Холодная ковка — фото, видео, как выполнить в домашних условиях
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Блок: 1/4 | Кол-во символов: 441
Источник: https://tokar.guru/metallicheskie-izdeliya/elementy-hudozhestvennoy-holodnoy-kovki-i-detali-ornamenta.html
Холодная ковка своими руками как отдельный вид искусства
Холодная ковка – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери.
Методом холодной ковки можно создавать невероятно красивые изделия.
Блок: 2/13 | Кол-во символов: 508
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.
И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Блок: 2/6 | Кол-во символов: 1263
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования.
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла.
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов.
Блок: 3/13 | Кол-во символов: 2104
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Блок: 3/6 | Кол-во символов: 1346
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Блок: 4/13 | Кол-во символов: 1546
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Достоинства кованых изделий
Несмотря на то, что появилось много новых и современных видов материалов, подходящих для декорирования загородных домов, большинство людей отдают предпочтение кованым изделиям. Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:
Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:
- долговечность и красота;
- хорошие защитные функции;
- возможность заказать изделие по индивидуальным размерам, эскизам и в любом стиле;
- ручная работа, изделия всегда сочетаются с другими материалами.
Перечень достоинств художественной ковки можно еще продолжить, поскольку такие изделия прекрасно сочетают в себе много положительных качеств. Представленные на сайтах фото ярко характеризуют всю красоту, функциональность и долговечность изделий.
К недостаткам можно отнести только высокую стоимость ковки и чувствительность металла к коррозии. Если изделия слишком сложные по конструкции, то их будет тяжело обработать и покрасить.
Блок: 4/6 | Кол-во символов: 947
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак.
Блок: 5/13 | Кол-во символов: 442
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства. Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Блок: 5/6 | Кол-во символов: 599
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
На заметку! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами.
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании.
Блок: 6/13 | Кол-во символов: 1566
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Стоимость изделий
На многих сайтах представлены каталоги с фото и ценами кованых изделий. Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.
Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.
Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
Блок: 6/6 | Кол-во символов: 1157
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки.
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса.
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Блок: 7/13 | Кол-во символов: 2561
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна».
Блок: 8/13 | Кол-во символов: 917
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер.
Обратите внимание! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Блок: 9/13 | Кол-во символов: 1386
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Фото процесса ковка своими руками
Также рекомендуем посетить:
Блок: 5/5 | Кол-во символов: 118
Источник: https://materialyinfo. ru/kovka-svoimi-rukami/
ru/kovka-svoimi-rukami/
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь.
 Давящая сторона штампа может быть рисующей или гладкой.
Давящая сторона штампа может быть рисующей или гладкой. - Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
 Давящая сторона штампа может быть рисующей или гладкой.
Давящая сторона штампа может быть рисующей или гладкой.Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Блок: 10/13 | Кол-во символов: 3393
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными.
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Блок: 11/13 | Кол-во символов: 3910
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Блок: 12/13 | Кол-во символов: 2022
Источник: https://hozsektor.ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah
Количество использованных доноров: 4
Информация по каждому донору:
- https://hozsektor. ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)
- https://materialyinfo.ru/kovka-svoimi-rukami/: использовано 4 блоков из 5, кол-во символов 3715 (11%)
- https://tokar.guru/metallicheskie-izdeliya/elementy-hudozhestvennoy-holodnoy-kovki-i-detali-ornamenta.html: использовано 4 блоков из 4, кол-во символов 3834 (12%)
- https://stanok.guru/stanki/kovochnoe-ustroystvo/holodnaya-kovka-i-foto-obrazcov-izdeliy.html: использовано 5 блоков из 6, кол-во символов 5312 (16%)
 ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)
ru/holodnaya-kovka-foto-video-kak-vypolnit-v-domashnih-usloviyah: использовано 11 блоков из 13, кол-во символов 20355 (61%)Холодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
 youtube.com/embed/HWe0eCDRl_I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/HWe0eCDRl_I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
 В производстве использованы станки — торсионный, «фонарик», «улитка».
В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Элементы художественной холодной ковки: фото, видео, эскизы
Изделия, получаемые методами художественной ковки, всегда являются прочными, эксклюзивными. Одновременно они производят и глубокое эстетическое впечатление на окружающих. Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Одновременно они производят и глубокое эстетическое впечатление на окружающих. Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Разновидности элементов холодной ковки металла
В зависимости от сложности, которую должны иметь элементы художественной ковки, и материала, применяемого для их производства, различают ковку в горячем и холодном состояниях. При производстве кованой продукции из стали, со сложными орнаментами, необходимого уровня пластичности деформируемого материала можно достичь лишь при его предварительном нагреве до ковочных температур. Для низкоуглеродистых сталей нижний предел таких температур начинается от 1000 — 1150 °С. С повышением процентного содержания углерода требуемая ковкость стали достигается при меньших температурах: 800 — 900 °С. Для нагрева исходного материала применяются печи малоокислительного нагрева, хотя для небольших мастерских характерны и кузнечные горны, работающие на твёрдом топливе.
Виды кованых элементов — «Завитки»
Холодная ковка (штамповка) может производиться как при температуре окружающего воздуха, так и при температурах, не превышающих предела начальных структурных изменений, т.е., до 200 — 250 °С. Преимуществом холодной ковки считается повышенная точность готовой продукции и отсутствие на ней поверхностной окалины, а горячей – меньшие удельные усилия формообразования. Кроме того, при помощи операций ковки в холодном состоянии можно выполнять рельефные кованые элементы на листовых и полосовых заготовках, а также на изделиях из цветных металлов и сплавов.
Кроме собственно ковки, операции пластического деформирования металла применяются также и для соединения готовых элементов в законченные художественные композиции. Технология сварки для таких случаев малоприемлема, поскольку в зоне сварного шва металл всегда имеет пониженную прочность, а сама зона во многих случаях выглядит настолько неприглядно, что нуждается в трудоёмкой зачистке. Поэтому истинные мастера своего дела для соединения применяют кузнечную сварку. Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
Поэтому истинные мастера своего дела для соединения применяют кузнечную сварку. Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
Элементы кованых узоров
Для объёмного металлопроката (пруток, проволока) применяются следующие кованые элементы:
- Спираль. Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.
- Двойная спираль. Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
- Волюта. Геометрически такой вид орнамента представляет собой завиток произвольной формы, который может размещаться вертикально, или горизонтально. Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
- Крутень. В технологии художественной ковки крутень формируется закручиванием части стержня (или всей заготовки). Направление скручивания такого орнамента — всегда монотонное, поскольку даже для высокопластичного состояния пруток, закручиваемый попеременно то в одну, то в другую сторону, может разрушиться из-за превышения деформируемым металлом предела своей прочности на кручение.
- Навершие. Такие кованые элементы применяются на украшения головок оград и заборов, а также оконных решёток. Они представляют собой части прутка с острой кромкой на одном из торцев, к которому впоследствии прикрепляется ряд завитков.


Элементы художественной ковки создаются также и из листового металла. К ним относят:
- Пространственные спирали, напоминающие шнек, по направлению вращения которого ширина спирали уменьшается. Элемент можно выполнять рельефным, для чего на его кромках выполняются художественные насечки.
- Плоский завиток, который по сути идентичен объёмному, но производится из части металлической полосы.
- Чеканка, которая получается точечной обработкой кузнечным зубилом плоской поверхности штучной заготовки. В результате чеканки создаётся объёмный рисунок. Чеканку применяют преимущественно для цветных металлов и сплавов.
- Кернение. Такой художественный орнамент выштамповывается специальным инструментом, который вдавливает часть листа или полосы в специальную форму штампа. Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
- Оголовки. Элемент представляет собой чашеобразную ёмкость, сворачиваемую из цельного куска полосы, и свариваемую методом кузнечной сварки в пространственную деталь. Оголовок может иметь сферическую, конусовидную или цилиндрическую форму.
 Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
Комбинацией этих и ряда других художественных орнаментов обычно создаются весьма сложные кузнечные композиции – подсвечники, розы, кубки и т.д.
Последовательность окончательной сборки отдельных кованых элементов
Для получения конечного изделия кованые элементы соединяют в цельную композицию. Для объёмных деталей применяют кузнечную сварку или клёпку. Последний вариант отличается тем, что может выполняться при обычных температурах, но для этого на каждом из соединяемых между собой фрагментов должно быть отверстие. Эти отверстия получают ещё на стадии ковки методом прошивки.
Эти отверстия получают ещё на стадии ковки методом прошивки.
Прошивка может быть открытой, когда кузнец выполняет отверстие при помощи непрофилированного инструмента – прошивня, либо закрытой, когда отверстие формируется пуансоном по матрице. Закрытая прошивка точнее, но требует большего значения рабочего усилия. На листовых элементах прошивку можно выполнять нахолодно, используя пробивные штампы. В таком случае создаётся возможность дополнительного орнаментирования деталей за счёт получения фигурных отверстий. Заклёпки, в свою очередь, также изготавливаются методами холодной или горячей высадки, и имеют головку произвольной формы – круглую, фасонную, цилиндрическую, потайную и пр., которая более всего соответствует изобразительному решению кованой композиции.
Соединение плоских элементов художественной ковки может производиться несколькими способами:
- фальцеванием, когда смежные кромки деталей скручиваются друг с другом;
- двойным загибом, когда соединение происходит по незамкнутой части периметра узла, а свободные концы фрагментов образовывают плоский, либо рельефный рисунок;
- зачеканиванием кромок двух смежных деталей в сборе, когда соединение происходит вследствие пластического вдавливания части одной заготовки в тело другой.
- сваркой плоских деталей.

Выбор способа, при помощи которого отдельные кованые элементы соединяются между собой, зависит от места, где должен располагаться определённый орнамент для ковки, а также условий эксплуатации готового изделия. Например, при внешней установке элементы художественной ковки обязательно должны иметь антикоррозионное покрытие (окраску атмосферостойкой краской, меднение и пр.). Тогда для соединения можно использовать сварку. Применяя воронение, лучше сразу после этой операции соединять части орнамента кузнечной сваркой, и уже в окончательно собранном виде устанавливать на необходимое место.
Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Содержание статьи
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка

Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов.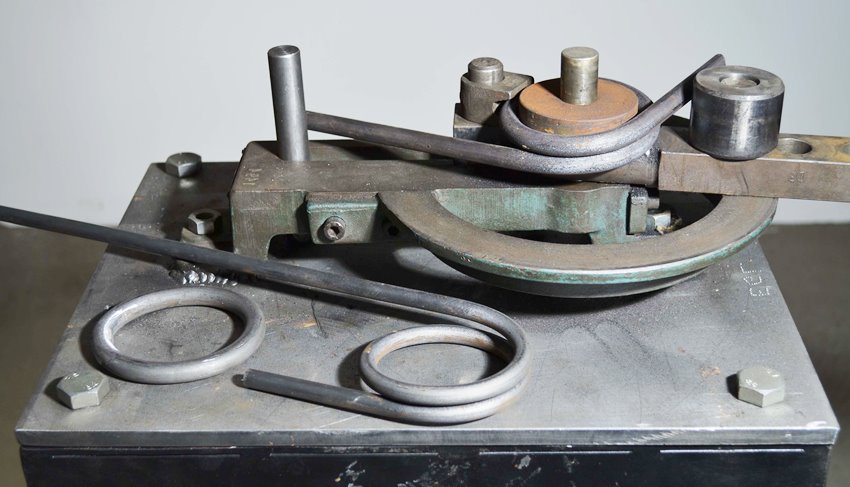 Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
- Подшипниковый узел
- Фиксатор для заготовки
- Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/P6-wwDlTK3U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/P6-wwDlTK3U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Элементы холодной ковки: ворота, калитки своими руками
Когда мы говорим о ковке, то сразу перед глазами встает картина с обязательным кузнечным горном, наковальней, тяжеленным молотом и несколькими здоровыми кузнецами. Но вот уже в течение ряда лет все активней применяют технологии получения кованных деталей при помощи так называемой холодной ковки. Причем ее применяют для получения элементов отделки внешнего и внутреннего интерьера зданий, ограждений и пр.
Причем ее применяют для получения элементов отделки внешнего и внутреннего интерьера зданий, ограждений и пр.
Метод холодной ковки предоставляет мастеру выполнить красивые вещи при этом нет необходимости в наличии кузнечного горна и тяжелой наковальни. Для операций холодной ковки достаточно довольно простого оборудования, которое можно разместить в домашней мастерской. Кстати, элементы, прошедшие холодную ковку обладают более высокими прочностными параметрами, нежели те, которые получены литьем или обработкой давлением.
Холодный способ ковки декоративных элементов
Внешне холодная ковка выглядит следующим образом. Мастер устанавливает пруток квадратного сечения в станок, позволяющий провернуть его вокруг своей оси.
Холодная ковкаТаким образом, получают один из элементов холодной ковки – твистер. Так, или примерно так, получают и большинство других элементов – улитки, фонарики и пр.
Назначение и особенности
Для получения элементов холодной ковки применяют специализированное оборудование.
Так, для получения холодной ковки, например, улитка применяют одноименный станок. Он позволяет получать спирали из прутка с размером сечения до 12 мм, если речь идет о приспособлении, изготовленном самостоятельно, то диаметр особых ограничений не имеет.
Для получения прутков загнутым под разными углами применяют так называемый гнутик. Его применение позволяет получать прутки, изогнутые под разным углом, при этом форма сечения размера не имеет. Кроме того, на нем можно производить дуги разного размера.
Для производства декоративного элемента холодной ковки, известного под названием фонарик, применяют станок с таким же названием. На нем допустимо обрабатывать квадратный пруток с размером сечения 16 мм или круглый с диаметром до 30 мм.![]()
Еще один станок позволяет производить предметы синусоидальной формы (волны). В качестве сырья применяют круглый или квадратный пруток.
Приобрести кованые элементы для кузнечных изделий возможно в нашем магазине Первая ковка.
Некоторые тонкости
На самом деле изготовить кованый элемент своими руками не так и сложно. Для этого надо соблюдать последовательность некоторых шагов:
- Отрисовать эскиз будущей детали. Каждый элемент детали холодной ковки, необходимо прорисовать отдельно. Кроме этого необходимо просчитать размеры будущих изделий. Разумеется, после того, как эскиз будет готов, то станет понятно, сколько потребуется материала и какие элементы холодной ковки можно будет произвести самостоятельно, а какие заказать на стороне.
- При проектировании деталей не имеет смысл увлекаться толстым материалом. Во-первых, его сложно обрабатывать, а во-вторых, ошибки, допущенные при работе, будет сложнее исправлять.
- Для получения деталей необходимо применять именно то оборудование и оснастку, которая предназначена для их производства.
- Не исключено то, что при производстве придется использовать сварку. Как правило, в мастерской имеется сварочный инвертор. И конечно, мастер, производящий детали холодной ковки должен обладать элементарными навыками по работе с таким аппаратом.
 Каждый элемент детали холодной ковки, необходимо прорисовать отдельно. Кроме этого необходимо просчитать размеры будущих изделий. Разумеется, после того, как эскиз будет готов, то станет понятно, сколько потребуется материала и какие элементы холодной ковки можно будет произвести самостоятельно, а какие заказать на стороне.
Каждый элемент детали холодной ковки, необходимо прорисовать отдельно. Кроме этого необходимо просчитать размеры будущих изделий. Разумеется, после того, как эскиз будет готов, то станет понятно, сколько потребуется материала и какие элементы холодной ковки можно будет произвести самостоятельно, а какие заказать на стороне.Покраска изделий
По окончании работ по изготовлению элементов художественной ковки их поверхность необходимо защитить от коррозии. Для этого поверхность детали необходимо обезжирить и покрыть грунт — эмалью типа ГФ – 21, после ее высыхания на поверхность изделия можно наносить лакокрасочное покрытие нужного цвета.
