110 фото правильного подбора и использования инструмента
В некоторых случаях при проведении монтажных работ требуется восстановление гаек, ремонт сорванных болтов, устранение замятой резьбы внутреннего размещения. Купить новые крепежные элементы может быть затруднительно. Решить проблему поможет метчик.

Краткое содержимое статьи:
Конструктивные особенности приспособления
Метчик для нарезки резьбы представляет собой прочный стержень из стали или твердосплавных металлов. На стержень нанесены режущие элементы. Благодаря термической обработке конструкции, этот инструмент может быстро нарезать канавки для вкручивания на основании.

Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.

Конструктивно инструмент включает:
- Канавки в количестве 2-6 штук для удаления стружечной массы и поступления смазки. Такие впадины могут быть однорадиусной, двухповерхностной с прямолинейным или радиусным типом передней и задней поверхности. Канавки направляются линейно, по спирали влево или вправо.
- Коническая заборная часть конструкции, облегчающая врезание зубьев с углом наклона 3-20 градусов.
- Цилиндрический калибрующий компонент с занижением обратного типа в пределах 0,1 мм.
Разновидности инструмента
Крепежное соединение будет качественным и надежным, если вам удастся правильно подобрать ручные метчики. При выборе следует руководствоваться действующими типами классификации.

Назначение приспособления
Метчики слесарного назначения используют технологию воротка при обустройстве резьбы в деталях корпусного типа. Чаще всего в работе применяют наборы метчиков. Каждый инструмент обеспечивает снятие только части припуска – от черновой обработки до финишной набивки резьбы.

Механически нарезать резьбу можно при помощи машинной обработки. Для этого применяются сверлильные и токарные станки, агрегатные механизмы. Инструмент отличается большей прочностью. Также он наделяется заборным компонентом в более укороченной форме.

Гаечные приспособления требуются для качественного нарезания гаек. Конус для забора более длинный, а для обработки детали требуется надевать их на прямолинейный хвостовик при использовании сверлильного и товарного станка или изогнутый хвостовик в случае работы на резьбонарезном агрегате.

Виды по конструкции
По фото метчика можно определить возможность использования различных видов данного инструмента по конструктивным особенностям.

Различают:
- бесканавочные для нарезания в алюминиевых деталях или заготовках из легированной стали;
- с канавками винтового типа под глухую резьбу;
- с зубьями в шахматной последовательности для работы с вязкими материалами;
- ступенчатые для более четкого придания форм;
- комбинированные для совмещения функций сверла и метчика;
- протяжного типа с целью нарезания резьбы с отверстием насквозь;
- колокольные метчики под резьбу большого диаметра.
Особенности измерения резьбы
В инструментах может применяться метрическая и дюймовая система измерения размера. В приспособлениях первого типа шаг резьбы метчиков задается в миллиметрах. При этом для каждого типоразмера М3-М27 задается основной (более крупный) шаг и мелкие дополнительные шаги под резьбу.

При использовании второго варианта в обозначении диаметра используется дюйм, а вместо указания шага задается число витков, приходящихся на 1 дюйм размера. Шаг резьбы будет больше в том случае, если увеличено число витков.

Различия в форме профиля
Метчики могут быть коническими или трапециевидными. Первые необходимы для нарезки резьбы непосредственно там, где будет фиксироваться крепеж с соблюдением заданной герметичности.

Трапециевидная конструкция необходима при обустройстве резьбы ходового типа. Она требуется в деталях, которые переводят вращающиеся перемещения в поступательные.

Направленность резьбы
Если правосторонние метчики проделывают резьбу для большинства крепежей в соответствии с направлением часовой стрелки, то левосторонние задают левый тип резьбы, т.е. против стрелки часов.

Последний вариант необходим для крепления деталей, которые постоянно вращаются, а поэтому требуется минимизировать или исключить полностью ослабление в процессе такого движения.
Как правильно использовать
Размеры метчиков варьируются в зависимости от поставленной цели, однако для всех типов необходимо придерживаться общей технологии использования:

Определить требуемый диаметр отверстия. Подобрать метчик и сверло с нужными размерами.

Просверлить отверстие с размером меньше диаметра самого метчика. Например, для резьбы диаметром 5 мм потребуется отверстие 4,2 мм в мягких металлах – латуни или стали. В твердо металлических изделиях сверлится отверстие 4,1 мм.

В отверстие последовательно вставляется черновой метчик с крупными режущими элементами для удаления 3/4 материала, а затем чистовой для окончательной обработки.
 Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.
Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.

