Инверторные выпрямители | Сварка и Контроль
Принцип действия инверторного сварочного аппарата
Схема выпрямителя с транзисторным инвертором (рис. 1) наиболее удобна для объяснения процесса инвертирования. Сетевой выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1 — С1. Затем выпрямленное напряжение uвс преобразуется в однофазное переменное u1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором T до u2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2 — С2 и подается на дугу в виде сглаженного напряжения uв .
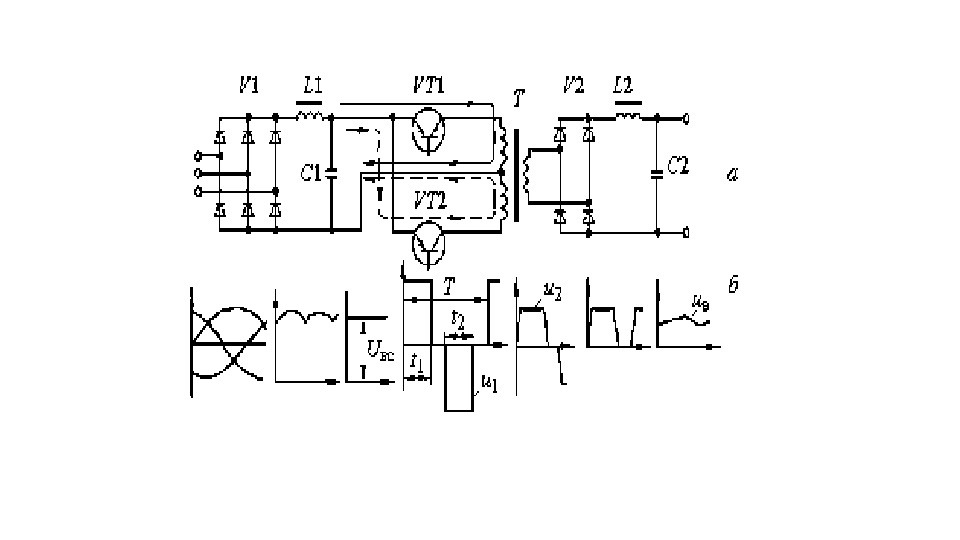
Рис. 1. Принципиальная схема (а) и осцилограммы напряжений (б) выпрямителя
с транзисторным инвертором
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения с промежуточным высокочастотным звеном.
Регулирование режима сварки осуществляется несколькими способами. Например, при увеличении напряжения сетевого выпрямителя Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения.
В инверторном выпрямителе используется амплитудное, широтное и частотное регулирование режима.
Внешние характеристики инверторного выпрямителя зависят главным образом от конструктивных особенностей инвертора и трансформатора. Естественная внешняя характеристика собственно инвертора АИН почти жесткая . Но поскольку индуктивное сопротивление трансформатора Xт, пропорциональное частоте инвертирования f, велико даже при небольшом магнитном рассеянии, то характеристика выпрямителя в целом получается падающей. Обычно же внешние характеристики формируются искусственно с помощью системы управления.
В инверторном выпрямителе сравнительно легко получить ломаную внешнюю характеристику,сформированную из нескольких участков. Крутопадающий участок необходим для задания сравнительно высокого напряжения холостого хода, что полезно при зажигании дуги. Пологопадающий основной участок обеспечивает эффективное саморегулирование при механизированной сварке в углекислом газе. Вертикальный участок ограничивает сварочный ток, что предотвратит прожог при сварке тонкого металла. Последний участок задает величину тока короткого замыкания.Разумеется, положение каждого участка настраивается с помощью отдельных регуляторов. Так, при сварке в углекислом газе перемещением по вертикали участка регулируется сварочное напряжение, а при сварке покрытыми электродами перемещением участка устанавливается сила тока.
И все же инверторный выпрямитель дороже других источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности cosj близок к 1, т.к. он не потребляет реактивной мощности. Его КПД не ниже 0,7, а иногда достигает 0,9. Главный недостаток инверторного выпрямителя заключается в чрезмерной сложности устройства и связанной с этим низкой надежности и ремонтопригодности. Специфическим недостатком является также повышенный шум, издаваемый высокочастотным трансформатором, выходным фильтром и дугой. Радикальный способ борьбы с шумом заключается в повышении рабочей частоты сверх 20 кГц, что выводит акустический эффект за пределы слышимого звука. Частным недостатком выпрямителей с транзисторным инвертором является их малая мощность. Дело в том,что отечественные силовые транзисторы на ток больше 20 А пока еще не освоены серийно. Решение проблемы— в использовании не полностью управляемых силовых вентилей — тиристоров.