Для этого поверхность детали необходимо обезжирить и покрыть грунт — эмалью типа ГФ – 21, после ее высыхания на поверхность изделия можно наносить лакокрасочное покрытие нужного цвета.
Кроме этого способа применяют метод порошковой окраски. Для этого метода необходимо иметь набор оборудования и сушильную печь.
Кованые элементы и детали своими руками
Чаще всего художественная ковка используется для украшения зданий, создания оград, перил. Кроме этого, ее используют для изготовления кованой мебели и малых архитектурных форм, например, фонарей, скамеек и пр.
Дорогие и очень красивые перила для частного дома Кованые оградки с розами на могилуПри изготовлении кованых изделий все работы необходимо начинать с создания эскиза. На его основании можно рассчитать количество материала необходимого для изготовления того, или другого изделия.
Эскиз изделий холодной ковкиПолучение эскиза позволит выполнить деталировку изделия, то есть выяснить сколько будет необходимо улиток, фонариков, твистеров и пр.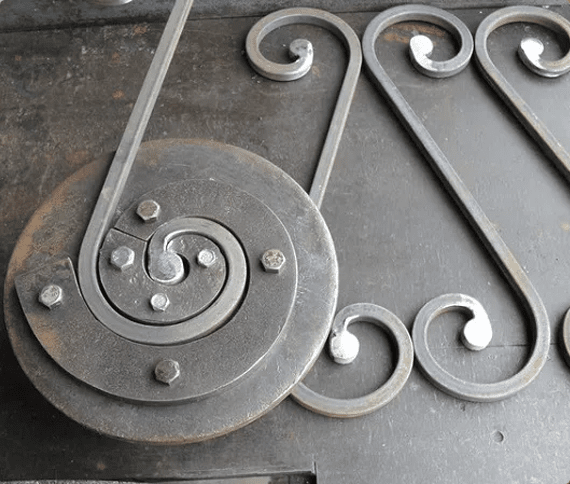
Деталировка позволит понять, какие детали можно будет выполнить своими руками, а какие надо будет заказывать на стороне.
Калитка
Всеобщее внимание привлекают калитки, изготовленные по технологии художественной ковки. Эти изделия сочетают в себе и изящество, и надежность.
Калитка является неотъемлемой часть ограждения земельного участка. Надо отметить, что в нашей стране чаще всего используют деталей, выполненных по разным технологиям.
Так, калитка может быть целиком изготовлена из кованых элементов.
Мебель
Такая мебель чаще всего производится для размещения на территории земельного участка. Использование оборудования для художественной ковки и наличие навыков работы с ним. Кроме того, что для сборки такого изделия необходимо уделять особое внимание качеству комплектующих изделий.
Так как, такую мебель чаще всего устанавливают на улице, мастер должен принять максимум усилий по защите готового изделия и его составных частей от коррозии.
Сборка такой конструкции вряд ли может обойтись без сварочных работ, мастер должен помнить, что сварные швы являются местами, где коррозия развивается значительно быстрее, чем у на обычном металле.
Фонарь
Для изготовления садового или уличного фонаря необходимо будет изготовить несколько компонентов конструкции, в частности, боковины – 4 штуки, крышку – 1 штука, основание – 1 штука, и узел крепления – 1 штука.
Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой Кованая парковая скамейка и переплетенные фонарные столбыПо сути, это будет сама простая конструкция. Рамки. Которые соединяют боковыми сторонами, образуют объемную форму конструкции. На собранную раму устанавливают крышку и прикрепляют основание.
Место вхождения электрического провода для лампы необходимо определить еще на стадии разработки эскизного проекта.
Богатый выбор комплектующих, которые можно изготовить при помощи оборудования и приспособлений для художественной ковки, позволяет производить множество различного типа сложных изделий их вид зависит только от фантазии художника и мастерства людей, занимающихся изготовлением комплектующих.
Создание кованых изделий своими руками с помощью технологии холодной ковки.
Холодная ковка – один из способов создания кованых изделий. Эта технология предусматривает обработку металла без нагревания. Основными операциями здесь являются прессование и гнутье, которые выполняются в определенной последовательности. Важным моментом является то, что в ходе обработки металла путем холодной ковки прочность его повышается, но снижается пластичность. Поэтому зачастую необходима предварительная термообработка материалов.
Холодная ковка широко применяется в автоматизированном производстве, но также вполне позволяет создавать качественные и уникальные элементы для любой сферы использования своими руками. Холодная ковка дает возможность повышать показатели прочности и качества благодаря точности процесса. В процессе можно использовать необходимые шаблоны, что дает возможность изготавливать нужное число заготовок. При горячей ковке сделать это вряд ли удастся. Минусом холодной ковки является предел толщины металла, по достижению которого изделие просто не получится согнуть без нагрева.
Минусом холодной ковки является предел толщины металла, по достижению которого изделие просто не получится согнуть без нагрева.
Используя технологию холодной ковки, Вы вполне справитесь с задачей по изготовлению разнообразных предметов интерьера (кровати, столы, стулья), декоративных элементов (подсвечники, подставки), а так же более серьезных конструкций, таких как решетки, перила, ограждения.
Конечно, для организации процесса работы с металлом путем холодной ковки, Вам потребуется специальное оборудование. Это ручной инструмент и аппарат для сварки. Имея это под рукой, Вы сможете изготавливать как плоские, так и объемные изделия и не беспокоиться о качестве и затраченном времени. Наиболее популярными приспособлениями для холодной ковки на сегодняшний день является так называемый «Гнутик», который позволяет сгибать металл, «Улитка», которая позволяет создавать завитки диаметром не более 12 мм, «Фонарик» — инструмент для переплетения прутков, диаметром не превышающим 30 мм, «Волна» — для обработки трубок, кругов и шестигранников и «Твистер», при помощи которого изготавливаются спирали.
Итак, если все необходимые инструменты есть у Вас в наличии и Вы определили место для работы (в отличии от горячей ковки, для холодной вполне подойдет подвал или гараж), можно смело переходить к созданию кованого изделия. Тут выделяются несколько этапов:
1. Для начала нужно создать эскиз, точно прорисовать все детали, рассчитать размеры и выполнить настройку Вашего оснащения.
2. Следующим шагом будут расчеты по затратам материала. Сразу разберитесь, сколько потребуется полос, труб и других элементов.
3. Далее последует собственно обработка и изготовление всех деталей.
4. После окончания этого процесса, Вам необходимо соединить элементы при помощи сварочного аппарата и закрепить на основе, если таковая имеется.
5. Завершающим этапом станет обработка швов, шлифовка и покраска изделия.
Изделия, изготавливаемые методом холодной ковки, также могут быть обработаны с применением технологии чеканки. Это одна из разновидностей художественной работы с металлом, которая предполагает нанесения рисунка на металл в результате воздействия на него давлением. Металл обрабатывается при помощи специальных инструментов – чеканов. Это могут быть лощатники, канфарники. В качестве дополнительных – используются подложки, чеканные молотки и другие приспособления.
Металл обрабатывается при помощи специальных инструментов – чеканов. Это могут быть лощатники, канфарники. В качестве дополнительных – используются подложки, чеканные молотки и другие приспособления.
Процесс чеканки также предполагает выполнение работ в несколько этапов:
1. Разрабатывается эскиз на бумаге.
2. Делается заготовка с припусками по всем сторонам (около 40 мм).
3. Подготавливается смола, которая заливается в специальную доску с углублением. После ее застывания с помощью паяльной лампы ее оплавляют, и накладывается заготовка.
4. Канфарником переводится рисунок на заготовку и выравнивается поверхность при помощи лощатника.
5. После проделанной работы, заготовка отжигается.
