозит поломкой инструмента.
Перед походом в строительный магазин за набором выясните диаметр отверстия, в котором необходимо сделать резьбу. Без этой информации вы можете ошибиться в выборе инструмента, что повлечёт за собой финансовые убытки. Определить диаметр отверстия можно либо, зная диаметр сверла, либо же используя штангенциркуль. При нарезании резьбы в глухом отверстии необходимо соблюдать правило, согласно которому длина метчика должна быть на пару миллиметров меньше, чем глубина отверстия.
Алгоритм действий
Перед началом работы в обязательном порядке инструмент и рабочее поле обильно смазываются машинным маслом. После этого метчик необходимого размера закрепляют в удерживающем устройстве и аккуратно погружают в отверстие. Затем производят плавные движения по часовой стрелке. Необходимо применить некоторое усилие для того, чтобы резьба начала нарезаться. На этом этапе ни в коем случае нельзя допускать перекосов со стороны метчика, так как в этом случае нарушится структура резьбовой поверхности. Если вдруг вы почувствовали затруднение в прокручивании инструмента, то просто поверните его на четверть оборота против часовой стрелки, а потом продолжите процесс. Благодаря этому будет сбита стружка, что приведёт к уменьшению сопротивления движению инструмента.
В некоторых случаях при чрезмерном прикладывании силы при нарезке резьбы происходит облом инструмента в отверстии. В таком случае необходимо приложить определённые усилия для того, чтобы произвести удаление обломка из заготовки. Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Бывает, что под рукой нет ничего кроме чернового метчика, а резьбовое соединение необходимо сделать в кратчайшие сроки. В такой ситуации не стоит судорожно искать чистовой метчик, можно всего лишь несколько раз прокрутить имеющийся в отверстии, а после этого при помощи обыкновенного болта соответствующего диаметра произвести окончательную обработку.
В такой ситуации не стоит судорожно искать чистовой метчик, можно всего лишь несколько раз прокрутить имеющийся в отверстии, а после этого при помощи обыкновенного болта соответствующего диаметра произвести окончательную обработку.
При отсутствии в наборе метчикодержателя, его можно заменить обычным накидным или рожковым ключом, либо же изготовить вороток самостоятельно, для этого в небольшой полоске, размером до 8 сантиметров делают отверстие диаметром на 2-3 миллиметра меньше, чем размер метчика. После этого при помощи надфиля из отверстия делают квадрат, который и будет удерживать резьбонарезное устройство.
Купить метчик по досутпной цене можно в каталоге сайта здесь https://krepeg24.ru/catalog/bury-sverla-rashodka/metchiki-plashk — или в магазинах Крепеж24 в Красноярске, Иркутске, Лесосибирске и Абакане.
Нарезание резьбы метчиком. Нарезание внутренней резьбы. Нарезание наружной резьбы. Технология нарезания резьбы.
Резьбовое соединение до сих пор является самым простым и доступным способом соединения деталей. Нарезать резьбу можно в разных материалах (метал, пластик и т.д.), все зависит от ваших потребностей. Рассмотрим, подробнее нарезание резьбы в отверстии и нарезание резьбы на прутке.
Итак, резьбу можно нарезать:
- в отверстии: необходимо для вкручивания винтов и болтов
- на прутке: необходимо для преобразования прутка в шпильку
Материалы и необходимые инструменты:
Нарезание резьбы в отверстии
Перед нарезанием резьбы в отверстии необходимо определить:
- диаметр резьбовой части винта, который должен быть вкручен
- диаметр метчика (устройства для нарезания резьбы)
- диаметр отверстия для нарезки резьбы
Для определения всех этих параметров можно воспользоваться штангенциркулем и приведенной ниже таблицей.
Комплект для нарезки резьбы состоит из двух метчиков: первый — черновой (а), второй — чистовой (b). Различаются они глубиной прорезания канавок резьбы. Для надежного крепления метчиков во время работы необходим вороток — держатель метчика. Вороток по размеру должен подходить к зажимаемому инструменту.
Для надежного крепления метчиков во время работы необходим вороток — держатель метчика. Вороток по размеру должен подходить к зажимаемому инструменту.
Для начала необходимо закрепить деталь неподвижно (в тисках и т.д.). Сверлим отверстие в заготовке сверлом, подходящего размера (см. таблицу выше), в зависимости от желаемого размера метрической резьбы.
1. Устанавливаем метчик (а) в вороток. Ставим метчик в сборке с воротком в просверленное отверстие строго вертикально и начинаем осторожно вращать с небольшим нажимом. После каждого оборота надо делать пол-оборота в обратном направлении, для скалывания стружки.
2. Не забывайте добавлять капельку машинного масла на резец метчика.
3. Если отверстие глубокое, для его прочистки необходимо периодически выворачивать метчик полностью.
4. Для получения конечного результата проходим готовую резьбу вторым (b) метчиком. Так же смазываем и удаляем стружку.
5. Очищаем деталь от стружки и можем пользоваться.
Нарезание резьбы на прутке
Для нарезания резьбы на прутке требуется плашка нужного размера и держатель плашки. Размер резьбы, диаметр прутка можно посмотреть в таблице.
1. Перед началом работ измеряем диаметр прутка и подбираем соответствующую плашку.
2. Вкладываем плашку в держатель и фиксируем винтом.
3. Закрепляем стержень вертикально в тисках.
4. Снимаем фаску на прутке, делаем «заход», для облегчения нарезки первых витков.
5. Устанавливаем плашку перпендикулярно на пруток, добавляем смазку и начинаем вращение с нажимом.
6. После каждого оборота надо делать пол-оборота в обратном направлении для скалывания стружки.