Рукоятка аппарата вращается плавно с предварительной обработкой отверстия и рабочей части смазкой. Регулярно следует удалять стружку.

Резьбонарезные инструменты помогают быстро решить проблемы с подгонкой крепежных элементов. Они могут быть ручными и механическими. При покупке этих приспособлений следует также уделять особое внимание качеству изготовления. Среди ручных моделей рекомендуют использовать продукцию Jonnesway, FIT, MATRIX или STAYER. В результате их использования созданное крепление будет прочным и надежным.
Фото метчика


























Также рекомендуем посетить:
Метчик — что это такое, устройство, применение, таблица для нарезания резьбы
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
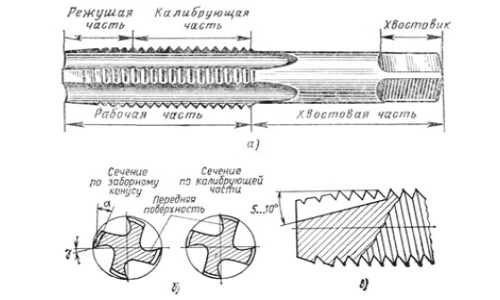
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
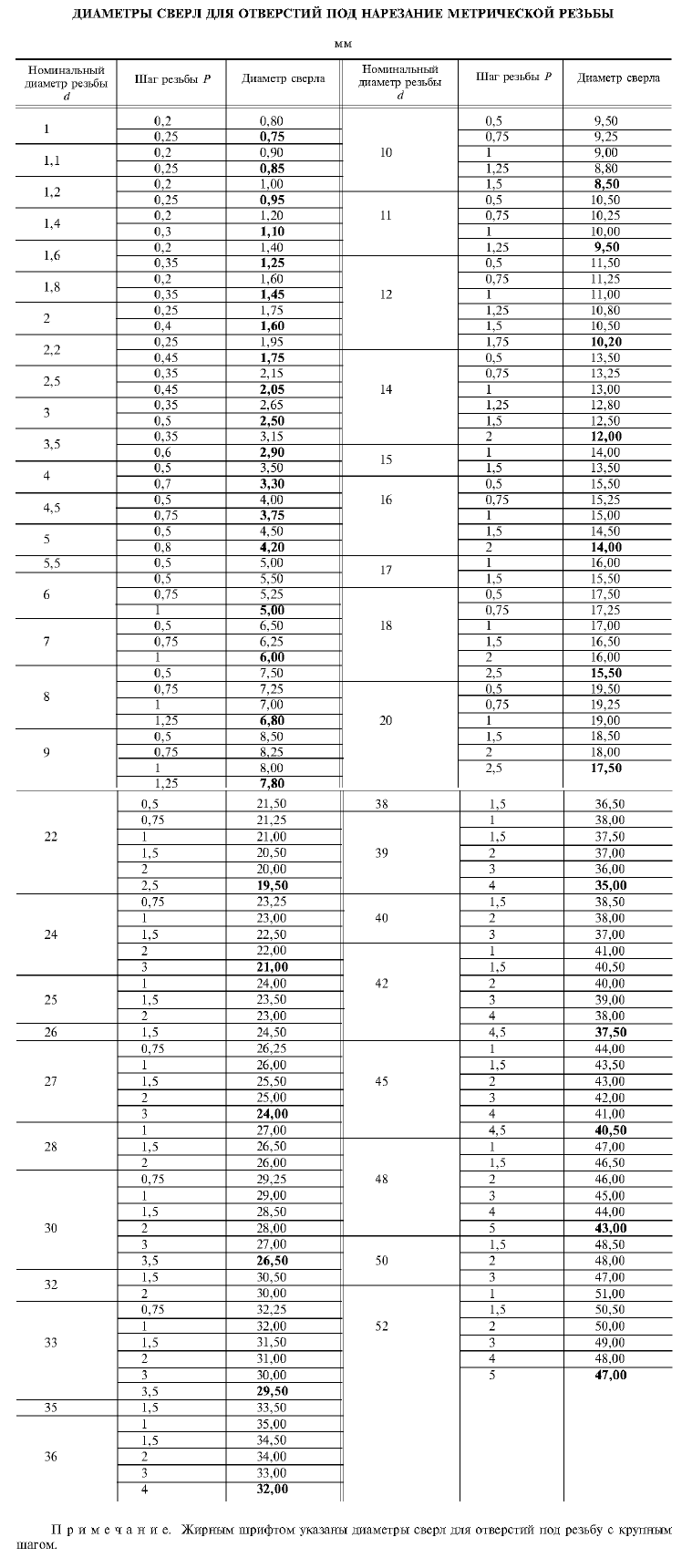
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.

- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
что это, применение, виды, конструкция
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.

Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.

Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.

Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.

Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб. В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
- Разновидности метчиков

- Метчик для нарезки резьбы

Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
 Устройство метчика
Устройство метчикаВ современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.

Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
- Конический метчик для нарезки резьбы

- Цилиндрический метчик для нарезки резьбы

Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
- Гаечный метчик

- Слесарные метчики

Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.

Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.

Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Набор метчиков – для чего и где применяются, классификация + видео
Набор метчиков и плашек спасет нас в тех ситуациях, когда нужно создать резьбу. Конечно, сегодня это больше атрибут машиностроения, причем, в большинстве случаев, эти операции механизированы, однако у домашних умельцев иногда появляются задачи подобного рода.
Лерки и метчики – как различать?
Нарезать резьбу приходится в нескольких исполнениях – внешнюю и внутреннюю. Для этого необходимы разные инструменты, но принцип их действия очень близок. Может быть, многие слышали где-то такие слова, как лерки, метчики, плашки. Это как раз те приспособления, которые и помогают осуществить данную задачу. Различия тут достаточно простые, если не углубляться в конструкцию и классификации каждого приспособления. Мы постараемся указать на них в нескольких выражениях, чтобы не путать вас.
Лерки, они же плашки, создают резьбу внешнюю, то есть по верху какого-то изделия, например, трубы. Конечно, делают это на заводе-изготовителе, но если вдруг вы решили сделать дома ремонт и обрезали трубы, то новую резьбу создать поможет именно такой инструмент. Сегодня эти два названия отождествляют, раньше разделяли. Леркой считали неразборное приспособление, а плашкой – разборное и регулируемое. Считалось, что лерка создает более качественную резьбу.
Метчики же используются для образования резьбового разъема внутри какой-то детали или ее заготовки. Многие, чтобы описать инструмент, просят представить обычный винт, на котором особым образом вырезаны канавки, которые чередуются с режущими зубьями. Одним концом данное приспособление крепят к станку (при механической нарезке) или воротку (при ручной работе), это место называется хвостовиком. Другим концом метчик вставляют в отверстие и вращают; продвигаясь, он образует резьбу.
Размеры метчиков или что учесть при работе?
Работа, которую выполняют данные инструменты, может быть серийной, поэтому большинство приспособлений – это метчики машинно-ручные, то есть ими можно пользоваться и на станках, и в домашнем хозяйстве. Причем несложно догадаться, что с таким объемом работ может справиться только очень крепкий материал, поэтому изготавливают их из твердых сплавов, чтобы износ был минимальным, либо быстрорежущих сталей, чтобы процесс происходит быстрее и легче.
Чтобы получить качественную нарезку, желательно подбирать размеры метчиков под отверстие. Если предстоит создавать резьбу большого диаметра, то для лучшего эффекта последовательно нужно использовать несколько размеров, чаще всего хватает двух-трех. Если вы обрабатываете мягкий материал, то придется «растянуть» удовольствие от работы на пять метчиков. Когда отверстия вовсе нет, сначала используется сверло, метчик вступает в игру уже позже. Причем для металлических заготовок сверло тоже должно быть довольно крепким.
Стоит внимательно выбирать профиль инструмента для нарезки, ведь то, что вы получите в отверстии, зависит именно от него.
Не стоит путать метчики для сквозных и глухих отверстий, потому что при неверном выборе деталь отправится в брак. Также при нежелании использовать универсальный резьбовой инструмент, приобретая машинный или ручной метчик, обращайте внимание на хвостовик, подойдет ли он для вашего крепления. Иногда стружечный вариант образования резьбы не подходит, тогда можно использовать накатывание, где формируются канавки, вследствие пластических деформаций. Для этого также необходим особый метчик.
Набор метчиков – плюсы и минусы такого инструмента
Теоретически все кажется простым в работе с метчиками, но это не совсем так. Если разобрать процесс подробнее, то это довольно затратное мероприятие в плане физической силы, особенно, если вы принялись за работу вручную. Ведь нарезать металл металлом непросто, огромны силы трения, стружка не такая податливая, как в деревянных изделиях при сверлении, она также очень сопротивляется при выходе по канавкам. Из-за наличия канавок в корпусе метчика, прочность корпуса несколько понижена, поэтому эти приспособления часто ломаются, особенно, когда используется тонкий размер.