Выпрямитель с тиристорным инвертором
При конструировании тиристорного инвертора главная трудность заключается в необходимости выключения тиристора для прекращения каждого импульса. Как известно, тиристор, установленный в цепи постоянного тока, невозможно выключить снятием сигнала управления (если не считать специальных запираемых тиристоров). Принципиально для его выключения необходимо снизить до 0 анодный ток, а после прекращения тока некоторое время поддерживать обратное напряжение для восстановления запирающих свойств. Это возможно, если параллельно или последовательно с тиристором включить конденсатор, разрядом или зарядом которого прекращается ток в анодной цепи тиристора. Поэтому различают параллельный и последовательный тиристорные инверторы (рис.2).
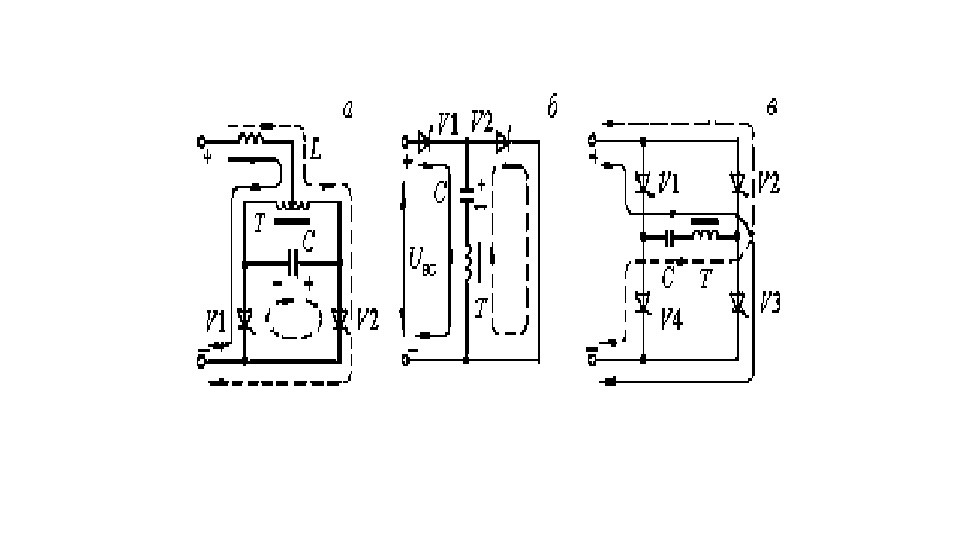
Рис. 2. Схемы тиристорных параллельных (а) и последовательных (б,в) инверторов
Резонансный последовательный инвертор, собранный по симметричной полу мостовой схеме (рис. 2), наиболее распространен. В сравнении с мостовой схемой здесь не только достигается экономия тиристоров, но и прощается система управления
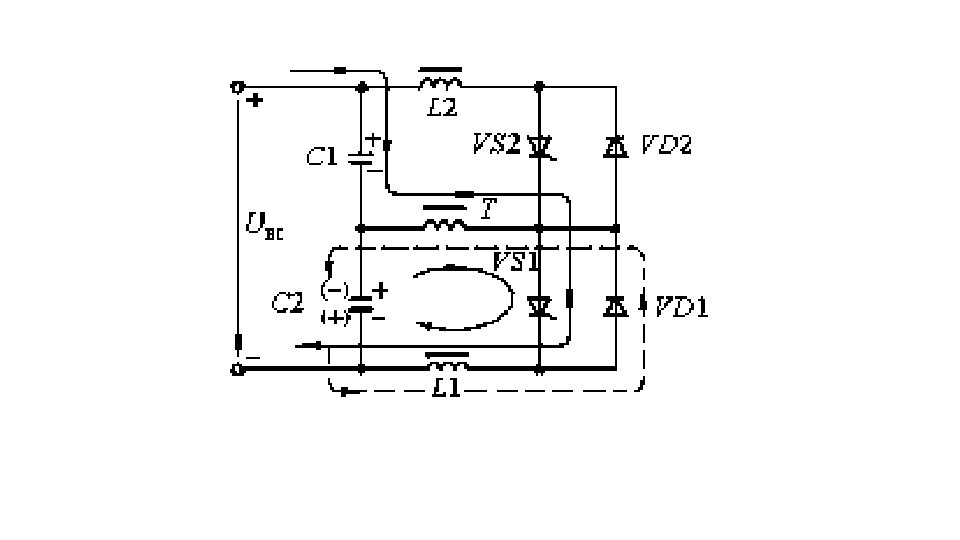
Рис. 3. Принципиальная схема резонансного
последовательного инвертора
Универсальный тиристорный выпрямитель ВДУЧ-301 У3 с последовательным резонансным инвертором (рис. 4) — одна из первых серийных отечественных конструкций.