Важно: самое главное в нарезании резьбы — ровно начать первые витки резьбы.
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.
Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!10 различных типов метчиков [Полное руководство]
Существует много разных типов метчиков, и цель данного руководства — точно знать, когда использовать каждый из них.
Примечание : Если вы знакомы с типами ответвителей, но хотите изучить передовой опыт их использования, чтобы избежать поломки кранов, попробуйте нашу статью и видео 7 способов избежать поломки кранов .
Доступно большое количество метчиков с различными преимуществами и недостатками:
Метчики ручные (метчики, метчики с прямой канавкой)
Ручные метчики, обычно покупаемые в местном хозяйственном магазине, являются наиболее распространенными типами метчиков, но их обычно следует избегать при работе с ЧПУ.
Купите несколько качественных метчиков и попробуйте нарезать резьбы вручную, а не набором метчиков из хозяйственного магазина. Вы будете удивлены, насколько лучше работают метчики для машин.
Одним из применимых стандартов для ручных метчиков является ISO 529.
Есть два типа ручных метчиков:
Метчик конический
Метчик с коническим метчиком имеет довольно большой конус, что помогает ему постепенно нарезать резьбу. Обычно первые 8-10 витков резьбы имеют конусообразную форму. Метчики с конусом являются наиболее распространенными типами метчиков и обычно используются в наборе метчиков и штампов.
Метчик донный
У донного метчика почти нет конуса на конце, потому что он предназначен для резьбы до самого дна. Только 1–1,5 витка резьбы будут конусными.
Метчикииспользуются для нарезания резьбы в глухих отверстиях. Желательно сначала зарезать резьбу большей части отверстия метчиком с коническим отверстием, а затем закончить дно отверстия метчиком для забивания дна.
Заглушка
Метчикинаходятся между метчиками с донным и конусным метчиками, потому что они имеют конусную резьбу 3-5, что больше, чем метчик для захода на дно, и меньше метчика с конусом.
К сожалению, терминология не всегда последовательна. Некоторые поставщики называют эти ответвители «вторыми отводами» и называют отводы с нижним отверстием заглушками. Убедитесь, что вы получаете и используете.
Ответвители
Это типы метчиков, которые вы должны выбрать для приложений с ЧПУ или для ручной обработки.
Метчики со спиральным острием (Gun Nose или Bull Nose Taps)
Эти метчики с резьбой имеют спиральную нарезку с разгрузочными канавками. Они обычны и похожи на большинство ручных кранов, которые вы видите вокруг.Но спиральный угол на передних режущих кромках помогает выбрасывать стружку, а скошенная кромка также обеспечивает превосходную производительность резки. Следовательно, это действительно самый дешевый метчик для нарезки резьбы, который вы могли бы рассмотреть для использования для нарезания резьбы, и их можно использовать на несколько более высоких скоростях, чем ручные метчики.
Они обычны и похожи на большинство ручных кранов, которые вы видите вокруг.Но спиральный угол на передних режущих кромках помогает выбрасывать стружку, а скошенная кромка также обеспечивает превосходную производительность резки. Следовательно, это действительно самый дешевый метчик для нарезки резьбы, который вы могли бы рассмотреть для использования для нарезания резьбы, и их можно использовать на несколько более высоких скоростях, чем ручные метчики.
Подобно ручным метчикам, метчики со спиральным острием могут быть в наличии, так как метчик с конусом имеет конический конец или метчик с пробкой (предназначенный для глухих отверстий) имеет гораздо меньшую конусность.
Они дешевле, чем два других типа, но я обычно предпочитаю два других.Их основной недостаток заключается в том, что они выталкивают стружку перед отводом в отверстие, другими словами. Это не проблема для сквозных отверстий, но плохая идея для глухих отверстий.
Метчики со спиральной канавкой или метчики
Метчикисо спиральной канавкой имеют открытую спираль, как и концевые фрезы. Их основное преимущество заключается в том, что они выбрасывают стружку из отверстия. Они всегда предпочтительнее метчиков со спиральным острием, когда у вас глухое отверстие.
Они также предпочтительны для прерывистого отверстия, где пересекается другой элемент, потому что спираль помогает возобновить нарезание резьбы после открытого элемента.
Иногда возьмите метчик со спиральной канавкой и обычный ручной метчик и пробейте вручную пару одинаковых отверстий. Вы будете шокированы тем, насколько меньше усилий требуется для метчика со спиральной канавкой. Правильный выбор смесителей действительно помогает!
Метчик с прерывистой резьбой
У этих метчиков есть только зуб для каждой второй резьбы. Идея состоит в том, чтобы улучшить извлечение стружки. Удаление каждого второго зуба помогает сломать стружку, а также дает больше места для стружки и смазки, которая может поступать и выполнять свою работу.
Отводы
Как и следовало ожидать, метчики для труб — это типы метчиков, используемых для нарезания трубной резьбы. Существуют как прямые, так и конические отводы для труб в зависимости от того, должна ли резьба быть прямой или конической. На фотографии показан типичный метчик для труб с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Метчики для конической трубной резьбы должны работать тяжелее, потому что вы не можете просверлить коническое отверстие. Они должны удалить гораздо больше материала в верхней части отверстия, чем в нижней части.Используйте трубный расширитель, чтобы сузить отверстие, чтобы метчик не работал так тяжело.
Метчики для формовки или рулонные метчики (метчики для нарезания резьбы)
Метчики для нарезания резьбы вообще не режут резьбу. Вместо этого они холодные формы. Изготовленные таким образом нити часто называют «свернутыми».