Но не все так удручающе, ведь не зря метчик использовался раньше и не пропал из инструментария до сих пор. Сам по себе он устроен несложно, прост в изготовлении и применении, не надо долго думать, как же им пользоваться и куда закрепить. Точность резьбы достаточно высокая, а для очень требовательных деталей ее можно повысить улучшением качества самого метчика, что проще, чем строить сложные приборы контроля самого процесса нарезки. Сделав более совершенный метчик, вы уже можете рассчитывать на такую же совершенную резьбу.
Метчики машинно-ручные и другие виды приспособлений
Некоторые разновидности метчиков, конечно, имеют свои особенности, но если постараться описать общий принцип устройства, то выглядит данное приспособление примерно следующим образом. Сначала идет заборная часть, которая выглядит, как наконечник сверла с режущим пером, а следом за ней идет резьба, выполняющая функции калибрующей части. Последняя характеризуется числом перьев и зубьев, на ней же находятся и канавки для удаления стружки. Заканчивается все хвостовиком, на котором образованы крепления. По конструкции и применению основная масса метчиков делится на ручные, машинные, машинно-ручные (критерии классификации определить несложно в данном случае).
Ручные варианты называют еще слесарными, обычно увидеть их можно комплектами, поодиночке их не продают, это не строгий инструмент, класс точности у него всего лишь четвертый. Те приспособления, что созданы для машинного использования, выше классом по точности, используются в токарных, агрегатных и сверлильных станках. Это в большинстве своем метчики метрические для создания резьбы М2-М4, но для некоторых случаев используются и метчики дюймовые, создающие резьбу типа К (коническую). Изготавливаются они все из прочных марок стали и с более качественно накатанной резьбой, стандартизированы по размерам.
Также различают гаечные, плашечные и специальные варианты. Вот тут мы остановимся чуть подробнее. Первая разновидность говорит сама за себя, резьба образуется в гайках, такие приспособления используются на станках и обрабатывают большое количество гаек сразу, прорезая насквозь ряд выстроенных друг за другом кругляшков. Плашечный метчик калибрует резьбу в плашках, если она пришла в некоторую негодность. А вот группа специальных видов довольно широкая, потому что определяется профилем и формой резьбы, которую они способны нарезать, тут можно встретить круглые профили, в виде трапеции и т.д., также в этой группе мы найдем метчик конический, трубный, сборный, регулируемый и др.
К специальным относят приспособления, где зубья друг относительно друга стоят в шахматном расположении, это исключает заклинивание из-за плохого отвода стружки. Метчик с укороченной канавкой нужен для особо тяжелых работ, потому что он крепче остальных. А изделие с винтовой канавкой лучше отводит стружку, что важно при работе с глухими отверстиями. Ступенчатый и режуще-выглаживающий инструмент позволяет реализовать несколько режимов нарезки. Колокольный тип метчиков позволяет делать резьбу сравнительно больших размеров (до 40 см).
Конический метчик характеризуется отсутствием калибрующей части, длина его равна длине резьбы. А метчик-протяжка и вовсе выбивается из ряда этих инструментов. Дело в том, что он устроен иначе, хвостовик у него движется впереди режущей части, то есть он тянет за собой весь корпус этого приспособления. Он довольно функционален, может делать резьбу любого профиля, длины, шага. Такой метчик бывает левый и правый, то есть вращается в разные стороны, делая соответствующую резьбу.
Ручной метчик – что предстоит «наметить» таким инструментом? + видео
Ручной метчик – это инструмент, который лучше всего подойдет для создания внутренней резьбы, причем без привлечения громоздких станков. Чаще всего, мы увидим его в руках слесаря.
Конструкция ручных метчиков – чем обрабатывается резьба?
В целом, метчики широко применимы не только на токарных станках, но и на обрабатывающих центрах. Ручные модели отличаются от машинных тем, что у первых несколько другая форма заходной части. Данные инструменты сделаны в виде винта, на котором имеются несколько продольных прямых прорезей или же винтовых канавок с образующими режущими кромками. Стандартный метчик состоит из таких элементов, как хвостовик и рабочий корпус, который имеет заборную часть и калибрующую. Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке.

Рабочая часть на метчике – это то место, где происходит нарезание резьбы. Она сделана в виде винта, на котором находятся продольные канавки и винтовые. Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.