Рис. 4. Упрощённая принципиальная схема выпрямителя ВДУЧ-301 У3
Другие конструкции выпрямителей, как правило, также имеют тиристорный резонансный инвертор, собранный по симметричной полу мостовой схеме. Выпрямитель ВДЧ-122 предназначен для ручной дуговой сварки, он может использоваться для питания пульсирующей дуги. Выпрямитель ФЕБ-160 является универсальным источником,предназначенным для ручной и механизированной сварки в углекислом газе. Его схемой предусмотрена возможность питания привода шлангового аппарата, а также запуск двигателя внутреннего сгорания. Выпрямители ПИРС-160, ВДУЧ-161, ДС-250У, ВДУЧ-315, ФЕБ-350 и ПИРС-500 также являются универсальными. Выпрямители ВДУЧ-16, ДС-140 и ТИР-ВЧ-125 РС предназначены для ручной дуговой сварки, но могут использоваться и для сварки неплавящимся электродом. Источник ТИР-МАГ-500 предназначен для сварки в углекислом газе.
Высокойс тепенью совершенства обладают универсальные источники PS-2800 и PS-5000 финской фирмы «Кемппи». Они положены в основу так называемой мультисистемы, в которой на базе общего источника могут комплектоваться сварочные установки четырех разных типов. В простейшем случае один только источник используется для ручной дуговой сварки. Во втором варианте источник дополняется блоком цикла с осциллятором, а также газовой аппаратурой и горелкой для аргоно-дуговой сварки.В этом варианте, кроме постоянного тока, возможна также сварка алюминиевых сплавов знакопеременными прямоугольными импульсами регулируемой амплитуды и продолжительности. В третьем варианте установка комплектуется приводом подачи электродной проволоки и становится пригодной для механизированной сварки в защитном газе. Наконец, в четвертом варианте последняя установка дополняется блоком импульсов для сварки плавящимся электродом в инертном газе с управляемым переносом.
Выпрямитель с транзисторным инвертором
Схемное решение транзисторного инвертора проще, чем у тиристорного.
Двухтактный мостовой инвертор показан на рис. 5,а. В первом полупериоде (такте) система управления запускает транзисторы VT1 и VT4, и ток идет по первичной обмотке трансформатора в направлении, показанном тонкой линией. Во втором полупериоде путь тока через транзисторы VT2 и VT3 показан пунктирной линией.
Однотактный полумостовой инвертор на рис. 5,б приведен в составе конвертора, он имеет половинное количество транзисторов. В момент t1 при отпирании транзисторов VT1 и VT2 по первичной обмотке трансформатора идет импульс тока, показанный тонкой линией. Затем следует пауза t2 — t4, после чего в этом же направлении проходит такой же импульс тока (рис.4.17,в). Таким образом, в однотактном инверторе ток оказывается переменным только по величине, но не по направлению. Недостатком такой схемы являются значительные перенапряжения на транзисторах в момент их выключения. Этот дефект устраняется при установке диодов VD1, VD2. С момента t2 выключения транзисторов энергия, запасенная в индуктивности первичной цепи, возвращается в сеть. При этом по первичной обмотке через диоды по пути, показанному пунктирной линией, идет ток, постепенно снижаясь к моменту t3.