В этом процессе металл выталкивается в сторону и сжимается в нужное положение, а не режется. Нет сколов, которые нужно удалить. В результате вероятность поломки самих метчиков снижается, а образующиеся на них резьбы становятся более прочными.Если ваше приложение допускает переходы к формам, они, как правило, лучше всего подходят по этим причинам.
Метчикитребуют разных подач и скоростей, и для них требуется другой размер начального отверстия, поэтому имейте это в виду перед тем, как использовать их.
Хотя многие считают, что они подходят только для мягких материалов, таких как алюминий, на самом деле они могут использоваться для материалов с твердостью до 36 HRC, что составляет около 340 BHN. Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Я почти всегда предпочитаю метчик для резки формы из доступных типов метчиков, если материал не слишком твердый для нарезания резьбы.
Совет:
Kelly предлагает этот наконечник для метчиков формы:
«Одна небольшая заминка с довольно большим количеством метчиков для профилирования . .. если у них нет канавки для выхода смазочно-охлаждающей жидкости, или нет места в корне или гребне резьбы, масло будет создавать противодавление по мере того, как кран входит, и в конечном итоге действует как сплошная металлическая заглушка, блокирующая дальнейший вход крана в отверстие. Я понял это на собственном горьком опыте, сломав несколько ударов «.
.. если у них нет канавки для выхода смазочно-охлаждающей жидкости, или нет места в корне или гребне резьбы, масло будет создавать противодавление по мере того, как кран входит, и в конечном итоге действует как сплошная металлическая заглушка, блокирующая дальнейший вход крана в отверстие. Я понял это на собственном горьком опыте, сломав несколько ударов «.
Метчики-удлинители (метчики с длинным хвостовиком)
Это просто метчики с длинным хвостовиком для облегчения доступа к труднодоступным отверстиям, которые заблокированы другими элементами детали.
Метчики пробивные
Эта запатентованная технология, совместно разработанная Audi и Emuge, может сэкономить до 75% времени цикла нарезания резьбы. Ознакомьтесь с нашей статьей, чтобы узнать больше о перфораторах.
Стандартная маркировка метчика
Метчики имеют маркировку на хвостовике, чтобы вы могли сразу определить, с каким типом метчиков вы имеете дело. Маркировка обычно включает:
- Номинальный размер: это описание размера резьбы метчика.
- Обозначение формы резьбы: описывает семейство резьбы.
- Материал метчика: обычно карбид или быстрорежущая сталь
- Pitch Diameter LImit: Указывает, какая резьба с допуском будет сделана.
Пределы диаметра шага (диаметр резьбы <1 ″)
L1 = от базового к базовому минус 0,0005
h2 = от базового к базовому плюс 0,0005
h3 = базовый плюс от 0,0005 до базового плюс 0,0010
h4 = базовый плюс от 0,0010 до базового плюс.0015
h5 = Базовый плюс 0,0015 до Базового плюс 0,0020
H5 = Базовый плюс 0,0020 до Базового плюс 0,0025
H6 = Базовый плюс 0,0025 до Базового плюс 0,0030
Примечание : Вы также можете найти эти ограничения в базе данных потоков G-Wizard.
Условные обозначения / сокращения формы резьбы
ACME 60 ° STUB 60 ° Форма заглушки
ACME STUB Stub Acme, форма
ACME-C Резьба Acme — централизация
ACME-G Резьба Acme общего назначения
ANPT Aerona трубная резьба
AWWA Американская ассоциация водопроводов
BA Британская ассоциация Стандартная форма резьбы
BSF Британский стандарт Тонкая резьба серии
BSPP Британский стандарт Трубная параллельная
BSPT Британский стандарт трубный конус
BSW Британский стандарт Whitworth
MM ISO Форма метрической резьбы
N BUTT Резьба American Buttress
NC Американская национальная серия крупной резьбы
NEF Американская национальная серия сверхтонкой резьбы
NF Американская национальная серия мелкой резьбы
NGO Американская национальная газовая резьба на выходе
NGT 9 0007 Американская национальная газовая коническая резьба
NH Американская национальная муфта для шлангов и пожарных рукавов
NM Национальная миниатюрная серия резьбы
NPS Прямая трубная резьба по американскому стандарту
NPSC Прямая трубная резьба по американскому стандарту в муфтах
NPSF Американский Стандартная внутренняя прямая трубная резьба (с сухим уплотнением)
NPSH Прямая трубная резьба по американскому стандарту для шланговых соединений и ниппелей
NPSI Промежуточная прямая трубная резьба по американскому стандарту (с сухим уплотнением)
NPSL Прямая трубная резьба по американскому стандарту для контргаек
NPSM Прямая трубная резьба американского стандарта для механических соединений
NPT Коническая трубная резьба американского стандарта
NPTF Dryseal Коническая трубная резьба американского стандарта
NPTR Коническая трубная резьба американского стандарта для рельсовых фитингов
NS Специальная резьба Американского национального стандарта F. orm
orm
PTF Dryseal SAE с короткой конической трубной резьбой
SGT Специальная газовая коническая резьба
SPL-PTF Dryseal с короткой конической трубной резьбой
STI Специальная резьба для винтовых резьбовых вставок со спиральной спиральной проволокой
Unfied UN 9000 Американская серия резьбы
UNC Unfied и American Coarse серии
UNEF Unfied и American Extra-Fine серии
UNF Unfied и American Fine серии
UNIV Unified Miniature Series
UNJ Unified серии резьбы с контролируемым радиусом основания
UNJC Унифицированная серия крупной резьбы с контролируемым радиусом основания
UNJF Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNR Унифицированная серия резьбы постоянного шага с контролируемым радиусом корневой части
Унифицированная серия UNRC с грубой резьбой Контролируемый радиус корня
UNRF 90 007 Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNS Неограниченная и американская резьба определенных специальных диаметров и шагов
Способы использования: ручные метчики для начинающих
Год новичка: Набор инструментов для стажеров-инженеров (Часть 5)Серия технических блогов для стажеров-инженеров и инженеров начального уровня
Метчики — это инструменты, с которыми большинство инженеров столкнется в какой-то момент своей карьеры.Отводы соединяют множество отраслей промышленности и используются практически повсеместно. Не имеет значения, работаете ли вы в механическом цехе, ремонтируете резьбу дома или создаете ее с нуля для прототипа; ожидается, что вы узнаете, как они работают. Метчики настолько распространены, что на бесчисленных веб-сайтах есть инструкции, как пробить отверстие. Но мы сделаем еще один шаг, чтобы убедиться, что вы не выглядите как новичок.