Режущие зубчики или перья, находящиеся на резьбовой части инструмента, имеют форму резцов и расположены по всей окружности. Канавки или углубления между режущими перьями предназначены для того, чтобы образовывать режущие кромки и для вывода стружек при нарезании. Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки.
Ручной метчик – особенность приобретения
Как же выглядит такой инструмент уже в руках слесаря? Так как ручные метчики относят к слесарным инструментам и с их помощью можно нарезать резьбы вручную, то было решено, чтобы они изготавливались набором, который состоит из двух или трех инструментов. Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.

Предназначение чернового метчика – накрутить резьбу начерно, то есть это некий набросок. Средним резьба подравнивается, и она получается более точной. Использование чистового приспособления необходимо для окончательной работы, с его помощью получается точное нарезание. Также им выполняется и калибровка. Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.

Если необходимо выполнить основную слесарную резьбу, где диаметр составляет от 8 и до 18 мм, то можно воспользоваться ручными одиночными метчиками. Для резьбы с диаметром от 6 и до 24 мм уже потребуется комплект из двух метчиков. Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Метчик машинно-ручной и другие виды этого инструмента
Различаются метчики направлением канавок. Помимо того, что канавки могут быть прямыми или винтовыми, также они могут быть либо с левой резьбой, либо с правой. Обычно их так и называют – левыми и правыми, правда, расшифровывать эти названия нужно навыворот, то есть, если вам нужна левая резьба, то работать следует правым метчиком. Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.
Отличие бесканавочных метчиков от обычных в том, что у них полностью отсутствуют продольные канавки на всей длине резьбовой части. Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Профессионалы часто используют в работе комбинированные метчики. Они бывают бесканавочными, двухступенчатыми, выделяют еще и сверло-метчик. Но данный тип больше относится к машинным метчикам. Бывает, что специалисты на конец инструмента приспосабливают рукоятку и применяют для ручной работы. Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке.

Подразделяют ручные метчики и по конструктивному решению режущей части. Они бывают коническими и цилиндрическими. Конические инструменты отличаются удлиненной заборной частью, резьба у них неполная и постепенно переходит в полную калибрующую часть. Данные модели применяют в тех случаях, когда нужно сделать нарезание резьбы в сквозных отверстиях. Инструментами цилиндрического типа пользуются, когда нужно выполнить нарезание резьбы в глухих отверстиях.
Устройство ручных метчиков может видоизменяться, в зависимости от их предназначения. По этому признаку выделяют гаечные, плашечные, маточные и специальные варианты. Метчики гаечного типа можно использовать для нарезания резьбы, как на станках, так и в ручной работе, поэтому это весьма популярный метчик машинно-ручной разновидности. У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход.
После того, как работа выполнена плашечным метчиком, нужно зачищать резьбу маточным инструментом. Они отличаются канавками, у них сделана правая спираль.

Секреты работы ручным метчиком
Начинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.

Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.

Метчик — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 октября 2018; проверки требуют 3 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 октября 2018; проверки требуют 3 правки.
 Метчики с квадратными хвостовиками.
Метчики с квадратными хвостовиками.Верхний метчик — для нарезания резьбы в глухом отверстии. Метчики М8 № 1 и № 2. Обратите внимание на длину заходной части.
Метчи́к — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
Метчик хвостовой частью крепится в вороток, рабочей частью вводится в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
При нарезании резьб часто используют комплекты из двух или трёх метчиков (чернового, среднего и чистового), отличающихся размерами и точностью профиля; на вязких материалах (к примеру титановых сплавах) используются комплекты из пяти метчиков. Для выполнения большинства бытовых слесарных работ достаточно двух метчиков, именно такие комплекты поступают в розничную торговлю.
Различают метчики для глухих и сквозных отверстий.
Метчики изготавливаются из твёрдого сплава либо из быстрорежущей стали.
Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную. Машинный метчик отличается от ручного формой заходной части. Метчик закрепляют на станке в специальном патроне (патрон с осевой компенсацией) либо обычном цанговом патроне с цангой для метчиков. Также в последнее время в качестве альтернативы патронам с осевой компенсацией стали появляться цанги с компенсацией, которые можно использовать на обычном цанговом патроне.
Для получения внутренних резьб пластическим деформированием (накатыванием) применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Существуют также гаечные метчики, используемые для изготовления гаек. Такой метчик имеет более длинные хвостовик и заходную (калибрующую) режущую часть.
При нарезании резьбы метчик предварительно смазывают консистентной смазкой, например, солидолом. Периодически проворачивают метчик в обратную сторону, чтобы обломить образовавшуюся стружку. Если использовать метчик не по порядку номера (например, чистовой вместо чернового), то его можно легко сломать.
- Родин П. Р. Режущие инструменты. — К.: Вища школа, 1974. — С. 400.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.