6. Остыв, заготовка уже может подвергаться чеканке рельефа.
7. И в завершение, изделие окончательно обрабатывается механическим или химическим способом.
Казалось бы, на первый взгляд сложная технология холодной ковки, на практике оказывается не такой уж непостижимой. Главное получить определенные навыки и совершенствовать их в постоянных тренировках. Это позволит Вам создавать неповторимые, а главное качественные изделия для своего дома.
Главное получить определенные навыки и совершенствовать их в постоянных тренировках. Это позволит Вам создавать неповторимые, а главное качественные изделия для своего дома.
Кованые элементы, низкая цена | Каталог компании СталИван
Когда появилась необходимость изменить что-то в дизайне дома или отдельной комнаты, совсем не обязательно прибегать к трудоёмкому ремонту. Иногда достаточно появления небольшой детали, чтобы придать интерьеру обновленный вид, расставить акценты, привлечь внимание. Справиться с этой задачей помогут кованые элементы, которые для вас с удовольствием выполнят мастера художественной ковки, работающие в компании «СталИван».
Скачать прайс кованых элементов из каталога Артеферро
Скачать прайс кованых элементов из каталога Подкова
Почтовый ящик из алюминия
Конусообразное навершие
Опора для стекла
Декоративная подкова
Оформление коваными элементами
Жилые комнаты обретут налёт аристократичности, если добавить в интерьер следующие виды кованых элементов:
Люстры
Подсвечники
Подставки для цветов
Розетки
Светильники
Необходимые детали подбираются а зависимости от конечной цели и места, которое требует эксклюзивного декора:
- Кухонное помещение выглядит более добротно и уютно, если в нем присутствует оригинальный орнамент. Пусть даже он будет небольших размеров.
- Используйте поручни, пики, наконечники. Загородный дом станет настоящим дворянским гнездом.
- Дачный участок преобразится вмиг, если для него вы решите купить кованые элементы. Очень уместны здесь художественные предметы, выполненные из металла: флюгер или цветы как декор различных изделий.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров.Эти же детали могут нести и практическую функцию. Крепления и соединительные кованые элементы, выполненные методом холодной ковки или проката, значительно прочнее, чем аналоги из других материалов.
Закругленный фланец
Начальный элемент поручня
Кованая розетка
Кованый декоративный элемент
Услуги компании «СталИван»
Специалисты компании «СталИван» всегда готовы пойти навстречу клиенту и выполнить самые затейливые узоры, которые станут проявлением индивидуальности домовладельца. Наши дизайнеры помогут воплотить идеи в эскиз, а кузнецы – исполнить его в металле. Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
При желании заказчика декоративные кованые элементы могут быть искусственно состарены или окрашены под бронзу. Более подробную информацию о возможных эффектах художественной ковки вы можете узнать у наших менеджеров по телефонам +7 (495) 722-76-85, +7 (495) 648-50-02.
Холодная штамповка фурнитуры из каратного золота
Холодную ковку в ювелирной промышленности из каратного золота иногда называют штамповкой, чеканкой и штамповкой. Этот процесс использовался на протяжении всей истории для изготовления монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими же, как и в древности; однако тонкости постоянно уточняются.
Процесс просто описывается как формирование находки с применением чрезвычайной силы, чтобы загнать сырье в профилированную полость в стальном блоке.Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такие детали, как голенища, вершины, подвески и планки, являются идеальными изделиями для этого метода производства.
Такие детали, как голенища, вершины, подвески и планки, являются идеальными изделиями для этого метода производства.
Инструмент
При вдавливании стальной заготовки или ступицы (также известной как варочная панель) в мягкий стальной блок можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы нарезались вручную с помощью молотка и зубила, резцов и напильников. Они были вершиной инструментального мастерства и искусства; однако стало трудно найти квалифицированных мастеров, необходимых для изготовления этих шедевров.Сегодня ступица может быть обработана с помощью обычного инструментального оборудования или изготовлена с использованием технологии CAD / CAM. Для их отделки и полировки по-прежнему требуется высокий уровень навыков рук. Мастер изготовлен из инструментальной стали A2, которая очень прочная и выдерживает давление при изготовлении штампа.
Спонсором Ганоксина является После создания мастер затем подвергается термообработке при 1750 ° F (955 ° C) в течение одного часа и затем охлаждается на воздухе. В результате этого процесса твердость по Роквеллу составляет 63. Затем твердость доводится до 59 ° С по Роквеллу, помещаясь в печь при температуре 450 ° F (230 ° C) на один час. Мастер запрессовывают в стальной блок с помощью гидравлического пресса, а затем штамп подвергают термообработке при 1525 ° F (830 ° C) до твердости 60 по Роквеллу C. Матрицу отпускают в течение двух часов при 440 °. F (227 ° C) до 57 ° C по Роквеллу, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью.
В результате этого процесса твердость по Роквеллу составляет 63. Затем твердость доводится до 59 ° С по Роквеллу, помещаясь в печь при температуре 450 ° F (230 ° C) на один час. Мастер запрессовывают в стальной блок с помощью гидравлического пресса, а затем штамп подвергают термообработке при 1525 ° F (830 ° C) до твердости 60 по Роквеллу C. Матрицу отпускают в течение двух часов при 440 °. F (227 ° C) до 57 ° C по Роквеллу, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью.
Два жестких правила, применимых к этому типу инструмента, заключаются в том, что не может быть поднутрений и что угол уклона должен применяться ко всем полостям. В отличие от отливок, поднутрения нецелесообразны для продуктов diestruck. Они заставят металл заблокироваться в полости, и его будет невозможно извлечь. Углы уклона от двух до пяти градусов необходимы для легкого снятия детали с матрицы и часто помогают сократить время, необходимое для выполнения каждой работы.
Этапы процесса изготовления инструмента показаны на рисунках 1-7.
Холодная штамповка
Чтобы проиллюстрировать процесс холодной штамповки, будет использоваться типичная работа хвостовика. Этот хвостовик обычно используется для колец для пасьянсов. Материал должен быть изготовлен по форме, близкой по размеру к конечному продукту. Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, напоминающие очертания матрицы.Заготовка может вызвать проблемы, если на заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Спонсором Ганоксина является Хорошим примером этого является использование инструмента для окончательной обрезки чармов в качестве заготовки. Область, где петля для прыжкового кольца соединяется с корпусом амулета, имеет угол, который будет склонен к растрескиванию при штамповке. В этом случае использование триммера для бланкера приведет к списанию работы.Закругление выемок на одеяле уменьшит это или предотвратит его появление. Эта проблема усиливается при штамповке никелевого белого золота. Для стержня, использованного в этой статье, использовалась квадратная проволока из 14-каратного золота (рис. 8), так как она быстро изготавливается и имеет хорошую форму для штамповки.
Область, где петля для прыжкового кольца соединяется с корпусом амулета, имеет угол, который будет склонен к растрескиванию при штамповке. В этом случае использование триммера для бланкера приведет к списанию работы.Закругление выемок на одеяле уменьшит это или предотвратит его появление. Эта проблема усиливается при штамповке никелевого белого золота. Для стержня, использованного в этой статье, использовалась квадратная проволока из 14-каратного золота (рис. 8), так как она быстро изготавливается и имеет хорошую форму для штамповки.
Матрица прикручивается болтами к пневматическому отбойному молотку, Рис. 9, или гидравлическому прессу, Рис. 10. Отбойный молоток работает по принципу подъема груза за счет давления воздуха в цилиндре.Воздух откачивается из цилиндра, и вес падает, заставляя бланк попасть в слепок. Однако сила, создаваемая в гидравлическом прессе, вызвана давлением масла в цилиндре, который медленно забивает металл в матрицу. Методы создания силы разные, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. В примере с хвостовиком использовался отбойный молоток.
Методы создания силы разные, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. В примере с хвостовиком использовался отбойный молоток.