Метчики настолько распространены, что на бесчисленных веб-сайтах есть инструкции, как пробить отверстие. Но мы сделаем еще один шаг, чтобы убедиться, что вы не выглядите как новичок.
Метчик — это инструмент, используемый для вырезания резьбового отверстия внутри куска материала.Существует два типа резьбы: внутренняя внутренней и внешняя наружная . Внутренняя и внешняя резьба объединены, чтобы скрепить детали вместе. Ручной метчик, рис. 2, создает внутреннюю внутреннюю резьбу в куске материала. Эти внутренние резьбы действуют вместо гайки. Внешняя наружная резьба создается с помощью другого устройства, называемого штампом . Плашки используются для добавления наружной резьбы к таким вещам, как шпильки, стержни или трубы.
+ Как работают краны?Обычный ручной метчик работает как режущий инструмент, удаляя материал с заготовки.Делается это с помощью острых зубцов. Метчик закручивается в отверстие в заготовке. Отверстие называется пилотным или выпускным отверстием, и его размер зависит от желаемой резьбы и материала, который будет нарезаться. По мере того как метчик царапает края отверстия, он срезает спиралевидный пандус, образующий внутреннюю резьбу. Метчик можно использовать для создания резьбы в первый раз, или его можно запустить в уже нарезанное отверстие, чтобы восстановить поврежденную резьбу.
Метчик режет только в одном направлении, обычно по часовой стрелке для стандартной резьбы.По мере вращения метчика он будет постепенно углубляться в отверстие, нарезая новую резьбу. Если повернуть метчик против часовой стрелки, он сам выйдет из отверстия, как при откручивании резьбовой застежки.
Ручные метчики обычно сочетаются с метчиком, см. Рисунок 3. Это позволяет пользователю выровнять метчик с направляющим отверстием и позволяет пользователю вращать метчик в обоих направлениях. Существует множество стилей гаечных ключей, и они подходят по размеру к разным метчикам.Они состоят из зажима, фиксирующего кран, и удлиненной ручки, обеспечивающей удобство работы пользователя.
Существует множество стилей гаечных ключей, и они подходят по размеру к разным метчикам.Они состоят из зажима, фиксирующего кран, и удлиненной ручки, обеспечивающей удобство работы пользователя.
Метчик в основном состоит из стального стержня. На отрезке или длине резьбы имеются острые зубцы, которые обрезают резьбу. По мере того, как зубы врезаются в стенки отверстия, материал удаляется в виде скрученной стружки. В пределах длины резьбы есть серия из канавок или вырезов, которые служат площадками для сбора срезанного материала.На противоположной стороне метчика хвостовик имеет форму квадрата. Он используется для установки внутри гаечных ключей и держателей для вращения крана во время использования.
+ Типы кранов обычные.Метчики содержат фаску в начале длины резьбы. Основное назначение фаски — позволить первым нескольким режущим зубам сделать все более глубокие пропилы. Это снижает усилие, необходимое пользователю для вращения метчика, а также снижает износ инструмента.Он также помогает выровнять кран по направляющему отверстию. Другое предназначение фаски — это то, что она может повлиять на полезность метчика. Есть три стиля:
Метчик с конусом: Метчики с очень мелкой фаской называются метчиками с конусом. Мелкий конус облегчает запуск метчика, так как хвостовик легче выровнять в пилотном отверстии. Этот высокий конус также означает, что первые несколько режущих зубьев проходят очень неглубокие пропилы, чтобы уменьшить усилие, необходимое для вращения метчика, и облегчить запуск метчика.Обратной стороной является то, что первые 7-10 витков резьбы сформированы не полностью, что означает, что они не могут коснуться дна глухого отверстия. Их лучше всего использовать для нарезания ниток в первый раз.
Метчик для заглушки: Если фаска достаточно мала, чтобы затрагивать только первые 3-5 витков резьбы, это называется метчиком для заглушки. Более мелкая фаска затрудняет запуск новой резьбы. Точно так же им требуется больше силы для вращения при первой нарезке нити. Они идеально подходят для ремонта уже имеющейся резьбы или для нарезания резьбы глубже, чем позволяет метчик.Лучше всего использовать пробковый метчик для нарезания резьбы в сквозном отверстии, потому что метчик не нужно заходить на такую глубину, как конус, для достижения тех же результатов.
Более мелкая фаска затрудняет запуск новой резьбы. Точно так же им требуется больше силы для вращения при первой нарезке нити. Они идеально подходят для ремонта уже имеющейся резьбы или для нарезания резьбы глубже, чем позволяет метчик.Лучше всего использовать пробковый метчик для нарезания резьбы в сквозном отверстии, потому что метчик не нужно заходить на такую глубину, как конус, для достижения тех же результатов.