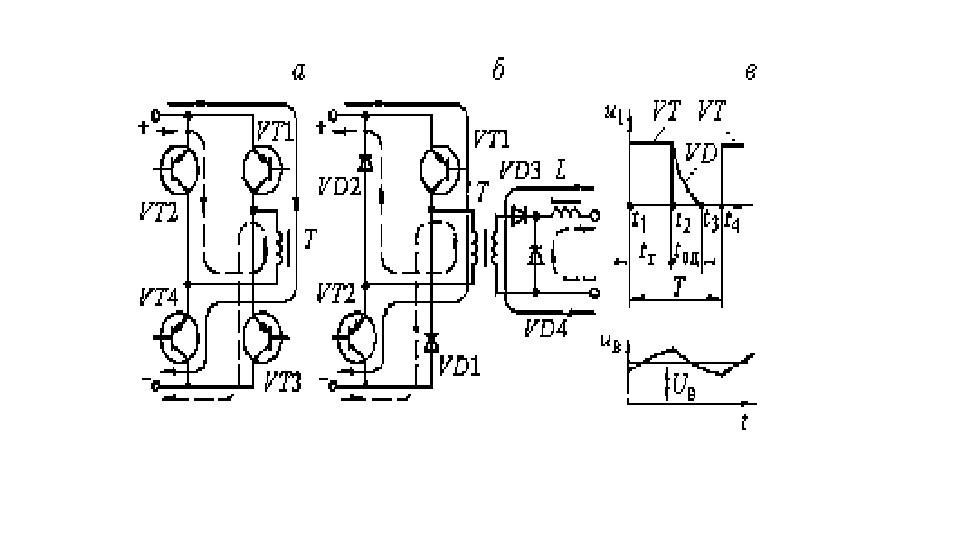
Рис. 5. Схемы транзисторных инверторов
Инверторный выпрямитель LHL-315 шведской фирмы «ЭСАБ» показан на рис. 6.

Рис. 6. Упрощённая принципиальная схема выпрямителя LHL-315
Выпрямитель предназначен для ручной сварки покрытыми электродами и имеет крутопадающую внешнюю характеристику, сформированную системой управления. Подобным же образом, но только с одним однотактным инвертором выполнен портативный выпрямитель «Кэдди». Самая малая его модификация на 130 А имеет массу 8 кг и переносится, как сумка, на ремне.
Последние разработки в области транзисторных инверторов представлены конструкцией выпрямителя LUC-500 той же фирмы «ЭСАБ». Он является универсальным, т.е. пригодным как для ручной дуговой сварки, так и механизированной в защитных газах, в том числе импульсно-дуговой. В нем используется инвертор с частотой 48кГц на мощных МОП- транзисторах. Источник снабжен микропроцессорным устройством«Аристо», реализующим принцип синергетического управления, т.е. автоматической настройки режима по математической модели.
ВыпрямительTS-330 «Транссинергик» австрийской фирмы «Фрониус» с транзисторным инвертором на 60 кГц также является универсальным синергетическим источником. Установка режима выполняется с помощью регуляторов, на которых указаны марка свариваемого металла и диаметр электродной проволоки. В памяти машины содержатся 18 стандартных программ и до 32 подобранных сварщиком. Предоставлен и широкий выбор вариантов программного управления.Эта же фирма выпускает компактный источник TP-200 «Транспокет» для ручной дуговой сварки с транзисторным инвертором с частотой 30 кГц.
Хорошими сварочными свойствами обладает также легкий инверторный выпрямитель«Мастер-3500» фирмы «Кемппи», предназначенный для ремонтных и монтажных работ с использованием покрытых электродов. В нем используются биполярные транзисторы с улучшенным охлаждением, что существенно повышает их нагрузочную способность и надежность.
Из отечественных источников с транзисторным инвертором следует отметить выпрямители ДС140.3 и ДС250.3.Последний собран по однотактной полумостовой схеме с широтно-импульсным регулированием и предназначен для ручной дуговой сварки, в том числе на импульсном режиме. Он имеет кроме плавного регулирования сварочного тока еще и независимую настройку тока короткого замыкания.Предусмотрено также форсирование режима при зажигании дуги и снижение напряжения холостого хода до безопасного значения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Устройство сварочного инвертора.
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
что это такое и как использовать?