Матрица смазана тонким слоем минерального масла, рисунок 11.Детское масло используется с начала 1950-х годов и идеально подходит для работы. Чтобы определить необходимое количество, щеткой протирают ноготь, оставляя только сухой масляный блеск. Он вообще не должен быть мокрым; Однако на ногте должна остаться светлая пленка. Слишком много масла осядет в полости и забьет деталь, не дав ей полностью сформироваться. Первый используемый штамп называется стартовым, а угол вытяжки увеличен, чтобы металл мог перемещаться в полость с меньшим сопротивлением.Заготовка размещается над слепком, а затем материал вводится в штамп. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги для уточнения определения пьесы. Величина давления, используемого в обеих системах, может разрушить матрицу, если она будет чрезмерной.
Всю операцию, если сделать ее неправильно, можно сравнить с колкой дров.Если по заготовке ударить слишком сильно или переутомиться, она может выступить в роли клина и разделить матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени оттиск потрескается внизу или стены начнут разрушаться. Также очень важна разработка размеров заготовки. Слишком много материала приведет к дополнительным вырубкам и обрезкам для доведения детали до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину матрицы, можно штамповать изделия с полой основой с очень тонкими боковыми стенками.Также соединение двух половинок штампа с оттисками позволит детализировать обе стороны находки. Однако это может вызвать проблемы при обрезке геометрии инструмента, поскольку оттиск нужно будет вырезать на лицевой стороне пуансона триммера, чтобы предотвратить сплющивание.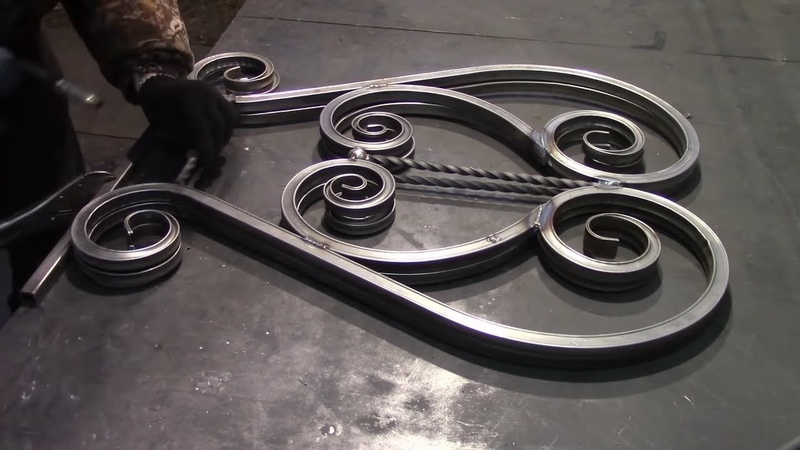 Вокруг детали образуется перелив или избыток материала, рис. 12. Толщина перелива часто составляет от 0,015 дюйма до 0,018 дюйма (0,38–0,46 мм). Это необходимо уменьшить, чтобы материал снова мог свободно течь, и для этого используется обрезной инструмент.Для хвостовика, подобного приведенному в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для изготовления до 80% солитерных хвостовиков, предлагаемых компанией, если он правильно спроектирован, рис. 13 и 14.
Вокруг детали образуется перелив или избыток материала, рис. 12. Толщина перелива часто составляет от 0,015 дюйма до 0,018 дюйма (0,38–0,46 мм). Это необходимо уменьшить, чтобы материал снова мог свободно течь, и для этого используется обрезной инструмент.Для хвостовика, подобного приведенному в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для изготовления до 80% солитерных хвостовиков, предлагаемых компанией, если он правильно спроектирован, рис. 13 и 14.
Каждый раз, когда металл вдавливается в матрицу, материал упрочняется. Для дальнейшего формования материал необходимо отжечь. Это достигается путем выдерживания заготовки при постоянной температуре в течение заданного периода времени с последующим равномерным охлаждением. На многих заводах атмосфера поддерживается с помощью крекинг-безводного аммиака или смеси азота и водорода.Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца был отожжен при 1400 ° F (760 ° C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и отжига соответственно.
Хвостовик образца был отожжен при 1400 ° F (760 ° C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и отжига соответственно.
Затем хвостовик штампуется в финальной матрице, имеющей готовую геометрию в слепке.Некоторые работы требуют третьего удара, чтобы придать окончательную форму. В этом примере для этого использовались только две матрицы. В этот момент размер перелива составит около 0,010 дюйма (0,25 мм), поскольку такая толщина дает приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, соответствующего ковке, рис. 17 и 18. Правильное обслуживание последнего триммера имеет решающее значение для внешнего вида находки. Если пластина чрезмерно заточена, отверстие увеличится, что приведет к появлению ступенек на обрезанной области. Кроме того, слишком тугая пластина триммера будет обрезать слишком высоко на детали и вызвать плоскую боковую стенку, которая ухудшит дизайн.
Кроме того, слишком тугая пластина триммера будет обрезать слишком высоко на детали и вызвать плоскую боковую стенку, которая ухудшит дизайн.
Чистовые операции
Перед скруглением хвостовика необходимо подготовить концы для установки оправки. Для этого необходимо придать ему форму с четырьмя или шестью контактами, рис. 19 и 20. Есть три метода выполнения этой операции. Простая резка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки.Лучшим методом является фрезерование каждого конца на горизонтальном фрезерном станке. Хвостовик удерживается зажимом, а фреза проходит по его концу, делая точный и чистый разрез, рис. 21 и 22.
Спонсором Ганоксина является Третий метод включает загибание концов в форме крючка, зажим и фрезерование. Хотя он похож на второй метод, он имеет то преимущество, что устраняет проблему сгибания наконечника при изгибе.Однако точность концевого изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик обращен к фрезу, важен для хорошей посадки. Его нужно установить так, чтобы не было зазоров вверху или внизу в соединении установочного / хвостовика.
Хотя он похож на второй метод, он имеет то преимущество, что устраняет проблему сгибания наконечника при изгибе.Однако точность концевого изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик обращен к фрезу, важен для хорошей посадки. Его нужно установить так, чтобы не было зазоров вверху или внизу в соединении установочного / хвостовика.
Скругление выполняется с помощью ряда этапов изгиба, и защита концов хвостовика очень важна. Операция часто выполняется с двумя блоками для гибки концов, рис. 23 и 24.Первый иногда имеет пластиковую вставку, встроенную в сталь в том месте, где блок будет маркировать золото. Изгиб в первом блоке — это не что иное, как изгиб детали от легкого удара.
Место, где блок касается стержня, является областью наибольшего давления, и при слишком сильном нажатии на нем появляются следы. Второй слепок блоков имеет окончательно изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет давление изгиба по большей площади поверхности, предотвращая образование зазубрин.После сгибания концов кольца полностью закругляются, рис. 25. Последующая отделка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Второй слепок блоков имеет окончательно изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет давление изгиба по большей площади поверхности, предотвращая образование зазубрин.После сгибания концов кольца полностью закругляются, рис. 25. Последующая отделка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Отсутствие пористости, создаваемой при литье, и превосходная обработка поверхности, передаваемая инструментами, сделали штамповку золота в штампах первоклассным методом производства. Холодная ковка может быть применена ко многим типам фурнитуры всех цветов и каратов.При правильном отжиге и осторожности во избежание переутомления даже самые стойкие никелевые сплавы белого золота могут быть успешно подвергнуты холодной ковке.
Услуги холодной штамповки для военных и оборонных приложений
Услуги по холодной штамповке для военных: Микропроизводство для военных и оборонных приложений
Чтобы защитить нашу страну, вооруженные силы должны постоянно разрабатывать новые оборонные технологии и оборудование, которые работают на поле и за его пределами. От Хаммеров и танков до самолетов и спутников — военные технологии достигли более высокого уровня, чем когда-либо прежде, и требуют детализированного оборудования, состоящего из чрезвычайно точных деталей.