Метчик для нижней части: Если шаг фаски меньше 2 витков резьбы, это называется метчиком для нижней части. Этот метчик способен нарезать резьбу до дна глухого отверстия. Из-за отсутствия фаски им очень трудно начать новую резьбу и удерживать ее на одном уровне с отверстием. Метчики с нижней частью лучше всего использовать после использования метчика с конусом или пробкой для нарезания начальной резьбы.
+ Как нарезать дырку.Шаг 1. Определите резьбу и метчик, который вам нужен.
Этот шаг кажется простым, но он часто выполняется неправильно, особенно при восстановлении потока. Если резьба уже существует, используйте калибр для определения необходимой резьбы. Создавая новую резьбу, обратитесь к таблице метчиков, чтобы выбрать сверло для метчика и метчика, необходимое для желаемой резьбы. Помните, что шаг в фаске метчика требует немного дополнительного места, чтобы полностью сформировать резьбу.Поэтому при предварительном сверлении пилотного отверстия просверлите отверстие немного глубже, чем требуется.
Шаг 2: Вставьте метчик в гаечный ключ.
В типичных гаечных ключах имеется квадратный вырез в задней части метчика. Этот вырез позволяет плотно прижать кран, чтобы он не выпал или не вращался. Вставляя метчик в гаечный ключ, убедитесь, что он расположен перпендикулярно рукоятке и плотно загружен, чтобы не повредить квадратную головку метчика.Выберите гаечный ключ, размер которого соответствует выбранному вами метчику.
Шаг 3: Смажьте отверстие.
При нарезании резьбы в отверстии фрезу требуется смазочно-охлаждающая жидкость. Жидкость смазывает метчик, когда он вращается внутри отверстия, а также смывает стружку, чтобы метчик не застревал. Оба эти фактора облегчают вращение крана, а также предотвращают поломку. Лучше всего выбирать жидкость в зависимости от материала, из которого нужно врезаться. Существуют смазочно-охлаждающие жидкости общего назначения, такие как Tap Magic или Rapid Tap.Обычно лучше использовать версию этих продуктов для конкретного материала в зависимости от материала, который вы нажимаете. В крайнем случае, керосин лучше всего подходит для алюминия, минеральное масло — для легированной стали, а Castrol Moly-Dee — для нержавеющей стали. Пластмассы обычно не требуют смазочно-охлаждающих жидкостей.
Шаг 4. Совместите кран прямо с отверстием.
Причина номер один, по которой люди ломают метчики, — это несоосность. Запускать метчик нужно по просверленному отверстию.Если ось между отверстием и метчиком не совмещена, метчик заклинивает внутри отверстия. Если метчик не выровнен, шансы сломать метчик внутри отверстия возрастают в геометрической прогрессии. Не доверяйте поверхности, на которой было просверлено отверстие, и основывайте свое выравнивание на пилотируемом отверстии. Измените перспективу и вид под разными углами, чтобы проверить перед началом. Не бойтесь останавливаться во время нажатия, чтобы перепроверить.
Шаг 5: Обрежьте нить.
Твист-твист-реверс… это хороший ритм для начинающих.Поверните кран по часовой стрелке на четверть оборота, снова поверните кран, а затем поверните кран на четверть оборота. Вращая метчик по часовой стрелке, вы нарезаете новую резьбу и заставите метчик углубиться в отверстие. Четверть оборота назад используется для устранения застревания стружки, образующейся внутри резака. Эта четверть оборота назад режет материал на канавки и освобождает путь режущим зубьям.
Если кран поворачивается слишком сложно: ОСТАНОВИТЬ ПЕРЕД ПРОДОЛЖЕНИЕМ. Обычно проблемы с отжимом кранов возникают по одной из трех причин.Во-первых, кран мог быть смещен. Это означает, что вы не будете углубляться в отверстие, а просто будете крутить кран, пока он не сломается. Во-вторых, вы достигли дна отверстия и сломаете кран, если продолжите. В-третьих, ваш метчик слишком тупой для материала, который вы режете, и вероятность поломки метчика возрастает.
Если вам трудно вращать более четверти оборота за раз, остановитесь и осмотрите свою установку. Не бойтесь открыть кран и разобраться в проблеме.Сломанный метчик внутри отверстия вызывает очень сложную проблему … представьте, что винт срезан, но гораздо хуже. Вращая кран, почувствуйте напряжение и / или сопротивление, исходящее из крана. Это укажет на возникновение проблем до поломки крана.
Шаг 6: Снимите кран и промойте воздухом или жидкостью .
Закончив нарезание резьбы на нужную глубину, снимите кран. Затем вам нужно будет удалить все мелкие кусочки материала, образовавшиеся в результате резьбового отверстия.Это можно сделать, промыв отверстие сжатым воздухом или жидкой жидкостью, такой как WD-30.
Теперь вы вооружены и готовы пробить дыру. Просто помните, что даже профессионалы ломают метчики … разница в том, как часто они ломают один.
Написал: Шон Деррик — инженер по разработке продукта |
Шон имеет степень бакалавра наук. в инженерном проектировании и M.S. Имеет степень магистра в области машиностроения Университета Западного Мичигана. Он имеет более чем 7-летний опыт разработки продуктов в различных отраслях, от медицины, автомобилестроения, мебели, потребительских товаров и обороны.Шон любит пешие прогулки, альпинизм, катание на лыжах, кино, а в свободное время защищает докторскую диссертацию.