Время чтения: 7 минут
Сейчас в магазинах можно найти сварочник на любой вкус и кошелек. Производители предлагают купить сварочные трансформаторы, инверторы, полуавтоматы и, конечно, выпрямители. Начинающий сварщик сталкивается с рядом трудностей при выборе своего первого сварочного аппарата, поскольку не может разобраться в таком большом ассортименте. Мы уже рассказали вам про инверторы, трансформаторы и полуавтоматы. Настало время поговорить про выпрямители.

Из этой статьи вы узнаете, что представляет собой сварочный аппарат выпрямитель, каков принцип его работы и какие плюсы/минусы есть у данного типа аппарата. Вы также узнаете о некоторых особенностях применения выпрямителя.
Содержание статьи
Общая информация
Выпрямитель для сварки — это один из классических типов сварочного оборудования наравне с трансформатором. Он применяется уже ни одно десятилетие и сумел в полной мере раскрыть все свои достоинства и недостатки. Основная функция выпрямителя — преобразование переменного тока в постоянный, чтобы использовать его для поджига дуги и дальнейшего формирования шва.
Стандартный выпрямитель для ММА сварки (ручная дуговая сварка с использованием электрода с покрытием) состоит из силовой части (чаще всего трансформатора), выпрямительного блока, а также из компонентов, выполняющих роль защиты, запуска и регулировки аппарата.

Это простейшее описание, по которому можно понять устройство сварочного выпрямителя. Конечно, на деле все гораздо сложнее. Каждый компонент, будь то силовой трансформатор или выпрямительный блок, состоит из множества дополнительных элементов.
Но, несмотря на кажущуюся сложность устройства аппарата, он все еще гораздо надежнее инвертора или полуавтомата. А все потому, что в его основе не используются электронные компоненты. А ведь именно они чаще всего выходят из строя, если вы используете инвертор. Феноменальная надежность — это основное достоинство выпрямителя по сравнению с другими аппаратами (не считая сварочного трансформатора).
При желании можно собрать сварочный выпрямитель своими руками в домашних условиях. Конечно, если вы обладаете достаточными навыками. Тем более, схема сварочного выпрямителя есть в открытом доступе и ее несложно найти при необходимости.

Существует много разновидностей сварочных выпрямителей. Основные отличия заключаются в их силовой части. В продаже есть выпрямители на основе трансформатора, с дросселем, с тиристорами, с транзисторами и даже есть инверторный выпрямитель. У каждого типа есть свои достоинства и недостатки, но на деле больших отличий при использовании вы не заметите. Так что выбирайте аппарат исходя из технических характеристик и стоимости.
Принцип работы
Принцип работы сварочного выпрямителя можно описать довольно просто. Сначала аппарат понижает получаемое напряжение сети 380В до параметра напряжения холостого хода. Затем он преобразовывает переменный ток в постоянный. И в конечном итоге производится регулировка сварочного тока. Можно приступать к сварке.
В этом смысле трансформаторы и выпрямители очень похожи. Отличие заключается в типе получаемого тока: трансформатор использует для сварки переменный ток, а выпрямитель — постоянный.
В остальном оба аппарата похожи. При этом варить на постоянном токе гораздо проще, чем на переменном. Поэтому трансформатор — это тот же выпрямитель, только еще более сложный в применении.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Читайте также: Что такое форсаж дуги на сварочном инверторе?
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
Вместо заключения
Сварочный выпрямитель назначение которого — сварка сложных металлоконструкций, может понадобиться вам не только в профессиональной сварке, но и при работе в гараже или при изучении навыков сварочного дела. Он не так прост, как инвертор, зато лишен недостатков, присущих трансформаторам. Выпрямители очень громоздкие, но современные модели часто оснащаются колесами, так что аппарат можно перевозить на небольшие расстояния.
Конструктив выпрямителя так же прост, как и у трансформатора, так что его можно без проблем починить в домашних условиях. При этом ремонт не ударит по кошельку. А при наличии определенных навыков, можно своими руками модифицировать аппарат, сделав его применение более эффективным и удобным. Оставляйте свои комментарии, делитесь мнением и опытом. Это будет полезно для многих новичков. Желаем удачи в работе!
[Всего: 2 Средний: 5/5]Выбор сварочного инвертора или сварочного выпрямителя
При решении бытовых и производственных задач достаточно часто возникает необходимость в прочном соединении металлических элементов. Данная процедура осуществляется с помощью специализированного оборудования: сварочного инвертора или выпрямителя. Два вида устройств имеют различную сферу применения, функциональные особенности и принцип действия. Именно поэтому следует выбирать оборудование, ориентируясь на его характеристики.