От Хаммеров и танков до самолетов и спутников — военные технологии достигли более высокого уровня, чем когда-либо прежде, и требуют детализированного оборудования, состоящего из чрезвычайно точных деталей.
Чтобы существующие машины работали должным образом, а также помогали проектировать и создавать прототипы военных машин будущего, военные организации используют только лучшие производственные процессы на рынке для производства своих деталей и прототипов. Один из таких процессов — холодная штамповка.
Холодная штамповка, также известная как холодная штамповка, в последние годы стала популярнее в нескольких отраслях, в первую очередь из-за ее невероятной скорости и эффективности.В отличие от процессов механической обработки или горячей штамповки, требующих огромного количества времени и энергии, холодная штамповка является относительно недорогой, практически безотходной и позволяет получать детали неизменно высокого качества. Для военнослужащих и производителей эти качества делают холодную штамповку идеальным процессом для изготовления деталей машин.
Для военнослужащих и производителей эти качества делают холодную штамповку идеальным процессом для изготовления деталей машин.
Чтобы больше узнать об услугах холодной штамповки для вооруженных сил и о преимуществах, которые может дать холодная штамповка, мы подробно рассказали о различных областях применения и преимуществах, которые предлагает холодная штамповка для оборонных приложений.
Что такое холодное формование?
Холодная штамповка — это процесс обработки металла при температуре около комнатной, хотя иногда металл слегка нагревают, чтобы сделать его более пластичным. Однако вместо того, чтобы нагревать металл до температуры плавления, холодное формование манипулирует кусочком металла, когда он находится в полностью твердом состоянии. В методе холодной штамповки это достигается за счет использования сложных гидравлических и механических прессов для приложения высокой скорости и давления к заготовке, придавая ей форму.
Метод холодной штамповки включает ряд шагов и приемов для создания сложных форм и форм. Что еще более впечатляюще, так это то, что холодное формование может создавать эти формы за несколько секунд, а также позволяет получать эти сложные формы в широком диапазоне размеров.
Процесс относительно прост и состоит из следующих нескольких шагов:
- Набор: Матрица, предназначенная для создания правильной формы конечного продукта, установлена внутри механизма пресса.
- Нагрузка: Матрица загружается с металлической пробкой, установленной на ней или в ней. Эта заготовка точно измеряется и порционируется в точном объеме, необходимом для заполнения матрицы. Слишком много материала приводит к чрезмерному просачиванию из формы, в то время как слишком мало материала не заполняет матрицу должным образом.
- Пуансон: Гидравлический или механический пресс пробивает пуансон в матрицу на высокой скорости. Это вдавливает материал в матрицу и создает желаемую форму.Этот удар часто наносится более одного раза для создания окончательной формы.
 Это вдавливает материал в матрицу и создает желаемую форму.Этот удар часто наносится более одного раза для создания окончательной формы.
Это вдавливает материал в матрицу и создает желаемую форму.Этот удар часто наносится более одного раза для создания окончательной формы.После этого могут иметь место другие вторичные процессы, добавляющие продукту характеристики, которые могут быть недоступны только с помощью холодной штамповки. Некоторые примеры включают вторичную механическую обработку для создания деталей в детали, гальваническое покрытие или покрытие готовой детали для защиты от коррозии и износа или чистовую обработку продукта с помощью детальной мойки или техники абразивной обработки.
Каковы военные применения холодной штамповки?
Когда дело доходит до вооруженных сил, каждое технологическое преимущество дает дополнительный импульс защите страны.Будь то армия, морская пехота, флот или военно-воздушные силы, многочисленные отрасли объединяются, чтобы сделать наши вооруженные силы той электростанцией, которой она является сегодня. Многие из этих отраслей, от производства боеприпасов до электроники, так или иначе используют холодную штамповку.
Многие из этих отраслей, от производства боеприпасов до электроники, так или иначе используют холодную штамповку.
Некоторые из наиболее распространенных применений холодной штамповки в вооруженных силах включают следующее:
- Боеприпасы и вооружение: Боеприпасы холодной штамповки являются обычной практикой для нескольких разновидностей боеприпасов и вооружений.Меньшие пули, такие как пули .22 калибра, обычно формуются в холодном состоянии путем отрезания куска свинцовой проволоки и вдавливания его в пулевидную матрицу. В пулях с рубашкой также используется холодная штамповка как гильзы, так и наконечника. Этому микро-холодному формованию боеприпасов отдают предпочтение перед горячим формованием за его невероятную точность и воспроизводимость. Это особенно важно для боеприпасов и оружия, так как деформированная пуля или деталь может привести к пропуску зажигания или повреждению оружия.
- Автомобильная промышленность: Военные автомобили проходят многие из тех же процессов, что и их гражданские эквиваленты, и в них используются многие из тех же деталей и компонентов. Многие из этих компонентов получают холодным формованием. Долговечность и точность этих деталей, несомненно, превосходят их.
- Aviation: Сложные и часто детализированные компоненты авиационных и ракетных двигателей требуют чрезвычайно точного и специализированного производства. В самолетах, ракетах и других транспортных средствах, предназначенных для высокоскоростных воздушных перевозок, точность и долговечность являются важными характеристиками, обеспечивающими функциональность и безопасность транспортного средства. По этой причине холодная штамповка является предпочтительным методом ковки для авиационных применений.Методы холодной штамповки с меньшей вероятностью приводят к появлению дефектов или складок в деталях из сплавов драгоценных металлов, и они, как правило, более долговечны и конструктивно надежны, чем их аналоги горячей ковки.
- Морской транспорт: Подобно автомобильной и авиационной технике, военно-морские компоненты часто подвергаются холодной штамповке из-за их повышенной прочности и стабильности деталей. Кроме того, холодногнутые детали, обработанные антикоррозийным покрытием, будут очень хорошо держаться, несмотря на воздействие тепла и воды.
- Электроника: Компьютеры и электроника пронизывают все аспекты жизни общества, включая армию. Компоненты электроники часто состоят из сплавов драгоценных металлов, которые часто приходится формировать с помощью процесса микроструйного формования. Это стало еще более актуальным по мере уменьшения размеров устройств.
 Многие из этих компонентов получают холодным формованием. Долговечность и точность этих деталей, несомненно, превосходят их.
Многие из этих компонентов получают холодным формованием. Долговечность и точность этих деталей, несомненно, превосходят их. Кроме того, холодногнутые детали, обработанные антикоррозийным покрытием, будут очень хорошо держаться, несмотря на воздействие тепла и воды.
Кроме того, холодногнутые детали, обработанные антикоррозийным покрытием, будут очень хорошо держаться, несмотря на воздействие тепла и воды.В STS Intelli мы обслуживаем все эти отрасли в гражданском секторе, что означает, что у нас есть опыт работы с каждым из этих приложений.Мы понимаем уровень точности и опыта, необходимых для выполнения проектов каждого типа, и можем обеспечить одинаковый уровень качества и точности как для военных, так и для гражданских компаний.
Холодная штамповка
Этот процесс представляет собой разновидность штамповки штампом. Процесс холодной штамповки может быть разных типов, например, холодная высадка, гибка, холодное волочение, для получения разнообразного ассортимента продукции. Важнейшими компонентами процесса холодной штамповки являются материал и форма штампа, материал заготовки, смазка и температура.
Важнейшими компонентами процесса холодной штамповки являются материал и форма штампа, материал заготовки, смазка и температура.
Холодная ковка обычно выполняется при комнатной температуре или при температуре, при которой микроструктура металла не изменяется. Это процесс сжатия, при котором металлическим заготовкам придают пластическую форму с помощью фигурных штампов, сжимая их между штампами.