TAPS Техническая информация
TAPS — Техническая информация
Метчик с конической резьбой Второй метчик Техническая информация о метчике с нижней заглушкой от компании Tap & Die, а также о том, как выбрать и использовать правильные метчики
МЕТЧИК ПРЯМЫЙ ФЛЕЙТ : Наши метчики могут использоваться как для машинного, так и для ручного нарезания резьбы. Они наиболее экономичны для использования в производственных циклах.Лучше всего использовать для материалов, которые образуют стружку или где стружка легко разрушается.
Они наиболее экономичны для использования в производственных циклах.Лучше всего использовать для материалов, которые образуют стружку или где стружка легко разрушается.
Ручные (или машинные) метчики могут поставляться наборами по 3 штуки: КОНУСНЫЙ, ВТОРОЙ И НИЖНИЙ
КОНУСНЫЕ (Т) МЕТЧИКИ: имеют фаску (шаг) от 6 до 8 ниток, угол шага около 4-5 градусов с каждой стороны. Конический шаг распределяет силу резания по большой площади, а коническая форма на конце резьбы помогает ей начинаться. Поэтому их можно использовать для заправки резьбы перед использованием второго или нижнего выводов или для «сквозных» отверстий.
ВТОРОЙ (S) ОТВЕТЧИК: имеют фаску (шаг) от 3 до 6 ниток, угол наклона угол поворота составляет около 8 градусов с каждой стороны.Они наиболее популярны и могут использоваться для «сквозных» отверстий или даже «глухих» отверстий, где резьба не должна проходить прямо ко дну отверстия
НИЖНИЙ (B) МЕТЧИК: имеют фаску (шаг) Резьба от 1,1 / 2 до 2,1 / 2, угол подъема составляет около 18 градусов с каждой стороны. Они используются для нарезания резьбы близко к нижней части «глухих» отверстий.
Примечания: Название PLUG обычно используется для обозначения нижнего метчика. — Однако в Америке он используется для обозначения Второго касания.- Чтобы избежать путаницы, следует правильно использовать терминологию, указанную в Британском стандарте 949, 1979: НИЖНИЙ метчик или НИЖНИЙ метчик
Также вариант состоит в том, что ВТОРОЙ метчик иногда называют «промежуточным», а КОНУСНЫЙ метчик — «первым»
Допуск : Метчики: общие размеры по BSS 949 и американской серии NC NF NS по стандарту ASA —
Плашки круглые: основные размеры по BSS 1127
ИСПОЛЬЗОВАНИЕ МЕТЧИКОВ ДЛЯ МИНИМИЗАЦИИ ПРОБЛЕМ НАРЕЗАНИЯ И УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ: — Чтобы свести к минимуму проблемы при нарезании, соблюдайте следующие правила: —
.Используйте правильный метчик для работы
. Используйте подходящее сверло для резьбонарезания
Используйте подходящее сверло для резьбонарезания
. Метчики должны быть острыми — не используйте метчики с тупым концом
. Выберите правильные скорости и подачи
. Обеспечьте точное выравнивание
. Никогда не допускайте попадания метчика на дно глухого отверстия
. Выберите подходящую смазку
. Используйте насадку для нарезания резьбы с регулируемым шагом
— Ниже перечислены типичные проблемы, которые клиенты могут найти с вероятными причинами:
Плохое качество обработки резьбы:
Стружка / стружка не удаляются должным образом
Несоосность детали для метчика и насадки
Неправильная скорость подачи
неисправность устройства или машины
Недостаток или неправильная смазка
Тупой метчик или метчик неправильно заточенный
Чрезмерный износ метчика:
Метчик затупился или метчик неправильно заточен
Неправильный выбор метчика
Сломан метчик:
Метчик ударяется о дно отверстия
Неправильно нарезание резьбы Сверло
Слишком высокая скорость нарезания резьбы
Отверстие закалено до деформации
Метчик затупился или метчик неправильно заточен
Недостаточное удаление стружки или стружки
Неправильная или недостаточная смазка
Неисправность станка или нарезного устройства
Неправильный выбор метчика
Сколы зубьев метчика:
отверстия
Метчик затупился или метчик неправильно заточен
Неисправность станка или резьбонарезного устройства
Завышение размера / заглушка:
Неправильная скорость подачи
Несоосность
Неправильное резьбонарезное сверло
Нарезное устройство или станок неисправны
Недостаточно или неправильная смазка
Неправильно заточенный или эксцентричный метчик
Неправильный выбор метчика
Холодная сварка
Неправильный состав материала
Тупой или неправильно заточенный метчик
Недостаточная или неправильная смазка
Слишком высокая скорость нарезания резьбы
Отверстие закалено
На веб-сайте компании Tap and Die Company есть много других очень полезных технических данных и информации для вы для просмотра
Все о нарезании резьбы винтами и болтами: 7 шагов (с изображениями)
Начните с определения правильного размера. Если у вас есть винт или болт, на которые вы нацелены, посмотрите размер и необходимое отверстие для нарезания резьбы. В Википедии есть хорошая таблица, которая поможет вам определить, какого размера должно быть ваше отверстие. На многих метчиках на боковой стороне крана написано необходимое отверстие.
Если у вас есть винт или болт, на которые вы нацелены, посмотрите размер и необходимое отверстие для нарезания резьбы. В Википедии есть хорошая таблица, которая поможет вам определить, какого размера должно быть ваше отверстие. На многих метчиках на боковой стороне крана написано необходимое отверстие.
Просверлите отверстие, стараясь держать его перпендикулярно обрабатываемой детали. Сверлильный станок — отличный способ сделать это. Если у вас под рукой нет дрели, попробуйте использовать приспособление.
Зенковка устья отверстия. Это поможет направить метчик в центр отверстия и облегчит начало процесса нарезания резьбы.