Отличительные черты и сфера применения различных видов устройств
Наиболее простым, относительно компактным и легким в использовании можно назвать сварочный инвертор. Зачастую его применяют для решения бытовых задач, например, для проведения ремонтных или строительных работ на даче. Такие аппараты имеют встроенный трансформатор, который преобразует переменный ток (его частота равна 50Гц) в высокочастотный (несколько десятков кГц). Ключевыми отличиями можно назвать:
- низкое потребление энергии в процессе работы устройства;
- возможность выполнения качественной обработки заготовок из любых видов металлов, при этом не требуется их предварительная подготовка;
- удобство транспортировки за счет малого веса;
- возможность подключения к электросети с напряжением 220 Вольт.
Второй вид оборудования – сварочные выпрямители, которые применяются в профессиональной деятельности. Они представляют собой сложно устроенное оборудование, в конструкции которого имеется:
- силовой трансформатор;
- охлаждающие радиаторы;
- блоки защиты, выпрямления, пуска и регулирования.
С помощью сварочных выпрямителей удается создать максимально ровный шов, который характеризуется прочностью и практически не имеет дефектов. В случае необходимости они могут быть использованы для выполнения дуговой ручной сварки. Важно обратить внимание, что для работы такого оборудования требуется наличие трехфазного тока. Сварочные выпрямители имеют большие габариты, поэтому многие модели дополняются транспортировочными колесами.
CHNsalescom Инверторный сварочный аппарат постоянного тока с двумя выпрямителями с быстрым восстановлением выпрямительной трубки NS6603 | |
Инверторный сварочный аппарат постоянного тока с двумя выпрямителями, быстровозводимая трубка выпрямителя NS6603
9000
Выходной ток: Ifav = 60A (TC = 25 C)
000 000 300 В (TC = 25 C)Время восстановления: Trr = 100ns
Прямое напряжение: Vf = 1.2V (TC = 25 C)
Рабочая температура перехода: Tj = -40 … 150 ° C
00 00 Нижнее сопротивление: Rjc = 1.0 C / WДлина штифта: 20,19 мм
000 000 000 000 900 ,45 мм
Диаметр винта: 3,60 мм
000 9002 9000 9002Момент крепления: 0,686 ~ 0,882 НМ
Инверторный сварочный аппарат постоянного тока 9003 Сварочный аппарат постоянного тока с двумя выпрямителями с быстрым восстановлением В промышленном применении общего катодного типа введен диод с быстрым восстановлением.
Время восстановления (TRR) всего 100 нс; прямое падение напряжения (Vf) всего 1,2 вольт;
В основном используется в инверторных сварочных аппаратах, источниках бесперебойного питания UPS / EPS, в индустрии индукционного нагрева
Описание товара
1. 100 Абсолютно новый с высоким качеством.
2. Простота использования и отсутствие ограничений по регионам. Печатная плата в разный период производства, номер будет разным
Два выпрямительных сварочных аппарата для ремонта быстрого восстановления выпрямительной трубки, рекомендуется разовая замена всех, не подходит для смешанного использования с другими марками
Это несовместимо, увеличивает степень повреждения
В комплект входит
1) 1 шт. Инверторный сварочный аппарат постоянного тока с двумя выпрямителями, выпрямительная трубка быстрого восстановления NS6603
,сваривая выпрямитель 20а 200в
диода восстановления компонентов С4202с обслуживания инвертора быстрыйУпаковка и доставка
Условия оплаты
1) Вы можете оплатить заказ на покупку через WesternUnion, MoneyGram, Escrow, Trade Assurance, T / T, Alipay или наличными.
2) В указанную нами цену за единицу не включена стоимость доставки и оплаты. Мы можем предложить скидку в зависимости от количества вашего заказа.
3) Мы не несем ответственности за импортные пошлины и таможенные пошлины.
Условия доставки
1) Мы упакуем и отправим ваши товары в течение 1-3 рабочих дней после подтверждения оплаты. Для быстрой упаковки и отправки сообщите нам, когда вы закончите оплату.
2) Мы сообщим вам время выполнения заказа, если нам придется покупать на заводе.