Процесс начинается с того, что заготовка стержня с химической смазкой выдавливается внутрь закрытой матрицы под очень высоким давлением. Затем металл течет и принимает желаемую форму. В качестве материала могут использоваться сплавы нижнего конца и углеродистые стали, нержавеющая сталь серий 300 и 400, отдельные алюминиевые сплавы, бронза и латунь.Существует постоянный поиск оптимизации производственных процессов и снижения затрат. В этом направлении сейчас все чаще используются такие методы, как численный анализ и моделирование.
Методы холодной штамповки: Холодную штамповку можно выполнить с помощью следующих трех процессов.
В этом процессе металл течет в направлении силы удара. Он уменьшает диаметр пули за счет увеличения ее длины. Обычно используется для изготовления ступенчатых цилиндров и валов.
Обратная экструзия:Здесь поток металла противоположен силе толкателя. Он создает полые детали. Типичное применение для массового производства.
Осадка или заголовок:В этом процессе металл течет перпендикулярно силе толкателя, увеличивая диаметр и уменьшая длину. Обычно используется для изготовления застежек.
Применение процесса холодной штамповки Детали, которые будут выкованы этим способом, наиболее рентабельны при весе 10 фунтов или меньше.Преимущество имеет место интеграция таких конструктивных элементов, как встроенные фланцы и выступы. Холодная поковка очень популярна в автомобильной промышленности для изготовления деталей рулевого управления и подвески, антиблокировочных тормозных систем, осей, бит, ступиц сцепления, шестерен, шестерен, пальцев, ступенчатых и промежуточных валов и втулок.
Услуги по ковке металла | Горячая и холодная ковка
Что такое ковка металла?
Ковка металла — это процесс формовки металлической детали с использованием постоянного давления, часто применяемый для обработки стали или железа.Экстремальное давление может потребовать прокатки, прессования или удара по заготовке для придания ей нужной формы. Распространенными примерами кованых деталей являются прокатные стальные стержни и балки.
Ковка на прессе — один из наиболее часто используемых процессов. Вместо того, чтобы молотить или раскатывать материал, для придания формы детали используется пресс. Для сжатия материала пресс создает значительную силу. Некоторые прессы могут использовать давление до 50 000 тонн.
После ковки деталь новой формы имеет более плотную структуру, что делает ее более прочной и эластичной.Существует множество видов ковки. Методы ковки на прессе часто делятся на категории в зависимости от температуры, при которой детали кованы. К основным категориям относятся холодная, теплая и горячая ковка.
Сравнение горячей штамповки и холодной штамповки
Для штамповки деталей доступен широкий спектр процессов металлообработки. Тип поковки зависит от технических характеристик детали и требований к производственному циклу.
В большинстве случаев ковка металла включает использование сильного нагрева для размягчения металла.При горячей ковке металл можно нагреть до 2100 градусов по Фаренгейту. Поскольку металл более податлив, для его образования требуется меньшее давление.
После прессования материал остывает и затвердевает. Готовая деталь часто бывает намного прочнее своей первоначальной формы. Однако горячая штамповка обеспечивает менее точные допуски по сравнению с холодной штамповкой.
При холодной высадке металл не нагревается. Он образуется при комнатной температуре, что делает его более подходящим для работы с более мягкими металлами.Основные преимущества холодной ковки включают более высокую производительность и повышенную взаимозаменяемость.
Общие методы ковки
Капельная ковка — это процесс падения большого молотка на нагретый металл для придания ему формы штампа. Некоторые штампы представляют собой формы с различными формами, а другие имеют плоскую поверхность. Двумя наиболее часто используемыми методами штамповки являются штамповка в открытых штампах и штамповка в закрытых штампах.
При штамповке на прессе вместо молотка применяется пресс.Пресс движется с меньшей скоростью по сравнению с молотком, что позволяет ему проникать глубже в материал. Металлическая деталь подвергается воздействию равномерно.
По сравнению с штамповкой методом штамповки штамповка дает много полезных преимуществ. Он обеспечивает большую точность и производительность, что делает его пригодным для обработки крупных деталей. Некоторые прессы автоматизированы, что снижает трудозатраты и общие затраты. Это также более экономичное решение для крупносерийного производства.
Валковая ковка — это еще один процесс ковки, который в основном используется для производства стальных стержней и длинных деталей.В процессе ковки используются два цилиндрических валка, которые деформируют пруток. Нагретый материал проходит через цилиндрические валки до достижения желаемой формы и размера. Это приводит к меньшим отходам материала по сравнению с некоторыми методами ковки методом капельной ковки и обеспечивает благоприятную структуру зерна.
Сравнение штамповки в закрытых штампах и открытой штамповки
Традиционная кузнечная ковка — это разновидность открытой штамповки. Этот процесс требует размещения заготовки между двумя поверхностями, такими как наковальня и молоток.Молоток ударяет по заготовке, образуя ее.
Современная ковка в открытых штампах часто включает использование двух штампов. Заготовка зажата между матрицами, но никогда не ограничивается полностью. Преимущества выбора открытой штамповки:
- Непрерывный поток зерна
- Пониженная вероятность дефектов
- Повышенная прочность и сопротивление усталости
- Более мелкозернистая структура
Закрытая штамповка (штамповка) сжимает заготовку в штампе, который содержит полости.Заготовка удерживается в матрице. При приложении силы металл заполняет пространство в полости матрицы. Когда металл сжимается, излишки материала вытесняются из штампа, создавая вспышку. После ковки детали флеш снимается. Этим методом можно изготавливать детали массой до 25 тонн. Он также позволяет получать почти чистые формы, что ограничивает необходимость в отделке.
Когда следует подумать об использовании ковки металла?
Ковка — жизненно важная часть нашей экономики, поскольку детали кованы для использования в таких областях, как национальная оборона, автомобилестроение, добыча металлов и нефти, даже хирургические и стоматологические инструменты могут быть изготовлены из кованого металла.Ковка используется на протяжении тысячелетий и по-прежнему обеспечивает решения для отраслей по всему миру. Ковка может привести к экономии затрат по сравнению с другими процессами изготовления металла. Эти методы также подходят для использования с различными материалами. Тем не менее, нержавеющая сталь и железо остаются наиболее часто используемыми материалами.
Наши возможности по ковке металла
Кузнечные заводы The Federal Group USA оснащены современными прессами, в том числе:
- Пресс механический
- Пресс гидравлический
- Винтовой пресс
В механическом прессе для создания заданного хода используются кривошипы и клеванты.Механический пресс работает быстрее гидравлического пресса, в котором для создания силы используется поршень и давление жидкости. Однако гидравлический пресс обеспечивает большую гибкость и производительность.
Эти прессы позволяют нам ковать вес от двух унций до более чем 100 фунтов. Наши производственные мощности позволяют нам использовать различные методы ковки, включая ковку чистой формы и ковку почти чистой формы.
Если вы планируете проект по ковке металла, вам может быть полезна наша статья, в которой сравниваются отливки и поковки.Вы также всегда можете связаться с The Federal Group USA по электронной почте или позвонить нам по телефону (800)759-2658, чтобы получить дополнительную информацию о наших возможностях ковки металла или запросить ценовое предложение. Вы также можете ознакомиться с некоторыми из наших предыдущих работ в нашей галерее кованых деталей
.Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Поковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.В зависимости от температуры, при которой она выполняется, ковка классифицируется на « горячая, », « теплая, » и « холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса отливки и , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы получить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия с холодной штамповкой — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые детали Преимущества холодной штамповкиПроизводители могут предпочесть процесс холодной ковки горячей; так как холоднокованые детали требуют очень мало или совсем не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одним значительным преимуществом является экономия материала за счет почти чистой формы. Начальный вес заготовки равен окончательному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной штамповки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более существенным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроцесс производства горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые детали Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их окончательной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размер — еще один возможный недостаток горячекованных компонентов по сравнению с холодноковаными. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс — сложный процесс, на который могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем больше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или испытания для контроля качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму стоимость производства, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холодной штамповки. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, если использовать индуктор и заготовку с соответствующими диаметрами и установить гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, требующих больших объемов производства, таких как автомобилестроение.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, науглероживание и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что обеспечивает оптимальный предел текучести, низкую твердость и высокую пластичность.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодной , теплой и горячей штамповкой или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Различные процессы ковки | Cornell Forge Co.