Когда вы будете готовы, вы можете взять ручку крана и крана. Отвинтите его, пока ваш кран не войдет внутрь, и завинтите, пока он не станет плотно, но не настолько, чтобы вы не смогли открыть его снова. Все в меру 🙂
Зажмите заготовку или воспользуйтесь тисками. Вы не сможете удерживать его руками, так как вам понадобятся и для направления, и для поворота крана.
Нанесите на кран немного жидкости. Проверьте раздел, в котором следует использовать жидкость для вашего материала.
Вставьте кончик крана в отверстие.Держите кран как можно перпендикулярно и прикладывайте давление вниз. Начните медленно поворачивать кран по часовой стрелке . Зубцы канавок зацепятся, и вы начнете обрезать нити. Каждые несколько оборотов осторожно отключайте кран и убирайте фишки.
Не могу не подчеркнуть: идите медленно и очищайте свои фишки . Наиболее частая причина поломки метчика заключается в том, что стружка застревает между метчиком и стенкой отверстия, которое вы пытаетесь продеть. Метчик недостаточно прочен, чтобы выдержать усилие сдвига, и он сломается.Поверьте, вы не хотите, чтобы вам пришлось вытаскивать сломанный метчик из критически необходимой дыры.
Продолжайте этот процесс (скручивание, раскручивание, очистка стружки), пока вы не пройдете весь путь вниз. Нанесите больше жидкости, если вы думаете, что она полностью улетучилась, или если вам пришлось стереть ее, потому что вы убирали фишки.
Проверьте отверстие с резьбой, вкрутив соответствующий винт или болт. Если это нестандартный размер отверстия, вам нужно сначала использовать матрицу, чтобы нарезать подходящую резьбу.
Справочное руководство по сверлам и метчикам от PartsBadger
У вас есть вопросы по поводу резьбовых отверстий с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия к вашей детали.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы — это два разных действия. Сверление — это создание гладкого отверстия в материале с помощью дрели и мотора. Постукивание — это действие, которое создает резьбу в боковой части отверстия.
Доступны различные метчики, подходящие практически к любому доступному типу винтов, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает количество резьбы, диаметр, шаг резьбы и крупную / мелкую резьбу.
Передовой опыт
Использование направляющих для метчика
Направляющие, расположенные рядом с кранами, имеют решающее значение для создания прямого и удобного в использовании крана. При нарезании резьбы на станке, таком как фрезерный или токарный, метчик автоматически центрируется и становится прямым.Будьте осторожны при выравнивании метчиков вручную, так как человеческий глаз не так точен, как точная направляющая для метчиков под углом 90 градусов.
Использование масла
Нефть необходима при бурении и нарезке резьбы. Он предотвращает перегрев, помогает очистить стружку от битов, способствует резанию и предотвращает визг битов.
Центровочные сверла
Для создания просверленного и резьбового отверстия сначала необходимо использовать центровочное сверло. Это дает более крупным сверлам центр для выравнивания, поскольку большинство сверл не имеют идеального центрирования при установке в сверлильный патрон.Это гарантирует, что более крупные сверла будут сверлить именно в нужном месте и не пройдут по детали.
Клевка
При сверлении или нарезании резьбы клевок помогает предотвратить перегрев и поломку коронки. Расклевывание — это процесс просверливания детали и последующего откатывания, чтобы удалить стружку и дать детали остыть. Обычная практика — повернуть используемую ручку примерно на полный оборот, а затем на пол-оборота назад. Каждый раз, когда бит / метчик вынимается, следует удалять как можно больше стружки и добавлять масло на поверхность и в метчик.
Усилие
Будьте осторожны, чтобы не прикладывать слишком большое усилие, направленное вниз. Используйте вращательное усилие и метод заклевывания метчика, чтобы предотвратить поломку метчика.
Практические правила
Что касается соотношения метчика и основного диаметра резьбы, для стандартной резьбы V (резьба ISO V и резьба UTS V) существует несколько практических правил с сильной предсказательной силой:
- Хорошее сверло для метчика составляет 85% (± 2 п.п.) основного диаметра для крупной резьбы и
- Хорошее сверло для метчика составляет 90% (± 2 п.п.) основного диаметра для мелкой резьбы.
- Для метрической V-образной резьбы концепция основного минус шага (т. Е. Наибольший или самый широкий диаметр предполагаемого винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
- Метод основной минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг, переведя долю резьбы на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0.050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет соответствовать только около размера сверла для метчика (не непосредственно на одном).
- Для обоих этих практических правил (85% / 90% и основной минус шаг) полученный размер сверла для метчика не обязательно совпадает с возможным размером — только , но он подходит для общего использования.
- Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые являются наиболее важными во многих цехах. Некоторые размеры вне этого диапазона имеют другие соотношения.
Методы нарезания резьбы
- вручную
- Использование мельницы
- Использование токарного станка
Как добавить резьбу к моей 3D-детали?
Короткий ответ: вам не обязательно. В большинстве приложений 3D CAD добавление резьбы — это трудоемкая задача, которая не требуется для добавления трехмерных метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие шаги
- Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
- Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
- Добавьте примечания, если требуется нестандартная глубина резьбы.
Можно ли сделать мою деталь с нестандартной резьбой?
Обычно, но это зависит от диаметра. Резьбовые отверстия могут быть выполнены с помощью обычного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, который представляет собой небольшой диск, который нарезает резьбу посредством движения XYZ ЧПУ. Нитеобрезатель ограничен диаметром более 1/2 дюйма.Пользовательские нитки можно сделать с помощью нитеобрезателя, но за это может потребоваться дополнительная плата.
Какого размера сделать пилотное отверстие?