3) Обычно мы отправляем через DHL, UPS, TNT, FedEx, Aramex или EMS. Обычно доставка занимает 3-7 дней. Грузовые авиаперевозки и морские перевозки также не являются обязательными.
4) Для отправки посылки нам нужна информация о доставке, включая ваше имя, адрес и номер телефона.
5) Номер для отслеживания будет передан вам, когда мы получим его от логистической компании.
Гарантия качества
1) Все наши продукты являются оригинальными и новыми от производителя. Он должен работать, если номер модели правильный.
2) Мы предлагаем 30-90 дней гарантии на нашу продукцию.
3) В течение гарантийного срока, если товары, которые вы приобрели в нашем магазине, не имеют идеального качества, пожалуйста, сообщите нам в течение 7 дней после доставки, мы вернем новые товары, когда получим ваше сообщение.
,Инверторный модуль сварочного диода Dh3f100n4se Выпрямительный модуль Dh3f150n4se Dh3f160n4s
Пункты отгрузки
1. Мы можем отправить товары по DHL, FedEx, TNT, UPS, EMS, Aramex и China Mail Post.
2. Нам нужно 1-7 дней на обработку товара после получения оплаты.
3. Мы не несем ответственности за несчастные случаи или задержки при отборе товаров логистической компанией.
4. Покупатели должны нести ответственность за импортные пошлины, когда товары прибывают в пункт назначения.
Пункты оплаты
1. Мы принимаем PayPal, Trade Assurance, MonryGram, Western Union и Bank T / T.
2. Наше предложение включает стоимость товаров, стоимость доставки и торговые сборы.
3. Покупатели должны нести ответственность за торговые расходы.
4. Цены, которые мы указали, верны в настоящее время, но могут быть изменены через несколько дней из-за колебаний валютных курсов и количества заказов.
Свяжитесь с нами
RUIZE Company Limited имеет тесные партнерские отношения с крупными мировыми производителями и агентами ИС и занимается поставкой ИС для этих крупных поставщиков электроники. RUIZE обеспечивает комплексное обслуживание различных электронных компонентов, а также имеет большой запас на нашем складе. Продукция широко используется в коммуникационной, компьютерной, военной, гражданской, автомобильной и другой электронике. RUIZE предоставляет выделенные, труднодоступные, стандартные, с длительным сроком выполнения и устаревшие компоненты производителям, чей обычный процесс закупок не позволил произвести столь необходимую деталь.Поскольку RUIZE является независимым дистрибьютором, RUIZE использует свою обширную сеть надежных поставщиков для получения компонентов, необходимых своим клиентам. Честность побеждает мир, Качество создает ценность, Сервис способствует сотрудничеству. RUIZE, ваш лучший поставщик электронных компонентов.
.Инверторный сварочный выпрямитель по цене 23000 рупий за единицу | Чинчвад | Пуна
Инверторный сварочный выпрямитель по цене 23000 рупий за единицу | Чинчвад | Пуна | ID: 15649825130Описание продукта
Инверторный сварочный выпрямитель находит применение там, где требуется выход постоянного тока для плавления электрода, и наша компания не преминет вас разочаровать в этом отношении. Характеристики:
| Источник питания | Вольт | Ампер | P | X% | P.F | I2 | U0 | IP | Вт. |
| IN-MMA-200 | 1 x 230 В | 16 A | 3,7 кВт | 60% 200 A 100% 120 A | 0,89 | 10-200 A | 89 В | 23S | 8 кг |
| ИН-ММА-250 | 3 x 400 В | 25 А | 5.4 кВт | 60% 250 A 100% 180 A | 0,89 | 10-250 A | 89 В | 23S | 12 кг |
| IN-MMA-400 | 3 x 400 В | 25 A | 12,7 кВт | 60% 400 A 100% 310 A | 0,89 | 10-400 A | 89 V | 23S | 38 кг |
| IN-MMA-600 | 3 x 400 В | 25 A | 15,6 кВт | 60% 600 A 100% 450 A | 0.89 | 10-600 A | 89 V | 23S | 42 кг |
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1998
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников от 11 до 25 человек
Годовой оборотR.1-2 крор
IndiaMART Участник с июня 2017 г.
GST27ACNPS7070F1Z6
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