Ковка — это производственный процесс, в котором используются сжимающие силы для придания металлу желаемых форм и размеров. Специалисты отрасли применяют множество различных методов ковки — в зависимости от материала и продукта, который подвергается ковке, — каждая из которых имеет свои преимущества и наилучшее применение.
В следующем блоге представлен обзор различных типов доступных методов ковки с описанием того, что они влекут за собой, их основных преимуществ и типичных приложений.
Ковочные операции можно разделить на четыре основных типа:
Ковка в открытых штампах
Ковка в открытых штампах предполагает использование двух плоских штампов или штампов простой формы для приложения давления на основной материал с обеих сторон. Применение многократного сжатия на высоком уровне или ударов молотком по штампу придает материалу желаемую форму. Поскольку используемые штампы не полностью закрывают основной материал (отсюда и обозначение открытого штампа) и допускают боковое перемещение, в процессе можно создавать более крупные и тяжелые компоненты.
По сравнению с другими процессами ковки, ковка в открытых штампах дает очень мало отходов материала и конечную продукцию с более однородной структурой зерна и более высоким сопротивлением усталости. В авиационной и железнодорожной промышленности этот процесс часто используется для производства крупных и тяжелых компонентов, таких как цилиндры, ролики и валы.
Поковка в штампах
Подобно методу штамповки в открытых штампах, штамповка в штампах, также известная как штамповка в закрытых штампах, использует штампы для формования материала в требуемые детали и изделия.Однако, в отличие от ковки в открытых штампах, используемые штампы полностью закрывают основной материал. Кроме того, для сравнения, процесс требует гораздо больших сжимающих усилий, чтобы обеспечить полное заполнение полостей фильеры и формирование целостной детали.
Детали, изготовленные методом штамповки, обычно меньше, чем детали, изготовленные методом открытой штамповки. Тем не менее, они демонстрируют более жесткие допуски (в том числе для форм, близких к конечной) и более высокое качество обработки поверхности, что способствует снижению производственных затрат при более крупных производственных циклах за счет уменьшения потребности во вторичных операциях обработки.Автомобильная, горнодобывающая, нефтегазовая промышленность часто полагается на этот процесс для производства прецизионных деталей, таких как фитинги, фланцы и компоненты двигателей.
Узнайте о нашей ковке из сплавов
Холодная ковка
Хотя некоторые методы ковки требуют приложения тепла к основному металлу, также доступны различные процессы холодной ковки. Некоторые примеры методов холодной штамповки включают гибку, холодную высадку, холодное волочение, чеканку и экструзию. Эти процессы используются для создания широкого спектра деталей и изделий различного дизайна.
По сравнению с методами горячей штамповки, холодная штамповка позволяет получать детали с жесткими допусками размеров и хорошим качеством поверхности без необходимости термической обработки или более дорогих материалов. В автомобильной промышленности обычно используется холодная ковка для производства компонентов необычной или сложной геометрии, таких как компоненты рулевого управления и подвески, компоненты тормозов, оси, сцепления, шестерни и шестерни.
Узнайте о нашей поковке из нержавеющей стали
Бесшовные поковки с катаным кольцом
Подобно другим методам штамповки, поковка с катаным кольцом сжимает штампы для придания формы материалу.Однако вместо использования плоских штампов в процессе используются изогнутые штампы — обычно два противоположных ролика — для формирования кольцевых компонентов.
Процесс ковки катаных колец обеспечивает непрерывное производство, что позволяет повысить производительность и снизить производственные затраты. Кроме того, кованые детали с катаным кольцом демонстрируют больший срок службы и превосходное качество поверхности, чем другие кованые детали. Благодаря высокой прочности они часто используются в тяжелом горнодобывающем оборудовании, авиакосмических двигателях, ветряных генераторах и железнодорожном оборудовании.
Получите необходимую экспертную помощь от команды Cornell Forge
В Cornell Forge Company мы рады предоставить одни из самых высококачественных кованых компонентов в отрасли. Обладая более чем девятидесятилетним опытом, мы хорошо разбираемся во всех аспектах ковки металлов, включая ковку в закрытых штампах. Для получения дополнительной информации о доступных типах поковок или помощи в предстоящем проекте по производству кузнечных изделий свяжитесь с нами или запросите расценки сегодня.
Хотите узнать больше о кузнечных деталях?
Руководство по деталям для ковки
Холодная ковка vs.Горячая штамповка: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка — это производственный процесс, в ходе которого цельнометаллическая заготовка деформируется, а затем изменяет форму с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает создателю больший контроль над конечным результатом, поскольку зернистость металла деформируется, повторяя новую форму.Это означает, что кузнец может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
Для ковки используются различные инструменты, в том числе более традиционные молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой. Сегодня ковка в основном выполняется машинами на промышленном уровне и является мировой отраслью.
Ковка бывает «горячей», «теплой» или «холодной».’Независимо от температуры, используемый метод и оборудование можно отнести к одному из следующих:
- Ударная ковка: использование ковочных молотов и винтовых прессов
- Ковка под давлением (вращательное движение): использование гидравлических и механических машин
- Ковка под давлением (поступательное движение): использование прокатных станов
- Ковка под давлением (сочетание поступательного и вращательного движения): флоппиннинг и орбитальная ковка
Что такое холодная ковка?
Холодная ковка, также называемая холодной штамповкой, — это процесс, который происходит при температуре около комнатной, а не при более высоких температурах, таких как теплая и горячая ковка.Это делается путем размещения заготовки между двумя штампами и растачивания штампов до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности.Например, это часто более экономично, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует. После этого также почти не остается лишнего материала, так как вес нетто исходного металла примерно такой же, как вес готового продукта. В дополнение к отсутствию лишнего материала штампы, используемые при холодной штамповке, служат дольше, чем при более горячих процессах, что означает меньшее количество замен.
Другое преимущество состоит в том, что, хотя пластичность металла снижается во время процесса холодной ковки, металл значительно увеличивает как текучесть, так и предел прочности.Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Основным недостатком холодной ковки является то, что ее нельзя использовать для каждого металла, потому что некоторые типы с большей вероятностью треснут или сломаются в процессе. Например, в то время как некоторая сталь может быть выкована при комнатной температуре, типы стали с содержанием углерода не менее 0,05 мм.5% и выше не могут.
Еще один недостаток — холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, другой процесс, вероятно, лучше подойдет для вашего желаемого результата.
Чем он отличается от горячей штамповки?
Наиболее очевидная разница между холодной и горячей ковкой — это температура. В отличие от холодной ковки, которая начинается при комнатной температуре или около нее, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
Горячая ковка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между штампом и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластиковый металл пластичный и легко поддается формованию. Во время горячей штамповки можно создавать сложные формы и конструкции, в отличие от холодной штамповки, где это может быть чрезвычайно сложно. Если вы хотите изготавливать металлические изделия по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеален для создания трехмерных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительного нагрева металла снаружи для придания ему нужных свойств, поверхность металла, кованная при высоких температурах, идеально подходит для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом деформируемости, поскольку целостность металла не нарушается из-за высокой температуры. Этим металлам можно легко придать форму, не замечая в нем каких-либо дефектов, что делает их прочными и пластичными.
Недостатки горячей штамповки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не следить за их нагревом, ковкой и затем охлаждением. Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Горячая ковка также часто бывает дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также из-за процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, выбор процесса зависит от того, какой продукт вам нужен, и от типа металла, который вы будете использовать. Оба метода ковки могут быть эффективными способами упрочнения ваших металлических заготовок и придания им необходимого конечного продукта.
Для получения дополнительной информации о том, как GK может поддержать процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
.