Ниже мы добавили простую таблицу для наиболее распространенных стандартных и метрических размеров кранов.
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследование
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
Formula подходит для сверл
Хорошие навыки письма востребованы, и улучшение ваших навыков письма может повысить ваши шансы на трудоустройство и ваши возможности для продвижения по службе.Согласно последнему опросу работодателей Национальной ассоциации колледжей и работодателей, Job Outlook 2019 , 82% работодателей, ответивших на их опрос, заявили, что умение писать является наиболее важным навыком кандидата на работу. 1 И EMSI, компания, предоставляющая данные о рынке труда, обнаружила, что хорошее общение было вторым по частоте упоминанием навыком при размещении вакансий среди всех работодателей США за последние пять лет. 2
Если ваши навыки письма не так хороши, как вы хотели бы, вам следует подумать о работе, чтобы улучшить их.Эта статья поможет вам в этом, рассмотрев некоторые из наиболее распространенных ошибок, которые, как я вижу, допускают инженеры и другие технические специалисты. Я также даю простые советы, как избежать этих проблем и улучшить свое письмо.
Начнем с омофонов. Это слова, которые звучат одинаково, но имеют разное написание и значение, поэтому они редко улавливаются средствами проверки орфографии и грамматики. Совсем недавно я нашел писателя, который использовал слово «кусок», хотя ему следовало использовать слово «мир».
Для технических писателей, пишущих о бизнесе, я обычно нахожу там, где используется вместо , их , а — это . Здесь используется для обозначения места или времени, а — их — притяжательная форма их. И , это , сокращение от , это .
Другие проблемные омофоны: , ваш и , вы , — и тоже , слышите и здесь , наши и — это , комплимент и дополняют , капитал и капитолий , и принцип и основной .Но есть и другие, которыми можно злоупотреблять.
Affect и effect не являются омофонами, но часто используются неправильно. Воздействовать означает влиять на что-либо. Эффект — результат воздействия.
Все чаще и чаще мы слышим удара вместо эффекта . Удар определяется как столкновение одного тела с другим. Лишь в третьей части определения удар становится синонимом эффекта.Если есть выбор между использованием эффекта или воздействия, используйте эффект .
Грамматические правила создания притяжательного слова меняются местами: — это , а — это . Его — притяжательная форма, а — — его сокращение. Например, «Присоедините вал к его муфте». и « Пора идти «.
Вы когда-нибудь путали использование I или me , когда вы также говорите о ком-то другом? Самый простой способ определить, какое местоимение использовать, — это отбросить собеседника.Например: «Я пошел гулять». и: «Сандра и I пошли гулять». Также: «Дайте мне инструментов». и «Дайте мне и Дейву инструменты».
Запятые и точка с запятой — два полезных средства пунктуации, которые часто используются неправильно. Запятые отделяют независимые предложения или список в предложении. Не используйте запятую для обозначения паузы. Но используйте запятую с координирующим союзом (и, или, ни, но, пока, но так) или точку с запятой, чтобы соединить два независимых предложения, чтобы сформировать законченное предложение.«Шпиндель заржавел, и даже инженер проигнорировал это». «Шпиндель заржавел; даже инженер проигнорировал это ».
Механику грамматики полезно запомнить, и в сочетании со следующими четырьмя шагами ваше письмо улучшится:
1. Создайте план, прежде чем начать писать.
2. Заполните свой план всем, что вы можете придумать по предмету. Не беспокойтесь о длине; вы отредактируете его позже. Это станет вашим первым черновиком.
3.Когда вы закончите свой первый черновик, сделайте перерыв. Сходите на прогулку или даже оставьте его на ночь.
4. Распечатайте свою работу, чтобы просмотреть ее. Печатную копию гораздо легче читать и делать пометки для редактирования, чем делать это на экране компьютера. Установите междустрочный интервал 1,5 или 2, чтобы у вас было место для редактирования и заметок. Для редактирования используйте маркер и красное перо, чтобы вы могли легко видеть свои изменения.
Вот на что обращать внимание при редактировании своей работы:
• Опечатки, омофоны, орфография и неудобные предложения.
• Определите отраслевой и технический жаргон при первом использовании. Например: Анализ эффектов режима функционального отказа (FFMEA).
• Имеет ли смысл каждое предложение и абзац?
• Стремитесь создать логическое развитие своих мыслей. Имеет ли конкретный абзац больше смысла в другом разделе вашего документа? Переместите это туда.
Вы должны внести как минимум две редакции в ваш документ. Если возможно, попросите кого-нибудь еще рассмотреть ваш окончательный вариант. Вы будете поражены, насколько полезным может быть то, что кто-то еще рассмотрит вашу работу.
Если вы действительно серьезно относитесь к улучшению своего письма, у меня есть последний совет. Купите себе хороший научный словарь и тезаурус, а также руководство по написанию. Не полагайтесь на мусор, который вы часто находите в Интернете. Я использую The American Heritage Dictionary и Thesaurus , которые продаются в виде двухтомника. Вы можете найти более старые копии на eBay или посетить местный книжный магазин.
В качестве руководства по написанию я предпочитаю Практическое руководство по английскому Уоткинса, Диллингема и Мартина.Это небольшая книга, в которой содержится много информации в удобном для поиска формате. Я использую его со времен учебы в колледже, и он мне очень пригодился.
Научиться хорошо писать — это не то, чем вы занимаетесь в одночасье. Это требует практики и пересмотра. Так что наберитесь терпения. И, как и в любой практике, чем больше вы будете заниматься, тем лучше станете.
Источники
1. http://www.naceweb.org/about-us/press/2018/what-do-employers-look-for-on-resumes/
2.
